Файл: 1. общая часть 3 1 Характеристика конструкции изделия 3.docx
Добавлен: 01.12.2023
Просмотров: 131
Скачиваний: 2
СОДЕРЖАНИЕ
1.1 Характеристика конструкции изделия
1.1.1 Назначение и условия работы изделия
1.2 Требования нормативной документации
1.2.1 Общие требования на изготовление изделия
1.2.2 Технические требования к основному материалу
1.2.3 Технические требования к сварочным материалам
1.2.4 Технические требования к поставляемому прокату
1.3 Оценка технологичности материала изделия
1.3.1 Характеристика структуры свойств основного материала
1.4 Заготовительное производство
1.4.2 Выбор способа раскроя проката
1.4.3 Выбор оборудования для раскроя проката
1.4.4 Составление схем раскроя проката
2. РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчленение конструкции на сборочные детали, сборочные узлы и единицы
2.2 Последовательность сборочных операций и требования к ним
2.4 Выбор сварочных материалов
2.5 Выбор типов сварных соединений
3 КОНТРОЛЬ КАЧЕСТВА ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
3.2 Пооперационный контроль при изготовлении изделия
4. ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
4.1 Выбор основного сварочного оборудования
4.2 Выбор вспомогательного сварочного оборудования и оснастки
4.3 Выбор подъемно-транспортного оборудования
5 РАЗРАБОТКА ПЛАНА ЦЕХА (УЧАСТКА)
6. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
6.1 Основные опасности и вредности при проведении сборочно-сварочных работ.
6.2 Средства индивидуальной защиты
В качестве оборудования для термической обработки металла используется портативная установка воздушно-плазменной резки металла СИБИРЬ 120ПР.
