ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 456
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Износ и трение в подшипниках. Проявляется в повышении механической вибрации и шума при работе. В этом случае требуется замена подшипников, иначе неисправность приведет к перегреву и падению производительности двигателя.
Проворачивание ротора на валу. Ротор может вращаться в магнитном поле статора, а вал будет неподвижен. Требуется механическая фиксация ротора на валу.
Зацепление ротора за статор. Эта проблема связана с механической поломкой подшипников, их посадочных мест или корпуса двигателя. Кроме того, подобная неисправность приводит к повреждению обмотки статора. Практически не подлежит ремонту.
Повреждение корпуса двигателя. Может происходить из-за ударов, повышенных нагрузок, неправильного крепления или низкого качества двигателя. Ремонт является трудоемким из-за трудностей соосной установки переднего и заднего подшипников.
Проворачивание или повреждение крыльчатки обдува. Несмотря на то, что двигатель продолжит работать, он будет перегреваться, что существенно сократит срок его службы. Крыльчатку необходимо закрепить (для этого используется шпонка или стопорное кольцо) или заменить.
2. Операции при ремонт механических неисправностей ротора электродвигателя, опишите алгоритм
Ответ:Перед ремонтом выполняют дефектацию собранного электродвигателя. Затем его разбирают в следующем порядке. Гайковертами отвинчивают болты переднего и заднего подшипниковых щитов и фланцев подшипников. Специальными выколотками из цветного металла и молотком или кувалдой снимают задний подшипниковый щит и сдвигают с заточки передний подшипниковый щит. Ротор вместе с передним щитом извлекают из статора, причем на мелких электродвигателях эту операцию делают вручную, а на средних и крупных — с помощью специального приспособления и грузоподъемного механизма. В обоих случаях принимают меры к тому, чтобы не повредить активную сталь ротора и статора (например, после снятия заднего подшипникового щита вводят в зазор между ротором и статором лист тонкого электрокартона). После этих операций в специальном приспособлении снимают с подшипника передний щит. На этом заканчивается разборка электродвигателя, на основные его детали вешают металлические бирки.
3. Правила безопасности при ремонте электродвигателя
Ответ:Соблюдение правил техники безопасности при обслуживании и ремонте тяговых электродвигателей обязательно как для рабочих, так и для технического персонала. Подъемно-транспортные механизмы для транспортировки, подъема и перемещения тяжелых грузов и деталей, стенды кантователи и испытательное оборудование должны быть технически освидетельствованы с целью пригодности их к эксплуатации.
Практическое занятие №34
Осмотр и дефектировка статора двигателя переменного тока
Цель: научиться выполнять осмотр и поиск неисправностей статора двигателя переменного тока
Ход занятия:
1. Осмотреть статор двигателя переменного тока. Пользуясь теоретической частью, специализированными сайтами, специальной и учебной литературой, собственным производственным и жизненным опытом, заполнить таблицу.
2. Сделать вывод и подготовить ответы на контрольные вопросы.
| Наименование детали, узла, элемента | Техническое состояние (описание дефекта, отклонение от нормы) | Заключение о необходимости устранения дефекта (дальнейшем использовании) |
| Проверка паспортных данных | ||
| | | |
| | | |
| | | |
| | | |
| Внешний осмотр | ||
| Крышка клеммной коробки | отсутствует | установить |
| Трещины лап | | |
| Клеммная колодка | излом | заменить |
| Клеммная коробка | слабое крепление на статоре | закрепить |
| Клеммная коробка | загрязнена изнутри | очистить |
| Вводная трубка клеммной коробки | излом | заменить |
| | | |
| Измерения | ||
| Сопротивление фазы обмотки статора С2-С6 | бесконечность, обрыв | заменить обмотку статора |
| Сопротивление фазы обмотки статора С3-С4 | 50 Ом | исправно |
| Сопротивление фазы обмотки статора С1-С5 | 50 Ом | исправно |
| Сопротивление изоляции фазы обмотки статора С2-С6 относительно корпуса | О Ом, пробой | заменить обмотку статора |
| Сопротивление изоляции фазы обмотки | бесконечность при измерении | пригодно к использованию |
.
