Файл: И. О. Фамилия Проектирование тарельчатой ректификационной колонны для разделения смеси метанол бензол.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 211
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.3 Построение фазовых диаграмм
1.4 Определение рабочего флегмового числа
Скорость пара и диаметр колонны
2.2 Расчет вязкости компонентов
2.3 Скорость пара и диаметр колонны
3.1 Расчет высоты светлого слоя жидкости на тарелке и паросодержания барботажного слоя
3.2 Определение коэффициентов массопередачи и высоты колонны
Расчет гидравлического сопротивления тарелок колонны
5.1 Выбор материала ректификационной колонны
Hc = H -hп (3.10)
Примем межтарельчатое расстояние, для колонн диаметром 600 мм, Н=300 мм. Высота барботажного слоя , м:
hп = h0 / (1 –
 ) = 0,06905 / (1- 0,0538) = 0,07298 м.
) = 0,06905 / (1- 0,0538) = 0,07298 м.Тогда, высота сепарационного пространства, м:
Hc = 0,3 – 0,07298 =0,227 м.
Относительный унос жидкости для ситчатых тарелок при соотношении
 /(mHc) /(mHc) = 0,0468 / ( 0,008063
/(mHc) /(mHc) = 0,0468 / ( 0,008063  0,227) =25,57
0,227) =25,57ℓ = 2,9 кг/кг
Вычисли к.п.д. по Мерфи EMy:
B =
 (3.11)
(3.11)В =
 = 6,02216
= 6,02216E’’My=
 [(1+
[(1+ -1] = 4,727
-1] = 4,727E’My =
 = 0,463
= 0,463EMy =
 = 0,00587
= 0,00587Зная эффективность по Мерфи, можно определить концентрацию легколетучего компонента в паре на выходе из тарелке yk по соотношению
EMy = (yk – yн) / (y* - yн)
yк = 0,33+0,00587(0,48-0,33) = 0,33081
Высоту тарельчатой ректификационной колонны определим по формуле
Hк = (N-1)
h + Hмт + zв + zн (3.12)где h - расстояние между тарелками, м; zв и zн - расстояние соответственно между верхней тарелкой и крышкой колонны и между днищем колонны и нижней тарелкой, м. Примем значения zв и zн равными 0,6 м и 1,5 м соответственно.
Расстояние между тарелками h = 0,3 м. Люк-лаз рекомендуется располагать через каждые 5-10 тарелок.
В месте установки люка-лаза расстояние между тарелками установим равным 600 мм
Hк = (N-1)
h + zв + zн (3.13)Hк = (6,5-1)
0,3 + 0,6+ 1,5 =3,75 [м]Примем расчетную высоту колонны равной 3,75 [м]
- 1 2 3 4 5 6 7 8 9 10 11
Расчет гидравлического сопротивления тарелок колонны
Гидравлическое сопротивление тарелок колонны определяют по формуле:
 (4.1)
(4.1)где
 и
и  – гидравлическое сопротивление тарелки верхней и нижней части колонны, Па. Полное гидравлическое сопротивление одной тарелки определяется по формуле
– гидравлическое сопротивление тарелки верхней и нижней части колонны, Па. Полное гидравлическое сопротивление одной тарелки определяется по формуле (4.2)
(4.2)где, ∆Рс - сопротивление сухой тарелки Па; ∆Рж - сопротивление слоя жидкости Па; ∆Р
 - сопротивление за счет поверхностного натяжения, Па. Сопротивление сухой (неорошаемой) тарелки определяется по формуле
- сопротивление за счет поверхностного натяжения, Па. Сопротивление сухой (неорошаемой) тарелки определяется по формуле =
=  (4.3)
(4.3)где ξ - коэффициент сопротивления сухих тарелок для ситчатых тарелок; ρп - средняя плотность пара в среднем сечении для соответствующей части колонны, кг/м3 ; Fс -относительное свободное сечение тарелки в соответствии с таблицей 2, ОСТ 26-805-73,
Fс =0.06
0,28 = 0,0168 м2;  - действительная скорость пара для определенной части колонны, м/с.
- действительная скорость пара для определенной части колонны, м/с. Тогда сопротивление сухой тарелки, Па:
=  = 1221,067 Па
= 1221,067 ПаСопротивление слоя жидкости на тарелке определяется по формуле
 =
=  gh0 (4.4)
gh0 (4.4)где ρж - средняя плотность жидкости в среднем сечении соответствующей части колонны
, кг/м3 ;g – ускорение свободного падения, м/с2 ; h0 - высота барботажного слоя на тарелке, м.