Установка воздушно-плазменной резки металла СИБИРЬ 120ПР с бесконтактным поджигом предназначена для ручной и автоматизированной резки углеродистых, легированных сталей и сплавов цветных металлов толщиной до 40 мм. "СИБИРЬ 120ПР" обеспечивает высокую скорость реза, а так же низкую себестоимость за счет исключения использования баллонов с кислородом и горючими газами. Аппарат может использоваться для работы в полевых условиях при температуре до -40 С. Технические характеристики установки приведены в таблице 1.4.
Таблица 1.4
Технические характеристики установки СИБИРЬ 120ПР
| Наименование | Значение |
| Номинальное питающее напряжение, В | 380 (+10%,-15%) |
| Диапазон регулировки тока, А | 35-120 |
| Макс. толщина разрезаемого металла | 40 |
| Номинальная потребляемая мощность, кВт | 24 |
| Напряжение холостого хода, В | 280 |
| Рабочее напряжение, В | 145 |
| Частота питающей сети, Гц | 50 |
| Продолжительность нагрузки, % ( с фильтром, %) | 60 (40) |
| Степень защиты | IP23 |
| Рабочая температура окружающей среды, град. С | -40...+40 |
| Габаритные размеры, мм | 400 х 250 х 270 |
| Рабочее давление компрессора, атм | 4,5-5 |
| Расход воздуха, л/мин | 230 |
| Масса аппарата, кг | 22 |
1.4.4 Составление схем раскроя проката
С
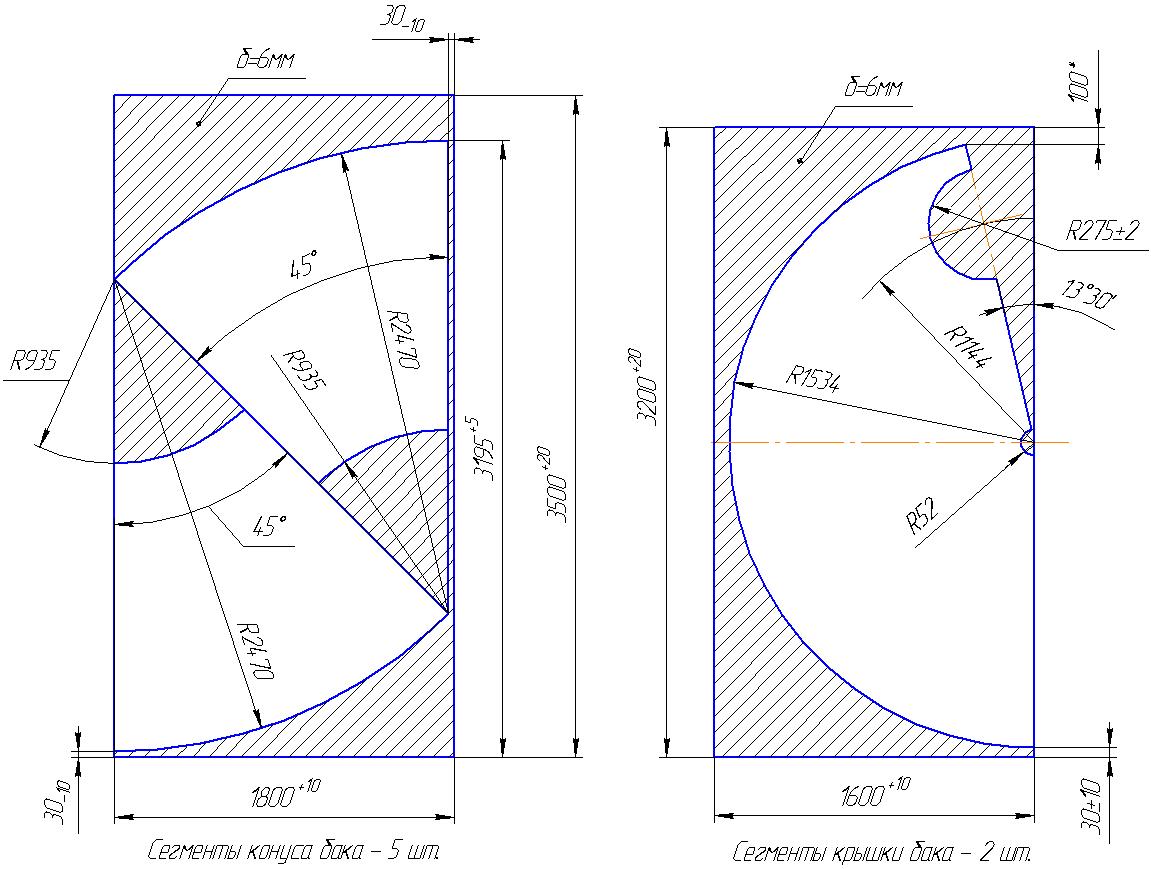 хемы раскроя проката приведены на рис.1.5.
хемы раскроя проката приведены на рис.1.5.
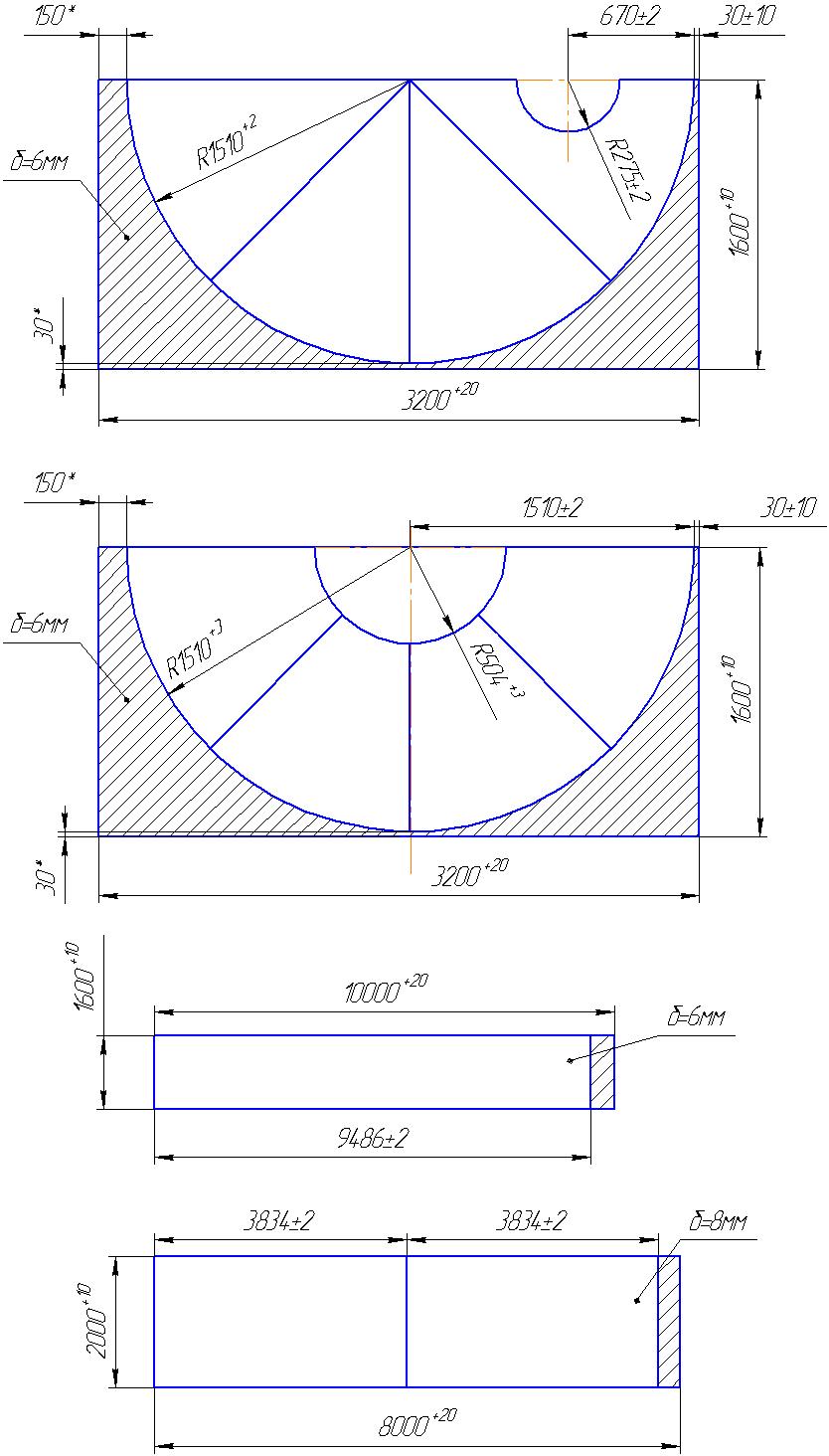
Рис. 1.5 Схемы раскроя проката (*размер для справок)
2. РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчленение конструкции на сборочные детали, сборочные узлы и единицы
В данном пункте дипломного проекта приводится обозначение и наименование сборочных единиц (табл. 2.4) и деталей (табл. 2.5) водонапорной башни ВБР-25.
Таблица 2.4
Сборочные единицы водонапорной башни ВБР-25
| Шифр | Наименование сборочной единицы |