| статора С3-С4 относительно корпуса | мультиметром | |
| Сопротивление изоляции фазы обмотки статора С1-С5 относительно корпуса | бесконечность при измерении мультиметром | пригодно к использованию |
| Изоляция в пазах сердечника статора | выгорела в трех пазах | заменить обмотку статора |
| Изоляция в задней лобовой части | механические повреждения | заменить обмотку статора |
| Узел, деталь, элемент | Вид неисправности | Рекомендации по устранению |
| 1. Лапы станины | 1 | |
| | 2 | |
| 2. Цилиндрическая часть станины | 1 | |
| | 2 | |
| 3. Клеммная коробка | 1 | |
| | 2 | |
| 4. Клеммная колодка | 1 | |
| | 2 | |
| 5. Железо статора | 1 | |
| | 2 | |
| 6. Сопротивление корпусной изоляции | 1 | |
| | 2 | |
| 7. Сопротивление фаз обмотки | 1 | |
| | 2 | |
| 8. Клинья обмотки статора | 1 | |
| | 2 | |
| 9. Внешний вид изоляции обмотки | 1 | |
| | 2 | |
Контрольные вопросы:
1. Способы восстановления станин с трещинами.
Ответ:Трещины в станинах могут быть ликвидированы различными способами: заваркой с последующей механической обработкой (при необходимости), с помощью накладок, штифтов, стяжек.
Для предотвращения дальнейшего распространения трещины используют накладки. Концы трещины засверливают сверлом Ø 4...5 мм; вырезают из мягкой листовой стали толщиной 4...5 мм накладку (ее размеры должны перекрывать границы трещины не менее чем на 15 мм); согласно размерам накладки из картона или листового свинца вырезают прокладку; в накладке и прокладке по периметру сверлят сквозные отверстия под винты М5 и М6 с потайной головкой на расстоянии 10 мм от края и 10...15 мм друг от друга; в станине размечают по накладке и сверлят отверстия и нарезают резьбу М5 или М6; прокладку и накладку смазывают суриком или клеем (БФ2, карбонильным клеем, цементом и др.) и закрепляют на станине винтами; края накладки расчеканивают и опиливают.
2. Как отремонтировать статор с пробоем межвитковой изоляции обмотки?
Ответ:
3. Перечислите возможные дефекты обмотки статора.
Ответ:Обрыв в обмотке; соединение обмотки с корпусом; междуфазное замыкание; витковое замыкание; «перевернута» одна из фаз обмотки; обрыв стержня в беличьей клетке короткозамкнутого ротора
Наиболее распространенными являются следующие неисправности обмоток статора и ротора асинхронного двигателя: обрыв в обмотке; соединение обмотки с корпусом; междуфазное замыкание; витковое замыкание; «перевернута» одна из фаз обмотки; обрыв стержня в беличьей клетке короткозамкнутого ротора. Обрыв в обмотке. Внутренний обрыв в одной из фаз статора был рассмотрен ранее.
4. Причины повреждений железа статора
Ответ:Повреждения активной стали статора могут возникнуть вследствие- некачественной его сборки и запрессовки, дефектов электрической изоляции листов (встречается реже) или пробоя электрической изоляции пазовой части обмотки статора. Ослабление прессовки железа вызывается недостаточным креплением пакетов между собой распорками, установленными в вентиляционных каналах, особенно у машин с дополнительными прорезями крайних пакетов.
5. Неисправности статора, которые возможно обнаружить визуально.
Ответ:Неисправности электродвигателей возникают в результате износа деталей и старения материалов, а также при нарушении правил технической эксплуатации. Причины возникновения неисправностей и повреждений электродвигателей различны. Нередко одни и те же неисправности вызываются действиями различных причин, а иногда — и совместным их действием. Успех ремонта во многом зависит от правильного установления причин всех неисправностей и повреждений поступающего в ре-мот электродвигателя.
Повреждения электродвигателей по месту их возникновения и характеру происхождения делят на электрические и механические. К электрическим относят повреждения изоляции или токопроводящих частей обмоток, коллекторов, контактных колец и листов сердечников. Механическими повреждениями считают ослабление крепежных соединительных резьб, посадок, нарушения формы и поверхности деталей, перекосы и поломки. Повреждения обычно имеют очевидные признаки или легко устанавливаются измерениями.
Неисправности часто можно установить лишь по косвенным признакам. При этом приходится не только проводить измерения, но и сопоставлять обнаруженные факты с известными из опыта и делать соответствующие выводы.
Практическое занятие №35
Изготовление пазовой изоляции низковольтных электродвигателей
Цель работы: получить представление о порядке изготовления пазовой изоляции низковольтных электродвигателей
Ход занятия:
1. Изучить краткие теоретические сведения.