 = 9,81*836,26*0,06905 = 566,4666 Па
= 9,81*836,26*0,06905 = 566,4666 Па = 9,81*806,36*0,06905 = 546,2125 Па
= 9,81*806,36*0,06905 = 546,2125 ПаПримем за расчетные значения поверхностного натяжения жидкости для верхней и нижней части колонны равным, Н/м:
в = 23,83 10-3 [Н/м] н = 19,38 10-3 [Н/м]Удельный расход жидкости на 1 м сливной перегородки для верхней части колонны, м 2 /с:
 =
=  =
=  = 31,77 Па
= 31,77 Па =
=  =
=  = 25,84 Па
= 25,84 ПаТогда полное сопротивление одной тарелки верхней и нижней частей колонны соответственно равно, Па:
 = 1221,067 + 566,4666 + 31,77 = 1819,3036 Па
= 1221,067 + 566,4666 + 31,77 = 1819,3036 Па = 1221,067 + 546,2125 + 25,84 = 1793,1195 Па
= 1221,067 + 546,2125 + 25,84 = 1793,1195 ПаПолное гидравлическое сопротивление ректификационной колонны, Па:
 = 1819,3036 * 2,2 + 1793,1195 * 3,3 = 9919, 76227 Па
= 1819,3036 * 2,2 + 1793,1195 * 3,3 = 9919, 76227 Па-
Конструктивно – механический расчет
5.1 Выбор материала ректификационной колонны
Выбор определенной исполнительной марки стали, в соответствии с рекомендациями обусловлен специфическими условиями работы, и соответственно необходимостью удовлетворения выбранной маркой стали определенных критериев
, таких как хладостойкость, совместимость по агрессивности среды, доступность на рынке и сравнительная дешевизна. Материал для изготовления стальных сварных аппаратов должен быть химически и коррозионностойким в заданной среде, при рабочих параметрах, обладать хорошей свариваемостью и соответствующими прочностными и пластическими характеристиками в рабочих условиях, допускать холодную и горячую механическую обработку, а так же иметь низкую стоимость и высокую распространенность на рынке. Рабочая среда – смесь метанол – бензол обладает сильной коррозионной активностью. Годовой показатель коррозии низколегированных сталей в данной среде в соответствии с данными
В качестве исполнительной марки стали выбираем низколегированную низкоуглеродистую сталь. Поскольку проектируемая колонна будет размещена на открытой площадке в виду суровых климатических условий Сибирского региона необходимо изготовление колонны из холодостойской стали. В качестве исполнительной марски стали выбираем сталь 09Г2С рекомендуемую для изготовления сварной аппаратуры в химической, пищевой и других отраслях промышленности, при расчетной температуре от -70 до 300 °С. Сталь 09Г2С обладает коррозионной стойкостью в заданных условиях эксплуатации, дешевезной и доступностью на рынке, хорошей свариваемостью и хладостойкостью.
5.2 Выбор исполнительного типа крышки и днища
Сверху и снизу колонна оборудуется приварными крышкой и днищем. Крышка и днище является составными элементами корпуса колонны, органически связанна с ним и изготовляются из того же материала – сталь 09Г2С .
Выбор исполнительного типа крышки и днища о целесообразности использования элептической формы днища и крышки в вертикальных аппаратах колонного типа, с точки зрения восприятия давления столба жидкости в качестве исполнительного типа крышки и днища выбираем эллиптическую форму отличающуюся выгодными технико-экономическими показателями. Эллиптические днища изготавливают горячей штамповкой и могут применяться в аппаратах работающих под избыточным давлением до 10 МПа.
Для крышки и днища колонны используем стандартные эллиптические днища, штампованные из листового материала по ГОСТ 6533-88.
5.2 Расчет диаметров штуцеров
Штуцером называется устройство, служащее для присоединения аппарата к трубопроводу. Простейший штуцер состоит из патрубка и фланца.
Обеспечению герметичного соединения трубопроводов с эксплуатируемыми аппаратами призваны штуцера. В качестве исполнительного типа штуцера выбираем штуцера тип 1 исполнение 6 по АТК 24.218.06-90 используемые на условное давление от 1,6 МПа до 16 МПа и температуре от минус 70 до 600 °С, штуцера с фланцами стальными приварными встык.
