ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 834
Скачиваний: 6
СОДЕРЖАНИЕ
ПЕРЕЧЕНЬ МАТЕРИАЛОВ В КОМПЛЕКСЕ
1.1 КОНСПЕКТ ЛЕКЦИЙ «ЛОГИСТИКА СКЛАДИРОВАНИЯ»
ТЕМА 1. СКЛАД В ЛОГИСТИЧЕСКОЙ ЦЕПИ
ТЕМА 2. ГРУЗОПОТОК, ТАРА И УПАКОВКА В ЛОГИСТИКЕ СКЛАДИРОВАНИЯ
ТЕМА 4. ФОРМИРОВАНИЕ СКЛАДСКОЙ СЕТИ
ТЕМА 5. ЛОГИСТИЧЕСКИЙ ПОДХОД К ПРОЕКТИРОВАНИЮ СКЛАДА
ТЕМА 6. РАЗРАБОТКА ЛОГИСТИЧЕСКОЙ СИСТЕМЫ СКЛАДСКОГО И ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
ТЕМА 7. ЛОГИСТИЧЕСКАЯ ОРГАНИЗАЦИЯ СКЛАДСКИХ ПРОЦЕССОВ
ТЕМА 8. ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ СКЛАДСКОЙ ЛОГИСТИЧЕСКОЙ ПОДСИСТЕМЫ
Определение параметров зоны приемки и отгрузки
Определение параметров зоны хранения и отбора товара
Определение параметров зоны транспортной экспедиции
Определение потребностей в ресурсе при проведении работ по разгрузке и приемке товара
Классификация ассортимента по методу АBC-анализа. Построение кривой АBC.
Размещение товаров на хранение.
РАЗРАБОТКА КОМПОНОВОЧНЫХ РЕШЕНИЙ СКЛАДСКОГО ЗДАНИЯ
Определение состава и оснащения технологических зон для проведения зонирования
Оформление разделов, подразделов, пунктов
«ЗАКЛЮЧЕНИЕ», «СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ»,
Законодательные и нормативные акты
«Брестский государственный технический университет» Экономический факультет
Плюсами широкопроходной технологии являются простота проектирования и строительства, низкая стоимость складского оборудования и техники. Строительство такого склада не требует сложного проектирования технологии складских работ.
Узкопроходный тип зон хранения обычно имеет проходы шириной 1,5–1,9 м. В этом случае под стеллажами находится до 50 % площади, а высотное хранение дополнительно увеличивает вместимость склада. Узкопроходную технологию применяют при очень высокой стоимости площади склада, которая вынуждает сокращать ширину проходов и увеличивать высоту стеллажей, а также при необходимости размещать большое количество грузов с доступом к каждому месту хранения на ограниченной площади. С мест хранения доступен каждый грузопакет, что позволяет оператору быстро перемещаться между ячейками и работать с двумя рядами стеллажей в одном проходе. Для укладки товаров и комплектации используются высотные колесные штабелеры высотой подъема вил до 14,2–15,2 м.
При проектировании узкопроходного типа склада предъявляют повышенные требования к конструкции складского помещения и стеллажной зоны. Стоимость постройки выше. Узкопроходные штабелеры с малым радиусом поворота или с
трехсторонним выходом вил хотя и требуют больших
первичных затрат на их приобретение, но позволяют экономить на стоимости хранения паллетоместа. Для таких систем хранения необходимы высокие затраты на обустройство склада, особо плоских полов, системы рельсовых или индуктивных направляющих для движения техники в межстеллажном проходе.
В зонах сверхплотного хранения, или High Вау, при той же ширине проходов 1,75– 1,9 м используются рельсовые краны – автоматы с высотой подъема вил до 42–44 м. Качество полов не имеет значения, поскольку каретка крана перемещается по регулируемому рельсу. Такая зона хранения обычно оснащена конвейерными и автоматическими лифтовыми системами. Складские помещения для технологии High Вау являются самыми высокодоходными, но технологически сложны и дороги в изготовлении, оборудовании и эксплуатации.
На крупных складах встречаются комбинированные зоны хранения – одна часть зоны оборудована для хранения крупных товаров на полу или 1–2ярусных стеллажах, другая часть зоны оборудована для узкопроходной технологии и паллетного хранения, третья часть зоны оборудована для технологии High Вау, оснащена ячеистыми стеллажами для мелких товаров и лифтами для подъема укладчиков или комплектовщиков с ящиками. Такие склады применяют, например, автокомпании в качестве центральных (зональных) складов запчастей, обслуживающих несколько стран.
