Добавлен: 03.12.2023
Просмотров: 198
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Ремонт БВ выполняют на специальном стенде. Дугогасительную камеру разбирают, очищают ее стенки в дробеструйной установке, протирают и осматривают. Обнаруженные дефекты устраняют. Допускаются отколы в верхней части дугогасительной камеры размером не более 50×50 мм. Толщина стенок дугогасительной камеры в месте разрыва контактов должна быть 4-8 мм, а толщина перегородок – 4-6,5 мм для БВП-5. Сопротивление изоляции между дугогасительными катушками для тех же быстродействующих выключателей должны быть соответственно не менее 5 МОм и 10 МОм.
Перегородки с дефектами срубают по всей длине, склеиваемые поверхности смазывают клеящим раствором на основе эпоксидной смолы, устанавливают новые перегородки, прочно укрепляют их на стенках камеры ленточными бандажами или струбцинами и выдерживают в сушильной печи при температуре 30-40 °С в течение 10 ч. Погнутые листы веерных полюсов выправляют, изломанные – заменяют.
Дугогасительную катушку очищают от нагаров и оплавлений. Витки катушки с прожогами или раковинами глубиной более 3 мм восстанавливают газовой сваркой. Концы катушек лудят припоем ПОС-40. Отремонтированную катушку, кроме облуженных концов, окрашивают эмалью ГФ-92-ХК. Гетинаксовое или текстолитовое основание дугогасительной системы промывают бензином, подгары на нем зачищают стеклянной бумагой, шлифуют и окрашивают изоляционным лаком. Основания с глубокими трещинами, прожогами и расслоением заменяют. Головки шурупов утапливают и заливают битумной массой.
Удерживающую катушку осматривают, убеждаются в отсутствии у нее виткового замыкания и измеряют ее активное сопротивление. Неисправную катушку ремонтируют. Катушку с поврежденной изоляцией ремонтируют, накладывают новый бандаж и пропитывают. После ремонта катушку испытывают на диэлектрическую прочность ее изоляции. На выводах катушки проставляют краской обозначения полярности. Катушки со значительными дефектами заменяют.
Шихтованный магнитопровод удерживающей катушки не должен иметь расслоений, а регулировочные винты – сорванной или забитой резьбы, трещин или дефектных шлицевых вырезов.
Включающий и контактный рычаги с трещинами восстанавливают газовой сваркой. Зазор между втулкой и валиком должен быть не более 0,05-0,09 мм. При большем зазоре или износе втулки более чем на половину ее толщины втулку заменяют и устанавливают новый валик номинального диаметра. При сборке валик покрывают тонким слоем смазки МВП. Ослабшие стягивающие шпильки контактного рычага затягивают и подклепывают. Рычаг с выработкой рабочей части более чем на 7 мм заменяют или наплавляют с последующей обработкой по шаблону.
Износ контактов выявляют, измеряя их длину между серединой контактной поверхности и противоположной гранью. Длина неподвижных контактов должна быть у БВП-5 должна быть от 172 до 176 мм, а длина подвижных контактов соответственно 80-82,5 мм. Главные контакты с износом более допустимого заменяют. Главный подвижный контакт должен быть надежно закреплен на рычаге.
Размагничивающий виток должен быть надежно соединен с выводными шинами. При необходимости его переклепывают или приваривают к шине медь.
Дефектную изоляцию витка заменяют новой, для чего виток очищают от старой краски и изолируют одним слоем (вполуперекрышу) лакоткани ЛШ-1, пропитанной в лаке БТ-95, и одним слоем (вполуперекрышу) киперной ленты. Виток сушат на воздухе 16-18 ч и покрывают эмалью 1201. Индуктивный шунт БВ проверяют с помощью контрольной лампы по схеме на рисунке... Загорание лампы Л укажет на наличие замыкания шины шунта 1 на пакет 2. Тогда пакет разбирают и на шину устанавливают новую прессшпановую прокладку 3. Отремонтированный шунт окрашивают изоляционным лаком воздушной сушки.