| ВБР-25.00.00.000 | Водонапорная башня ВБР-25 |
| ВБР-25.00.00.001 | Опора водонапорной башни |
| ВБР-25.00.00.002 | Бак водонапорной башни |
| ВБР-25.00.00.003 | Крышка бака водонапорной башни |
| ВБР-25.00.00.004 | Люк-лаз |
| ВБР-25.00.00.005 | Ограждающие конструкции (стремянка, площадка) |
| ВБР-25.00.00.006 | Труба переливная |
| ВБР-25.00.00.007 | Воздушная трубка |
| ВБР-25.00.00.008 | Воздушный колпак |
| ВБР-25.00.00.009 | Конус бака |
Таблица 2.5
Сборочные детали водонапорной башни ВБР-25
| № детали | Наименование | Кол-во, шт |
| 1 | Обечайка опоры ВБР-25 Ø1220х2000х8 мм | 9 |
| 2 | Обечайка бака ВБР-25 Ø3020х1600х6 мм | 2 |
| 3 | Сегмент конуса бака ВБР-25 | 5 |
| 4 | Сегмент крышки ВБР-25 | 2 |
2.2 Последовательность сборочных операций и требования к ним
Сборка имеет своей целью установку свариваемых деталей в заданных условиях с заданными зазорами между ним. К выполнению сборочных операций допускаются сварщики, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Последовательность сборочных операций:
-
Установка изделия (заготовки, детали) в сборочно-сварочном приспособлении с выверкой зазоров и соостности сопрягаемых деталей; -
Постановка прихваток; -
Сварка сварного шва.
Сборка обечаек Ø1220 мм производится на звенном центраторе. Сборка обечаек Ø3020 мм производится при помощи специальных сборочно-сварочных приспособлений.
Постановка прихваток выполняется электродами типа Э50А диаметром не более 3 мм. Прихватки выполнять длиной 10 - 15 мм с шагом 150 - 200 мм. Для предотвращения смещения свариваемых кромок применяются сборочно-сварочные приспособления.
Процесс сборки под сварку предусматривает технологическую операцию - центровку, в результате которой две сопрягаемые обечайки становятся соосными.
