Файл: 1. общая часть 3 1 Характеристика конструкции изделия 3.docx
Добавлен: 01.12.2023
Просмотров: 122
Скачиваний: 2
СОДЕРЖАНИЕ
1.1 Характеристика конструкции изделия
1.1.1 Назначение и условия работы изделия
1.2 Требования нормативной документации
1.2.1 Общие требования на изготовление изделия
1.2.2 Технические требования к основному материалу
1.2.3 Технические требования к сварочным материалам
1.2.4 Технические требования к поставляемому прокату
1.3 Оценка технологичности материала изделия
1.3.1 Характеристика структуры свойств основного материала
1.4 Заготовительное производство
1.4.2 Выбор способа раскроя проката
1.4.3 Выбор оборудования для раскроя проката
1.4.4 Составление схем раскроя проката
2. РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Расчленение конструкции на сборочные детали, сборочные узлы и единицы
2.2 Последовательность сборочных операций и требования к ним
2.4 Выбор сварочных материалов
2.5 Выбор типов сварных соединений
3 КОНТРОЛЬ КАЧЕСТВА ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
3.2 Пооперационный контроль при изготовлении изделия
4. ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
4.1 Выбор основного сварочного оборудования
4.2 Выбор вспомогательного сварочного оборудования и оснастки
4.3 Выбор подъемно-транспортного оборудования
5 РАЗРАБОТКА ПЛАНА ЦЕХА (УЧАСТКА)
6. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
6.1 Основные опасности и вредности при проведении сборочно-сварочных работ.
6.2 Средства индивидуальной защиты
Листовой прокат изготовлен из стали 09Г2С. Исходная структура стали ферритно-перлитная. Механические свойства и химический состав стали 09Г2С представлены в таблицах 1.1 - 1.2.
Таблица 1.1
Химический состав стали 09Г2С
| Химический элемент | С | Si | Мn | Сг | Ni | Сu | Р | S |
| Процент содержания | 0,12 | 0,54-0,8 | 1,3-1,7 | <0,3 | <0,3 | 0,15 4-0,35 | <0,04 | <0,035 |
Таблица 1.2
Механические свойства стали 09Г2С
| Предел текучести, МПа | Временное сопротивление, МПа | Относительное сужение, % | Относительное удлинение, % | Ударная вязкость KCU, Дж/см2 при температуре, °С | |
| + 20 | -70 | ||||
| 270-350 | 440-550 | 50 | 21 | 59 | 29 |
1.3.2 Оценка свариваемости
Под технологической свариваемостью понимают способность металлов образовывать прочное соединение без существенного ухудшения их технических свойств в самом соединении и прилегающей к нему околошовной зоне.
Низколегированные стали - это стали с суммарным содержанием легирующих элементов до 2,5 %.
С увеличением содержания углерода и легирующих элементов растёт удельное электросопротивление, сопротивления деформации, расширяется температурный интервал хрупкости и возрастает склонность к образованию кристаллизационных трещин, усиливается склонность к закалке.
Параметры режимов сварки выбирают в зависимости от марки и толщины сталей.
Свариваемость трубных сталей оценивают по эквивалентному содержанию углерода. При этом его величина не должна превышать 0,46 %:
 | (1.1) |
Определим свариваемость стали 09Г2С:
| Сэкв = 0,12 + 1,5/6 + 0,3/5 = 0,43 % |
Таким образом, данная сталь не склонна к образованию холодных трещин. Низкоуглеродистые стали, хорошо свариваются всеми способами сварки плавлением.
1.4 Заготовительное производство
1.4.1 Выбор проката
Для изготовления корпуса водонапорной башни ВБР-25 применяется прокат из низкоуглеродистой стали марки 09Г2С по ГОСТ 19281-89:



1.4.2 Выбор способа раскроя проката
Для получения заготовок из листового проката необходимой величины используется механическая резка на гильотине. Данный способ заготовки проката обеспечивает высокую точность и скорость работы. Кроме того, на кромки металла, подлежащие сварки не оказывается термического влияния, так же нет необходимости дополнительно обрабатывать кромки металла после резки. Гильотинная резка металла - это наиболее дешевый и популярный метод резки.
Схема работы воздушно-плазменной резки приведена на рис. 1.2.
Плазменная резка металла производится при помощи оборудования, состоящего из источника тока, блока аппаратуры, ручного или механизированного плазмотрона, устройства механизации перемещения. Если отсутствует воздушная магистраль стационарного типа, в комплектацию входит компрессор, а при отсутствии системы водоснабжения – блок автономного охлаждения (в плазмотронах с водяным охлаждением).
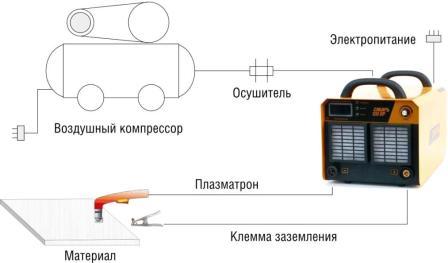
Рис. 1.2 Схема работы воздушно-плазменной резки
Для обработки заготовок после воздушно-плазменной резки применяется ручной абразивный электрический инструмент.
1.4.3 Выбор оборудования для раскроя проката
Оборудование для механической обработки металла:
-
Гильотинные гидравлические ножницы MetalMaster HCJ 32120.
Ножницы MetalMaster HCJ 32120 (рис. 1.3.) предназначены для резки листового металла. Гидравлический привод ножниц и закаленные режущие ножи обеспечивают стабильный качественный рез. Современный дизайн оборудования, удобство в работе, пониженная шумность позволяют использовать ножницы во многих современных автоматизированных производствах с высокими требованиями к надежности оборудования.

Рис. 1.3 Ножницы MetalMaster HCJ 32120
Технические характеристики гильотины MetalMaster HCJ 32120:
-
Максимальная толщина листа - 4-12 мм; -
Рабочая длина – от 1 до 10 м; -
Моторизованный упор.
-
Машина углошлифовальная (УШМ) MILWAUKEE AGV 21-230 GEX/DMS (рис.1.4):
Технические характеристики УШМ MILWAUKEE AGV 21-230 GEX/DMS:
-
Мощность – 2100 Вт; -
Обороты – 6600 об\мин; -
Круг – 230 мм; -
Быстрозажимная гайка – «+»; -
Вес брутто – 8 кг.

Рис. 1.4 Углошлифовальная машина MILWAUKEE AGV 21-230 GEX/DMS