Файл: 1. общая часть 3 1 Характеристика конструкции изделия 3.docx
Добавлен: 01.12.2023
Просмотров: 146
Скачиваний: 2
СОДЕРЖАНИЕ
1.1 Характеристика конструкции изделия
1.1.1 Назначение и условия работы изделия
1.2 Требования нормативной документации
1.2.1 Общие требования на изготовление изделия
1.2.2 Технические требования к основному материалу
1.2.3 Технические требования к сварочным материалам
1.2.4 Технические требования к поставляемому прокату
1.3 Оценка технологичности материала изделия
1.3.1 Характеристика структуры свойств основного материала
1.4 Заготовительное производство
1.4.2 Выбор способа раскроя проката
1.4.3 Выбор оборудования для раскроя проката
1.4.4 Составление схем раскроя проката
2. РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчленение конструкции на сборочные детали, сборочные узлы и единицы
2.2 Последовательность сборочных операций и требования к ним
2.4 Выбор сварочных материалов
2.5 Выбор типов сварных соединений
3 КОНТРОЛЬ КАЧЕСТВА ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
3.2 Пооперационный контроль при изготовлении изделия
4. ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
4.1 Выбор основного сварочного оборудования
4.2 Выбор вспомогательного сварочного оборудования и оснастки
4.3 Выбор подъемно-транспортного оборудования
5 РАЗРАБОТКА ПЛАНА ЦЕХА (УЧАСТКА)
6. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
6.1 Основные опасности и вредности при проведении сборочно-сварочных работ.
6.2 Средства индивидуальной защиты




СОДЕРЖАНИЕ
ВВЕДЕНИЕ 2
Дата 2
1. ОБЩАЯ ЧАСТЬ 3
1.1 Характеристика конструкции изделия 3
1.1.1 Назначение и условия работы изделия 3
1.2 Требования нормативной документации 5
1.2.1 Общие требования на изготовление изделия 6
1.2.2 Технические требования к основному материалу 6
1.2.3 Технические требования к сварочным материалам 6
1.2.4 Технические требования к поставляемому прокату 7
1.3 Оценка технологичности материала изделия 8
1.3.1 Характеристика структуры свойств основного материала 8
1.3.2 Оценка свариваемости 9
1.4 Заготовительное производство 9
1.4.1 Выбор проката 9
1.4.2 Выбор способа раскроя проката 10
1.4.3 Выбор оборудования для раскроя проката 11
1.Гильотинные гидравлические ножницы MetalMaster HCJ 32120. 11
2.Машина углошлифовальная (УШМ) MILWAUKEE AGV 21-230 GEX/DMS (рис.1.4): 11
В качестве оборудования для термической обработки металла используется портативная установка воздушно-плазменной резки металла СИБИРЬ 120ПР. 12
1.4.4 Составление схем раскроя проката 13
2. РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 14
2.1 Расчленение конструкции на сборочные детали, сборочные узлы и единицы 14
2.2 Последовательность сборочных операций и требования к ним 14
2.3 Выбор способа сварки 16
2.4 Выбор сварочных материалов 17
2.5 Выбор типов сварных соединений 19
2.6 Расчет режимов сварки 20
3 КОНТРОЛЬ КАЧЕСТВА ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ 22
3.1Общие требования к качеству сварных швов 22
3.2 Пооперационный контроль при изготовлении изделия 23
3.3Приемочный контроль 23
4. ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 24
4.1 Выбор основного сварочного оборудования 24
4.2 Выбор вспомогательного сварочного оборудования и оснастки 27
4.3 Выбор подъемно-транспортного оборудования 28
5 РАЗРАБОТКА ПЛАНА ЦЕХА (УЧАСТКА) 32
6. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА 33
6.1 Основные опасности и вредности при проведении сборочно-сварочных работ. 33
6.2 Средства индивидуальной защиты 34
6.3 Электробезопасность 35
6.4 Противопожарные требования и средства пожаротушения 36
ЗАКЛЮЧЕНИЕ 38
СПИСОК ЛИТЕРАТУРЫ 40
ВВЕДЕНИЕ
Повышение технического уровня сварочных работ связано с внедрением автоматизированных способов сварки, передовых методов организации работ и эффективных средств контроля.