Прихватку стыков выполняют с полным проплавлением корня шва теми же сварочными материалами, что и при сварке корневого слоя.
Смещение наружных кромок не должно превышать 20% от нормативной толщины стенки, но составлять не более 3,0 мм.
Производить сборку и сварку элементов при наличии влаги на поверхности кромок и участков, прилегающих к стыку, запрещается.
Сборочная операция имеет цель обеспечить правильное взаимное расположение и закрепление деталей собираемого сварного изделия. Собранный узел должен обладать жесткостью и прочностью, необходимой для уменьшения деформации при сварке.
2.3 Выбор способа сварки
Для изготовления водонапорной башни ВБР-25 можно использовать следующие способы сварки:
-
ручную дуговую покрытыми электродами; -
механизированную сварку; -
автоматическую сварку;
Большой объем сварочных работ и протяженные швы дают возможность эффективно использовать все преимущества автоматической сварки. Применение механизированных способов менее эффективно, в следствие чего в проекте они не будут применены.
Ручная дуговая сварка по своему определению не предусматривает механизации производственного процесса, что вследствие поставленных целей проекта исключает возможность ее применения.
Наибольший интерес вызывает применение автоматической сварки самозащитной порошковой проволокой.
При сварке самозащитной порошковой проволокой защита сварочной ванны и застывающего металла шва происходит за счет газа и шлака, образующегося приплавлении наполнителя, содержащегося в сердечнике проволоки.
Самозащитная проволока имеет ряд преимуществ:
-
Наличие дуги открытого типа. Сварщик во время работ может без затруднений наблюдать за сварочной ванной; -
Точный химический состав проволоки; -
Проволока позволяет сваривать детали в разных положениях; -
При сварке самозащитной проволокой полностью отпадает необходимость использования какого-либо еще оборудования, а именно: устройства для подачи флюса, газовых горелок и баллонов. Это значительно повышает компактность такого сварочного аппарата;
Использование порошковой проволоки – это универсальное решение для сварочных работ. С помощью этих проволок можно значительно сократить время работы, при этом получить отличное качество шва без лишних затрат и усилий. А наличие разных видов проволоки позволяет облегчить сварку абсолютно любых изделий из разных материалов.
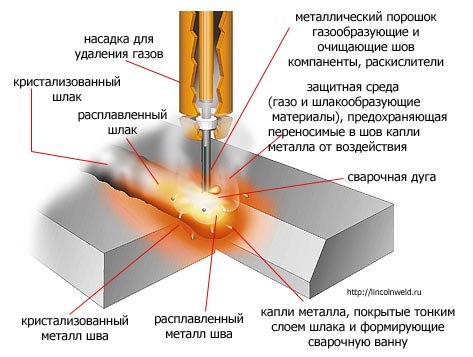
Рис. 2.1 Схема автоматической сварки порошковой самозащитной проволокой
Таким образом, на проектируемом типе производства для сварки кольцевых и продольных швов обечаек используется автоматическая сварка самозащитной порошковой проволокой. Для сварки всех остальных швов предлагается использовать базовый способ сварки – РДС.
2.4 Выбор сварочных материалов
Выбор марки и диаметра порошковой проволоки определяется маркой свариваемой стали, требованиями к металлу сварного шва и сварного соединения, толщиной металла и условиями выполнения сварки. При этом учитываются технологические особенности применения проволоки и возможные пределы изменения режимов сварки, производительность и экономическая целесообразность использования. Выбранная проволока подлежит обязательной проверке.
Основным условием при выборе сварочных материалов является обеспечение равнопрочности основного металла и сварного шва.
При автоматической сварки самозащитной порошковой проволокой предлагается использовать самозащитную порошковую проволоку E71T-GS Ø 3мм (классификация: AWS A5.20: E71T-GS).
Химический состав проволоки Е71Т-GS представлен в таблице 2.6, механические свойства металла, наплавленного проволокой Е71Т-GS представлены в таблице 2.7.
Таблица 2.6
Химический состав сварочной проволоки Е71Т-GS
| Химический элемент | С | Мn | Si | Al | S | P |
| Процентное содержание | 0,26 | 0,91 | 0,5 | 2,05 | 0,014 | 0,016 |
Таблица 2.7
Механические свойства металла наплавленного проволокой
Е71Т-GS
| Показатель | Временное сопротивление, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см , при температуре, С | |
| | 20 °С | -20 °С | ||
| Значение | 510 | 29 | 120 | 50 |