Вышеназванные технологические типы зон хранения отличаются высотой стеллажей, плотностью хранения товаров, требованиями к подъемной технике и нагрузке на пол. Эти характеристики для каждого типа жестко взаимосвязаны.
Автоматизированные зоны хранения с автоматизированными стеллажами – патерностерами
используют предприятия для хранения многотысячной номенклатуры комплектующих изделий для сборки серийной техники – автомобилей, телевизоров и т. п. Оператор-комплектовщик не перемещается внутри зоны хранения, а грузы по его запросу сами перемещаются к рабочему столу, откуда перегружаются на внутризаводской транспорт. В основу одной из автоматических систем складирования положен принцип башни, который предполагает хранение максимально возможного количества грузов на минимальных площадях. Этим достигается экономия складских площадей и средств, необходимых для организации хранения грузов.
Другая система обеспечивает не только высотное штабелирование, но и практически мгновенное извлечение любого из затребованных грузов. Затребованный оператором груз в кратчайшее время доставляется к рабочему окну, через которое происходит загрузка и выгрузка грузовых единиц. Обе системы оказываются наиболее эффективными, когда необходимо иметь дело с хранением большого ассортимента мелкой продукции со средним и низким оборотом. В качестве примера такой продукции можно назвать медикаменты, всевозможные канцелярские товары, инструменты, различные комплектующие и запасные части, электронные компоненты, аудио и видеопродукцию, различные архивы и картотеки.
Лифтовая система состоит из высокой шахты лифта, спереди и сзади которой размещены ряды динамически устанавливаемых полок. Посередине шахты перемещается лифт со специальным экстрактором и программным управлением. По команде оператора лифт перемещается к требуемой полке, экстрактор вынимает ее с хранящимися на ней материалами и помещает на лифт, затем лифт приходит к окну выдачи, и экстрактор выдает полку оператору.
После команды оператора система установит полку на место.
Складская машина карусельного типа с электронным управлением, установленная на нескольких квадратных метрах, обеспечивает настолько плотное хранение материалов, что от пола до потолка не остается неиспользуемого пространства. Система работает по принципу «товар к человеку», экономя время поиска товаров и облегчая работу оператора, избавляя его от необходимости ходить среди стеллажей.
-
Увеличение оперативной эффективности (уменьшение числа операций с товаром)
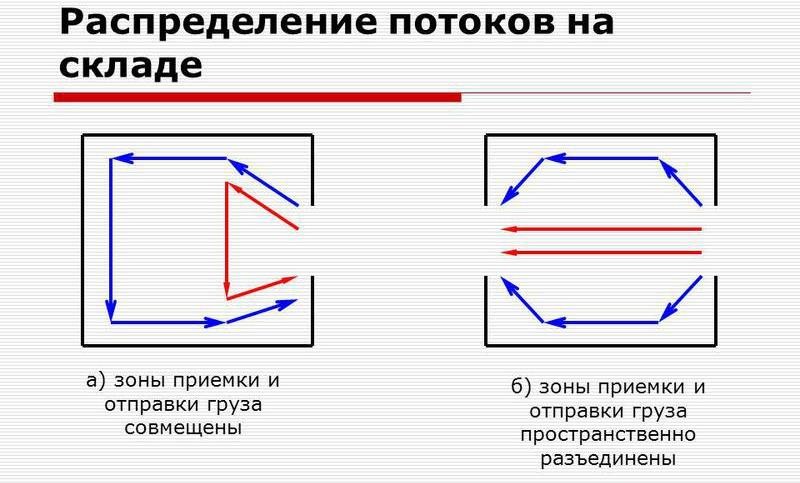
Организация обычно перемещает продукты на склад и размещает их в предназначенной для этого зоне, затем перемещает товары в зону комплектации, откуда они изымаются с целью выполнения заказов, и затем повторно размещает скомплектованные товары для подготовки их к отправке.
Для рационального размещения товаров на складе применяется метод Парето (20/80), позволяющий минимизировать количество передвижений на складе посредством разделения всего ассортимента на группы, требующие большого количества перемещений, и группы, к которым обращаются достаточно редко. Как правило, часто отпускаемые товары составляют небольшую часть ассортимента, и их размещают в удобных, максимально приближенных к зонам отпуска местах, вдоль так называемых "горячих" линий. Товары, требующиеся реже, размещают вдоль "холодных" линий.
Автоматическое управление и контроль позволяют минимизировать число перемещений. Организация может полностью автоматизировать весь технологический процесс, используя штрих-коды. Но независимо от того, автоматизирован весь процесс
или он реализуется вручную, компания должна стремиться к исключению необязательных перегрузочных операций путем правильного проектирования эффективной системы управления материалами.