Файл: Реферат Выпускная квалификационная работа 84 с., 6 рис., 38 табл., 43 источников, 10 листов демонстрационного материала (слайдов)..docx
Добавлен: 03.12.2023
Просмотров: 124
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
52
| 12.Дисконтированный денежный поток (С9 + С10)С11 | | | –189000 1132187 1233320 1307452 | | 1254508 1542397 | |
| 13.Накопленный дисконтированный денежный поток | –189000 943187 | | | 2176507 3483959 | 4738467 6280864 | |
Чистая текущая стоимость равняется:
⎡ ⎤
1132187 1233320 1307452 1254508 1542397 189000 6280864 . 1 2 3 4 5 1 0,1 1 0,1 1 0,1 1 0,1 1 0,1
= + + + + − = ⎢ ⎥
⎢ ⎥ + + + + + ⎣ ⎦
1 ... 7 8 9 10 11 12 13 14 15
NPV руб ( ) ( ) ( ) ( ) ( )
Расчет срока окупаемости осуществляем по формуле:
n =n+(Дn/Дn+1), (33)
ок
где n – расчетное значение срока окупаемости;
Дn – непокрытая часть накопленного денежного потока в год n; Дn+1 – денежный поток в году n+1, направленный на возмещение непокрытой части данного потока.
n=0+(189000/1132187)=0,2 года.
ок
Расчет индекса доходности проведем по формуле:
РI=1+(NPV/I0)=(6280864/189000)+1=34
Формально проект признается эффективным если PI>1.0, построим график окупаемости.
53
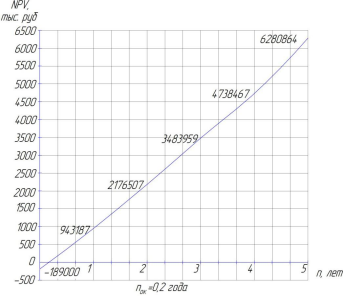
Рисунок 5 – График срока окупаемости инвестиционных затрат Проведен технико–экономический анализ процесса сварки приспособления для сварки контрольных образцов.
По затратам сварка одного изделия в среде защитных газов обходится 1256,2 руб/изд, а годовой экономический эффект от применения данного приспособления составляет 289133 руб/год.
Учитывая условия когда необходимо привлечение инвестиций на приобретение соответствующего оборудования, использование механизированной сварки в среде углекислого газа тоже выгодно. Так как срок окупаемости при ставке дисконтирования i = 10 % , РР = 0,2 года. Чисто текущая стоимость NPV > 0, что говорит о том, что доходности при внедрении этого проекта в рассматриваемый период (5 лет) очень высокая. Индекс доходности при ставке дисконтирования i = 10 % , PI = 34, а проект считается эффективным, если PI > 1,0.
Из показателей экономической оценки инвестиций можно сделать вывод, что применений механизированной сварки в среде углекислого газа для изготовления приспособления выгодно.
54
5 Социальная ответственность
5.1 Производственная безопасность
Общий размер сварочного отделения ГАЦ ЗСР «НАКС» составляет 120 м2. Рабочее место на сварочном участке по проведению аттестации, составляет 5 м2. Следует отметить, что площадь одного рабочего места сварщика не должна быть меньше 4,5 м2.
Техническое оснащение включает в себя следующее оборудование: сварочный полуавтомат Сварог MIG 350.
5.1.1 Опасные производственные факторы при сварке
К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия [20].
Неправильная эксплуатация электрооборудования может привести к поражению электрическим током. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие искр, брызг и выбросов расплавленного металла и шлака при сварке создают возможность ожогов и повышают опасность возникновения пожара. Опасность создают использование при сварке и резке горючих газов и кислорода, а также эксплуатация сосудов, работающих под давлением.
Движущиеся машины и механизмы изделия при отсутствии защитных устройств могут привести к травмированию рабочих [20].