В повышении технического уровня сборочно-сварочных работ большая роль отводится сборочно-сварочным приспособлениям, различным средствам механизации и автоматизации.
Технологические процессы заготовительного и сборочно-сварочного производства оснащаются различными средствами термической и механизированной резки, обработок кромок под сварку, сборки изделия и контроля, в которых широко используются приспособления. Эти средства позволяют существенно сократить трудоемкость работ, обеспечивают стабильное качество изделий, облегчают и улучшают условия труда.
Совершенствование производства сварочных конструкций требует не только наличия механизмов способных осуществить все необходимые операции, но и рациональной их компоновки.
Автоматизация производства снижает трудоемкость изготовления продукции, улучшает условия труда рабочих, создает экономию металла и времени.
Устаревшие методы по изготовлению водонапорных башен типа ВБР требуют внедрения автоматических способов сварки и совершенствования производства.
1. ОБЩАЯ ЧАСТЬ
1.1 Характеристика конструкции изделия
1.1.1 Назначение и условия работы изделия
Тема данного дипломного проекта: «Разработка технологического процесса изготовления водонапорной башни ВБР-25». ВБР-25 – это водонапорная башня Рожновского.
Водонапорные башни системы Рожновского широко применяются в системах водоснабжения и водопотребления на различных предприятиях сельского хозяйства, в жилищно-коммунальной сфере, на различных предприятиях. Башни предназначены для регулирования водообеспечения потребителей в случае перебоев с поставками воды.
К эксплуатации водонапорных башен предъявляются определенные требования:
-
минимальная температура эксплуатации -30°С; -
снеговая нагрузка — до 100 кгс/м2; -
ветровая нагрузка — до 45 кгс/м2; -
грунт должен быть однородным, непросадочным, непучинистым; -
отсутствие грунтовых вод; -
температура поступающей воды — до 6°С; -
сейсмичность района эксплуатации — не более 6 баллов;
Конструкция бака водонапорной башни представляет собой листовую сварную стальную конструкцию в виде цилиндрической обечайки, крыши в виде конуса, днища и цилиндрической обечайки. Бак опирается на опорную конструкцию в виде ствола. Установка башни осуществляется на монолитный фундамент из железобетона путем приварки днища опорной конструкции к соединительным закладным деталям.
Основными составными частями водонапорной башни являются:
-
конусообразная (купольная) цилиндрическая емкость -
цилиндрическая опора -
наружная лестница -
внутренняя лестница -
растяжки из тросов -
смотровой люк -
трубопроводная обвязка и арматура
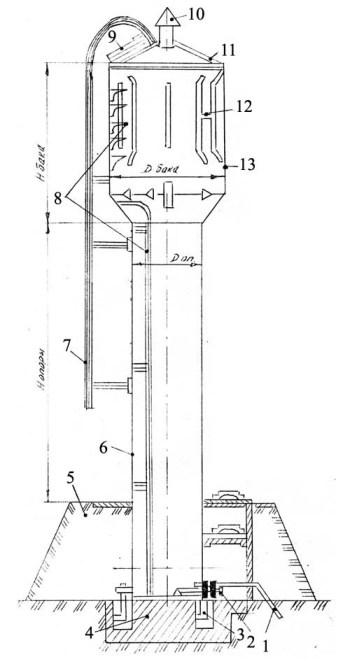

Рис. 1.1 Водонапорная башня и ее составные части (1 - грязевая труба 2 - труба наполнения башни 3 - закладные детали 4 – фундамент 5 - земляная насыпь 6 – ствол 7- наружная лестница 8 - внутренняя лестница 9 - световой люк 10 – сапун 11 - крыша бака 12 – льдоудержатели 13 – бак)
1.2 Требования нормативной документации
1.2.1 Общие требования на изготовление изделия
Требования СП 43.13330.2012 «Сооружение промышленных предприятий» следует соблюдать при проектировании водонапорных башен, предназначенных для использования в системах хозяйственно-питьевого, производственного и противопожарного водоснабжения промышленных предприятий, животноводческих ферм и комбинатов, сельскохозяйственных комплексов и населенных пунктов.