2. Выполнить задание.
3. Оформить отчет в соответствии с заданием.
4. По контрольным вопросам подготовиться к защите практической работы.
Пояснения
Технологический процесс изготовления пазовой изоляции низковольтных электродвигателей
Используемое оборудование и инструменты:
ручные рычажные ножницы. штангенциркуль 150 мм. металическая линейка. слесарный нож. ножницы. формовочное приспособление для пазовых коробочек.
Изготовление изоляции.
По размерам паза статора электродвигателя определяют размеры заготовок пазовой коробочки. Изготовляют пробную заготовку для одной пазовой коробочки. Используя формовочное приспособление придать необходимую форму пазовой коробке. Выступающую часть пазовой коробочки требуется усилить, обеспечив размер вылета пазовой коробочки. Внешний вид пазовой коробочки с манжетой для усиления показан на рис. 1. Ширина манжеты пазовой коробочки электродвигателя зависит от типа электродвигателя, и составляет примерно 5...25 мм.
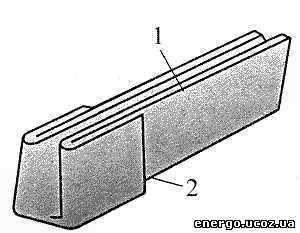
Рис. 1. Внешний вид пазовой коробочки с манжетой. 1 - пазовая коробочка, 2 - отогнутая манжета. Укладывают пробную заготовку в паз и уточняют размеры и количество требуемых заготовок. Расположить пазовые коробочки в пазу статора, как показано на рис. 2, а длина вылета определить по таблице 1.
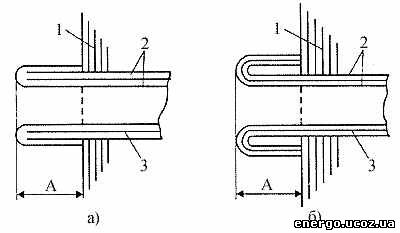
Рис. 2. Чертеж пазовой коробочки в пазу и вылет манжеты: а - манжета, образованная внутренним слоем пазовой коробочки, б - манжета, образованная тремя слоями пазовой коробочки; 1 - пакет железа, 2 - электрокартон, 3 - внутренний слой лакоткани или миканита.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПАЗОВОЙ ИЗОЛЯЦИИ:
1. Нарезать полосы изоляционного материала ( изофлекс, синтофлекс ) согласно размерам пробной заготовки,шириной равной длине заготовки.
2. Изготовить из подготовленных полос заготовки по развернутой ширине пазовой коробочки.
3. Придать форму заготовки с помощью формовочного приспособления и скомплектовать пазовые коробочки.
4. Размеры междуслойных прокладок в пазу и междуфазовых прокладок в лобовой части, определяют по размерам статора электродвигателя.
5. Заготовить по одной пробной прокладке и уточнить их размеры по электродвигателю.
6. Изготовить комплекты междуслойных прокладок в пазу и комплект междуфазовых - в лобовых частях.
После укладки первой катушки схемы, необходимо определить уплотнения обмотки, путем установки прокладок под клин.
Таблица 1 - Примерный размер длинны вылета пазовой коробочки из паза для низковольтных электродвигателей
| Мощность низковольтного электродвигателя, кВт. | При двухслойной манжете: | При трехслойной манжете: |
| 0,5 - 5 | 10 мм | 8 мм |
| 5 - 40 | 15 мм | 12 мм |
| 40 - 100 | 20 мм | 15 мм |
Контрольные вопросы:
1. Опишите технологический процесс изготовления пазовой изоляции низковольтных электродвигателей
Ответ:По размерам паза статора электродвигателя определяют размеры заготовок пазовой коробочки. Изготовляют пробную заготовку для одной пазовой коробочки. Используя формовочное приспособление придать необходимую форму пазовой коробке. Выступающую часть пазовой коробочки требуется усилить, обеспечив размер вылета пазовой коробочки. Внешний вид пазовой коробочки с манжетой для усиления показан на рис. 1. Ширина манжеты пазовой коробочки электродвигателя зависит от типа электродвигателя, и составляет примерно 5...25 мм.Укладывают пробную заготовку в паз и уточняют размеры и количество требуемых заготовок. Расположить пазовые коробочки в пазу статора, как показано на рис. 2, а длина вылета