5.1.2 Вредные производственные факторы
К вредным производственным факторам при сварке относятся: повышенная запыленность и загазованность воздуха рабочей зоны; ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий; электромагнитные поля; ионизирующие излучения; шум; ультразвук; статическая нагрузка на руку.
55
При сварке в зону дыхания рабочих могут поступать сварочные аэрозоли, содержащие в составе твердой фазы окислы различных металлов (марганца, хрома, никеля, меди, алюминия, железа и др.), их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.). Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического процесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических профессиональных заболеваний и отравлений [21].
Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектр зависят от мощности дуги, применяемых материалов и защитных газов. При отсутствии защиты возможны поражения органов зрения и ожоги кожных покровов.
5.1.3 Мероприятия по устранению опасных и вредных факторов
При выборе технологического процесса следует отдавать предпочтение тому, при котором будет обеспечена большая безопасность труда. Необходимо использовать сварочные материалы, которые выделяют вредные вещества в ограниченном количестве. Не допускается использование сварочных материалов, не прошедших гигиеническую оценку.
При проектировании и эксплуатации предприятий со сварочным производством должны быть приняты меры по профилактике производственного травматизма и профессиональных заболеваний, в первую очередь по уничтожению вредных и опасных производственных факторов, а если ликвидация вредных и опасных факторов затруднена технически или экономически, по их нейтрализации и защите от них [22].
Санитарно-гигиенические условия и обязательные мероприятия по охране труда в сварочном производстве регламентируются «Системой стандартов безопасности труда», «Строительными нормами и правилами» (СНиП), правилами техники безопасности и производственной санитарии, различными инструкциями, указаниями и другими документами.
56
Все лица, поступающие на работу, связанную с электросваркой, должны проходить предварительные и периодические медицинские осмотры. Кожу защищают обычной рабочей одеждой, лицо и часть шеи - щитком или шлемом. Глаза защищаются специальными темными стеклами - светофильтрами, которые вставляют в щиток или шлем. Эти стекла совсем не пропускают ультрафиолетовые лучи, а инфракрасные пропускают в пределах от 0.1 до 4 %, что не оказывает вредного влияния на зрение сварщика. Помимо ожогов лучами электрической дуги, сварщику могут быть причинены ожоги брызгами расплавленного металла. Чтобы избежать ожогов, необходимо надевать рабочую одежду из плотной брезентовой материи. Одежда не должна иметь складок. Брюки надо носить только на выпуск [22].
При выполнении сварочных работ по изготовлению приспособления в результате выгорания элементов легирования повышается загазованность рабочего места для предотвращения этого необходимо устанавливать устройства вытяжной вентиляции в зоне дыхания сварщика. Выбрасывать воздух нужно за пределы рабочих зон. Для удаления газов и пыли применяется как местная вентиляция рабочего места, так и приточно
вытяжная вентиляция всего помещения. Приточный воздух должен поступать рассеяно в рабочую зону помещений, а также там, где вытяжная вентиляция осуществляется посредством местных отсосов. Скорость движения воздуха на рабочих местах должна быть не более 0.3 м/с согласно [22].
Во всех производственных помещениях, в которых постоянно пребывают люди, должно быть предусмотрено естественное освещение. При недостаточности естественного освещения в дневное время, применяют искусственное освещение. Общее освещение может быть равномерным или локализованным.
57
5.1.4 Воздушная среда и микроклимат. Вентиляция
Нормы производственного микроклимата установлены систем» стандартов безопасности труда ГОСТ 12.1.005-88 «Общие санитарно - гигиенические требования к воздуху рабочей зоны» [26]. В этих нормах отдельно нормируется каждый компонент микроклимата в рабочей зоне производственного помещения: температура, относительная влажность, скорость воздуха в зависимости от способности человека к акклиматизации в разное время года, характера одежды, интенсивности производственной работы и характера тепловыделений в рабочем помещении.