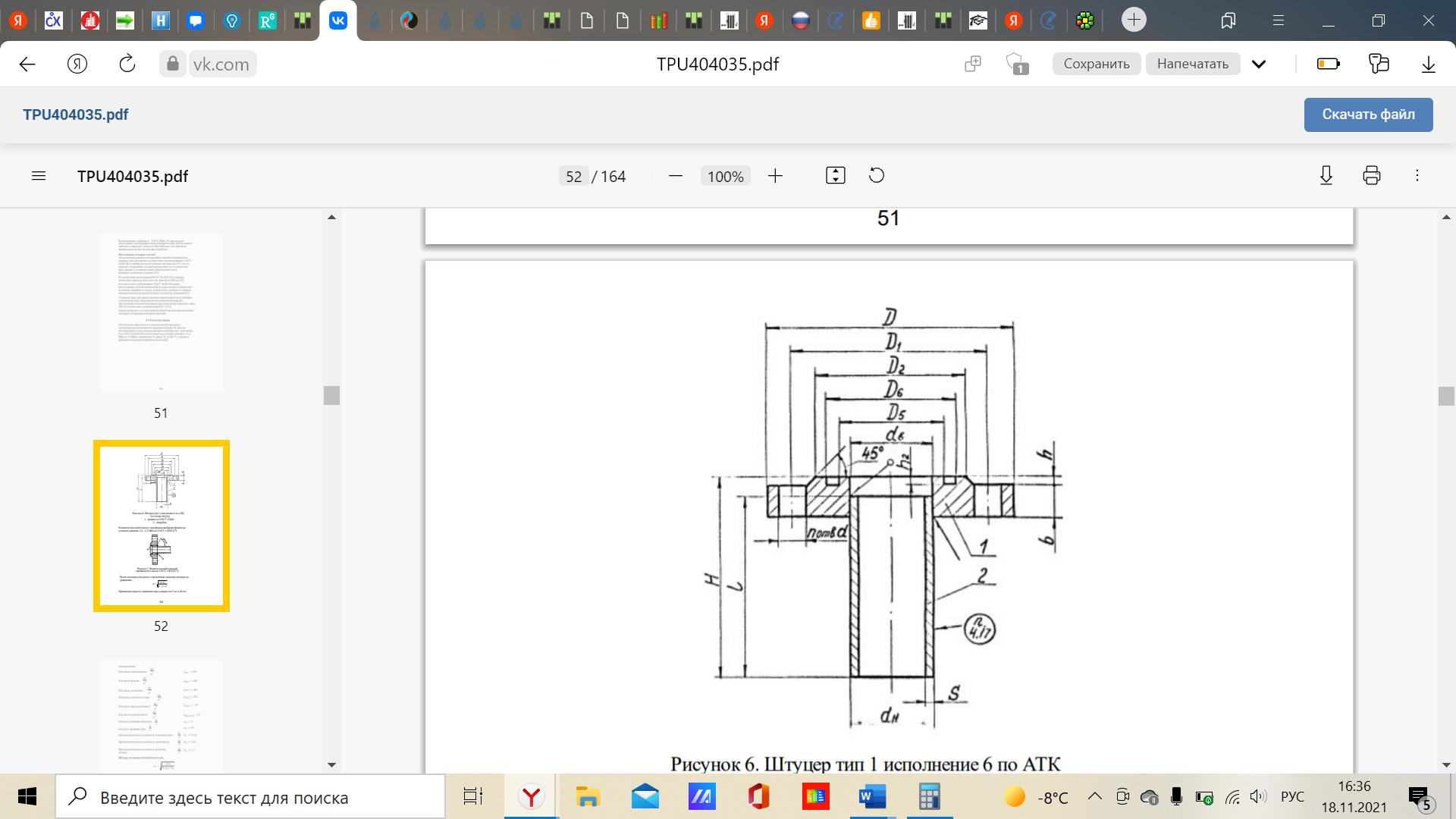
1 - фланец по ГОСТ 12820; 2 - патрубок.
Рисунок 5.1 - Штуцер тип 1 исполнение 6 по АТК 24.218.06-90
В качестве исполнительного типа фланца выбираем фланец на условное давление 1,6 - 2,5 МПа по ГОСТ 12820 [27].