Габаритные схемы водонапорных башен определяются двумя параметрами - емкостью бака и высотой до низа бака от земли.
Водонапорные башни проектируют с баками вместимостью 15, 25, 50, 100, 150, 200, 300, 500 и 800 м3. Высоту опор (от уровня земли до верха опоры бака) для башен с баками вместимостью от 15 до 50 м3 следует назначать кратной 3 м.
1.2.2 Технические требования к основному материалу
Водонапорные башни могут изготавливаться из сталей различных марок. Для питьевого водоснабжения башни изготавливаются из пищевых нержавеющих сталей, для технического водоснабжения из низкоуглеродистых черных сталей типа Ст3, Ст5, сталь 10, 09Г2С и др. с последующей антикоррозийной обработкой. В данном случае, корпус водонапорной башни ВБР-25 и его составные элементы изготавливаются из стали марки 09Г2С. Данная сталь рассчитана на работу при температурах от -70 до +450 оС, что полностью гарантирует работоспособность водонапорной башни в условиях сурового климата Западной Сибири.
Площадки обслуживания, стремянки и др. доборные элементы водонапорной башни изготавливаются из стали марки Ст3. Все ограждающие конструкции являются готовыми изделиями, они изготовляются по Сериям и Типовым проектам.
1.2.3 Технические требования к сварочным материалам
Выбор сварочных материалов ведется с учетом необходимости обеспечить равнопрочность и однородность химического состава сварного соединения. В виду того, что башня ВБР изготовляется из низкоуглеродистой стали марки 09Г2С следует использовать сварочные материалы аналогичного класса прочности. Для ручной дуговой сварки это электроды с основным типом покрытия Э50 по ГОСТ 9467-75. Для автоматической сварки предлагается использовать самозащитную порошковую проволоку
E71T-GS (классификация: AWS A5.20: E71T-GS).
Все сварочные материалы должны проходить входной контроль, включающий:
-
проверку наличия сертификатов качества или сертификатов соответствия фирмы (завода-изготовителя); -
проверку сохранности упаковки; -
замер диаметра электродов и проволок и проверку его соответствия данным сертификата; -
проверку внешнего вида покрытия электродов и проволок - прочности (адгезии) покрытия электродов, отсутствия поверхностных дефектов электродных покрытий и проволок, следов ржавчины на поверхности проволок и электродных стержнях, разнотолщинности электродного покрытия;
Все сварочные материалы должны соответствовать требованиям стандартов и технических условий, иметь сертификаты предприятия-изготовителя и храниться в оттапливаемом помещении при температуре не ниже +15 °С, рассортированными по маркам [14].
1.2.4 Технические требования к поставляемому прокату
Водонапорная башня ВБР-25 изготавливается из листового горячекатаного проката толщиной 6 мм и 8 мм, изготовленного из стали 09Г2С, к которому предъявляются, изложенные ниже, требования в соответствии с ГОСТ 19903-74.
Используется листовой прокат:
-
по точности прокатки: нормальной точности (класс Б); -
по плоскостности: нормальной плоскостности (класс ПН); -
по характеру кромки: с обрезной кромкой (категория О); -
по размерам: с указанием размеров (форма 1).
Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать +10 мм.
Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы, не должны превышать +20 мм.
Отклонения от плоскостности на 1 м длины проката, изготовляемого в листах, не должны превышать 12 мм.
Серповидность проката, изготовляемого в листах, не должна превышать 2 мм на 1 м длины.