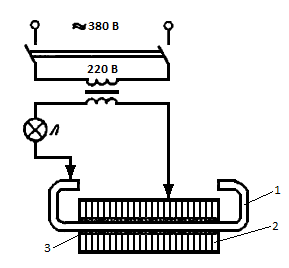
Рисунок 4.1 - Схема проверки изоляции индуктивного шунта
Блокировочное устройство разбирают, детали протирают салфетками и осматривают. Контактные диски, тяги и пружины с изломами и трещинами заменяют. Серебряное покрытие контактов высотой менее установленного значения 12 мм полностью опиливают и напаивают припоем ПСР-45 пластины из серебра марки СР-999, обеспечивая высоту контакта 15 мм. Контакты с меньшим износом промывают или очищают хромированной металлической пластиной.
Изоляционные стержни рамы и изоляционные втулки стержней с трещинами, сколами, выбоинами и подгарами заменяют. Стержни и изоляционные втулки с трещинами и подгарами глубиной до 0,5 мм зачищают и покрывают электроизоляционной дугогасительной эмалью.
Раму БВ очищают на дробеструйной установке; трещины разделывают и заваривают силуминовыми электродами с применением буры. Заваренные места фрезеруют.
Пневматический привод проверяют и ремонтируют. Допускается вместо латунных устанавливать резиновые уплотняющие кольца с применением соответствующей смазки. Изношенный латунный ролик включающего рычага и подушку буфера с трещинами или потерявшую упругость заменяют. Резиновый рукав заменяют полиэтиленовым. Полиэтиленовый рукав с трещинами и надрывами заменяют.
Исправные рукава промывают и испытывают на электрическую прочность.
У БВ защелочного типа проверяют работу защелочного механизма и регулируют зазоры в соответствии с техническими требованиями.
Регулируют и испытывают БВ на вибростенде, имитирующем условия, близкие к условиям эксплуатации. К приводу БВ подводят сжатый воздух давлением 500 кПа, а к удерживающей катушке – постоянный ток напряжением 50 В или 110 В для выключателя БВП-105А. Нажатием на грибок вентиля включают, а снятием напряжения выключают и проверяют работу подвижной системы БВ и пневматического привода. В узлах подвижной системы не должно быть заеданий и повышенного трения.
Проверяют четкость включения БВ при пониженных значениях напряжения (35 или 75 В) и давления (350 кПа). Если при этом поршень привода с бронзовыми кольцами перемещается свободно, то незначительную утечку воздуха можно не устранять.
Качество прилегания якоря к полюсам магнитопровода проверяют по оттиску, получаемому от копировального и белого листков бумаги, закладываемых между якорем и полюсами. Их касание должно быть обеспечено не менее чем на 75% площади соприкасающихся поверхностей. При необходимости эти поверхности пришабривают.
Проверяют надежность прилегания якоря к полюсам магнита при напряжении 19 В. При этом выключатель БВП-5 отключаться не должен. Полюсные наконечники должны выступать за пределы рамы или рычага не менее чем на 1 мм. Зазоров между ярмом, стержнем, сердечником и полюсами быть не должно. Подвижный и неподвижный силовые контакты не должны иметь бокового смещения более 1 мм. Площадь их касания должна быть не менее 85% ширины контактов. Измеряют и регулируют нажатие контактов изменением натяжения отключающих пружин. Оно должно быть для выключателя БВП-5 220 Н.
Силу нажатия контактов выключателя 12НС измеряют с помощью винтового динамометра (рисунок 4.2). Его корпус 5 опирают о магнитопровод выключателя, а подвижный контакт 6 включенного БВ соединяют болтом 7 со штоком 1. При вращении гайки 2 цилиндр 4 перемешается внутрь корпуса, сжимая пружину 3. При этом возрастает усилие, оттягивающее подвижный контакт 6. Значение этого усилия контролируют через окно в корпусе 5 по шкале, нанесенной на цилиндр. Нажатие фиксируют в момент начала отхода подвижного контакта.
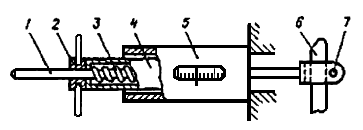
Рисунок 4.2 - Винтовой динамометр
У выключателей БВП-5 добиваются, чтобы обе пары контактов разрывались одновременно, а разница в нажатиях этих контактов не превышала 1,9 Н.
Регулируют раствор главных контактов, который должен быть в пределах 35-40 мм.