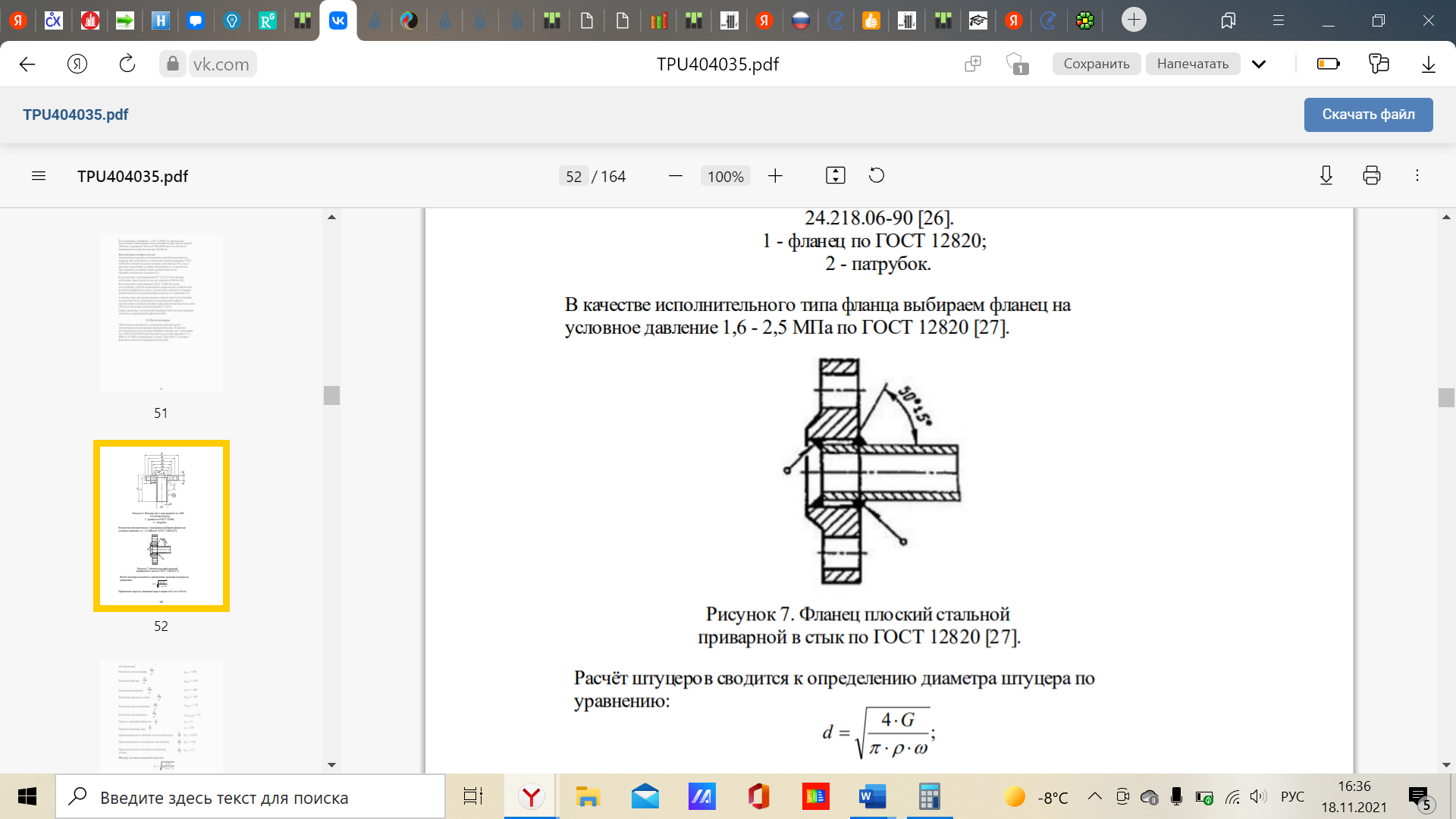
Рисунок 5.2 - Фланец плоский стальной приварной в стык по ГОСТ 12820 .
Расчёт штуцеров сводится к определению диаметра штуцера по уравнению:
dшт =
 (5.1)
(5.1)где V – объемный расход среды через штуцер, м3/с;
– средняя скорость движения среды в штуцере, м/с.Скорость движения среды в штуцере принимают ориентировочно в зависимости от того, каким образом организовано движение потока: самотеком или вынужденно (с помощью насоса). В связи с тем, что скорость движения принимается ориентировочно, можно принимать , можно принимать плотность флегмы равной плотности метанола, а плотность кубового остатка – плотность бензола