При установке дугогасительной камеры следят, чтобы зазор S1 (рисунок 4.3) между торцами алюминиевых пластин подвижного рычага 2 и нижними краями стенок дугогасительной камеры при включенном положении якоря был не менее 4 мм. Зазор S2 между левым рогом 1 камеры и следом движения подвижного контакта должен быть в пределах 3-5 мм. Правый рог 3 камеры должен входить своим шипом в шлиц неподвижного контакта 4.
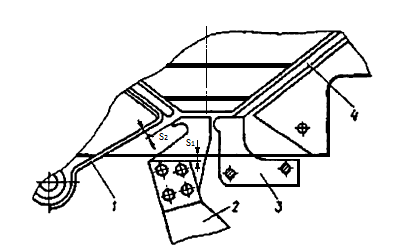
Рисунок 4.3 - Проверка зазоров быстродействующего выключателя БВП-5
Если зазор при отбросе подвижного контакта от буфера менее 12 мм, то не исключено повторное включение БВ. Этот размер контролируют с помощью приспособления, которое закрепляют болтом на неподвижном контакте.
Ток уставки БВ проверяют и регулируют при нагретой удерживающей катушке, для чего ее предварительно прогревают током в течение 30 мин. Для регулировки к удерживающей катушке подводят постоянное напряжение и устанавливают в ней ток, равный 1,18 А. К приводу подводят сжатый воздух давлением 500 кПа. Плавно регулируя ток размагничивающего витка, получаемый от многоамперного агрегата или статического преобразователя, добиваются отключения БВ. Если отключение произошло при токе, отличном от номинального для БВ данного типа, то ток уставки регулируют ввертыванием или вывертыванием регулировочных винтов.
Динамометром, укрепленным на приливе подвижного контакта, проверяют нажатие главных контактов, которое должно быть не менее номинального. Момент размыкания контактов фиксируют по освобождению полоски бумаги, предварительно заложенной между контактами. Проверяют состояние рабочей поверхности якоря и отключающей пружины, раствор, нажатие, провал и притирание блокировочных контактов. Контакты блокировочных подвижных мостиков должны касаться неподвижных контактов одновременно и иметь горизонтальное перемещение не менее 0,5 мм. Одновременность касания достигается подгибом неподвижной контактной планки.
Нажатием на грибок вентиля проверяют исправность пневматического привода. Перемещение поршня в пределах рабочего хода должно быть плавным, без рывков.
Допускается незначительная утечка воздуха через замки уплотняющих колец поршня при условии перемещения поршня при снижении давления сжатого воздуха до 300 кПа.
5 Предельно допускаемые размеры деталей быстродействующего выключателя при эксплуатации и различных видах технического обслуживания и ремонта. Предельно допускаемые размеры в сопряженных деталях
Таблица 5.1 – Нормы допусков и износов быстродействующего выключателя
| Наименование аппаратов, деталей и размеров | Размер, мм | |||
| чертежный | допускаемый при выпуске из ремонта; | браковочный в эксплуатации | ||
| СР, КР | ТР-3 | |||
| 1 | 2 | 3 | 4 | 5 |
| Толщина рабочей части неподвижного контакта | 18+0,5 | 16-18,5 | 16-18,5 | Менее 15 |
| Ширина неподвижного контакта в рабочей части контактной поверхности | 34±0.5 | 30-34,5 | 30-34,5 | Менее 25 |
| Длина неподвижного контакта измеренная между серединой контактной поверхности и противоположной | 175±1 | 172-176 | 172-176 | Менее 169 |
| Толщина рабочей части подвижного контакта | 22-1 | 20-22 | 16-22 | Менее 10 |
| Ширина подвижного контакта в рабочей части контактной поверхности | 33+0,5 | 30-33,5 | 30-33,5 | Менее 28 |
| Длина подвижного контакта, измеренная между контактной | 82±0,5 | 80-82,5 | 80-82,5 | Менее 76 |
| Наибольшее поперечное смещение главных контактов относительно друг друга во включенном положении, не более | 0,5 | 1 | 1 | Более 1,5 |
| Раствор контактов | 35-40 | 35-40 | 35-44 | Более 60 |
| Толщина стенок дугогасительной камеры в месте разрыва контактов | 8 | 5-8 | 4-8 | Менее 3 |
| Толщина перегородки дугогасительной камеры | 6+0,5 | 5-6,5 | 4-6,5 | Менее 3 |
| Ширина устья дугогасительной камеры в месте разрыва контактов | 39 | 39-40 | 39-40 | Менее 39 |