Файл: М. Е. Сухова, А. Б. Жекенов, Н. В. Рогова, В. А. Сухов.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.12.2023
Просмотров: 441
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
63
– құбыржеңдерді жиынтықтауға арналған үстел, 18 – токарь-бұрама кескіш білдек, 19 - сөре
Ондай цехта жөнделетін анағұрлым ауыр бөлшек ауа таратқыш болып табылғандықтан жүк көтергіш құралының қажеттілігі жоқ.
Компрессорларды жөндеу кезінде магнитті бақылаудан иінді біліктер мойындары, бұлғақтар және бұлғақ бұрандар және піспекті саусақтар өтеді.
Тежегіш иінтіректі берілісті жөндеу кезінде арқалықтар шетмойындары (триангельдер) дефектоскопиядан өтеді.
Магнитті бақылау процесі дефектоскоп арқылы бөлшектерді магниттеуге, тексерілетін бөлшектің бетіне магнитті қоспаны құюға және бөлшектерді тексеруге негізделеді. Магниттен ажырату үшін бөлшек қосылған магниттелген құрылғы арқылы өткізіледі және 1-1,5 м арақашықтықта одан алады, содан кейін дефектоскоп ажыратылады [10].
2.5 Тежегіш жабдықтарды жөндеу кезінде қауіпсіздік техникасы
Өндірістік жарақаттану жағдайлары ақаулы құралдарды немесе құрылғыларды қолдану, жұмыс орнының дұрыс жарықтандырылмауы, қажетті сақтық шараларын сақтамау салдарынан туындайды. Сондықтан слесарьлар қауіпсіздік техника талаптарын орындауға міндетті, ал цехтар мен кәсіпорындардың жетекшілері осы мәселеге күнделікті назар аударуға, слесарьларға қалыпты жұмыс жағдайын жасауға, ақаулы құралдармен және құрылғылармен жұмыс істеу жағдайларына жол бермеуге және жұмысшылардан қауіпсіздік техникасы жөніндегі қағидаларды міндетті орындауын талап етуге тиіс.
Құралдарға қойылатын талаптар.Слесарь-автоматшылардың жекеқұралдары жарамды жайкүйінде күтіп-ұсталуға тиіс. Жұмыс кезінде соққы беті ажыратып бөлектенген, металл жыртылған жиектері бар құралдарды
70
қолдануға болмайды, өйткені ондай құралдармен жұмыс істеу кезінде одан металл кесектері ұшуы мүмкін. Балғалар, зілбалғалар, қашаулар, крейцмейсельдер және томпақтар белгіленген сызбалар бойынша дайындалуға және жақсы салынуға тиіс. Қашау мен крейцмейсельдің кескіш жиектерін тік жасау, ал соққы бөлігін конусқа тарту қажет; бұл ретте олардың өзектерінің иілістері мен майысуы болмауға тиіс. Слесарьлық бағлалар мен зілбалғалар соққы бетінің елеусіз шығыңқылығымен дайындалады және болат сына сабумен сенімді бекітіледі.
Саптардың тегіс беті және сопақ пішінді болуға тиіс, сонымен қатар саптың көлденең қимасының үлкен осі серпу жазықтығында (балғамен соғу кезінде) орналасуға тиіс.
Сомын кілттердің МЕМСТ немесе сызбаларда белгіленген өлшемдері болуға тиіс. Бұл өлшемдерді қатаң ұстану қажет , өйткені жарақаттанудың көптеген жағдайлары әзірлеу салдарынан кілт ашасының ұлғайтылған өлшеміне байланысты бұрандар пен бұрамасұқпаларды бекіту кезінде сомындардан кілттерінің үзілуімен туындайды.
Тежегіш аспаптар мен жабдықтарды жөндеу кезіндегі талаптар.Тежегіш аспаптарды жөндеу кезінде, әсіресе серіппелермен жүктелген немесе сығылған ауаның қысымымен болған бөлшектерді бөлшектеу кезінде ерекше сақтықты таныту және қағидаларда белгіленген бөлшектеу реттілігін сақтау қажет, өйткені осы қағидаларды бұзу жарақаттану жағдайларына әкеп соғуы мүмкін.
Алдын ала автоматты тежегішті ажыратпай және разрядтамай, локомотивте тежегіш иінтіректі берілісті реттеуге іске кірісуге болмайды. Сондай-ақ ауа таратқышқа ауа өткізгіш және ауа құбыры магистралінде ажыратылған крандарды жабу кезінде тежегіш иінтіректі берілісті реттеуге жол беруге болмайды. Тежегішті ажыратқаннан кейін қосалқы резервуардан және жұмыс камераларынан барлық ауаны шығару қажет және осыдан кейін ғана тежегіш иінтіректі берілісті реттеуге кірісуге болады. Егер бұл реттеу тракциялық жолдарда жүргізілсе, онда көрсетілген сақтық шараларынан басқа сондай-ақ локомотивті тасымалданатын қызыл сигналдармен қоршау қажет.
Компрессорлардың қысымсықау клапандарын ауыстыру бойынша жұмысты орындаудың алдында басты резервуарлардан сығылған ауаны шығару қажет. Осыдан кейін ғана айдау клапандары тораптарын бөлшектеуге кірісуге болады.
Локомотивте тежегіштер әрекетін сынаудың немесе тексерудіңғ алдында оларды жүргізуге жауапты тұлға сынау уақытына жұмыстарды тоқтату туралы экипаждағы жұмысшыларды ескертуге міндетті және экипаж бөлігінен және қарау канаваларынан босағаннан кейін ғана жұмысшылар тежегіштер сынақтарына іске кірісуге міндетті. [10].
71
2.6 Зерделенген материалды бекіту

Өзіндік бақылауға арналған сұрақтар:
-
Автоматты бөлімді тазарту позициясы жоспарын жобалау. -
Агрегаттарды бөлшектеу және жөндеу позициясы жоспарын
жобалау.
-
Компрессорлардың жұмысын қалай тексеру және оларды реттеуді қалай орындау керек?
-
Тежегіш магистральдың тығыздығын қалай айқындау керек?
-
Тозу дегеніміз не? -
Қандай мерзімде тежегіш жабдықтардың ревизиясы жүргізіледі?
-
Автоматты бөлім қандай жабдықтармен жабдықталуға тиіс?
-
Слесарь-автоматшының жұмыс орнына қандай талаптар қойылады?
-
Қандай операциялар тежегіштерді жөндеу кезінде орындалады?
-
Жөндеуден кейін қандай сынақтар жүргізіледі?
-
Жабдықтар ревизиясын жүргізу кестесін салу (6-кесте).
6-кесте
| Операцияларатауы | Жұмысразрядыжәнебіліктілігі | Операциияуақытымин |
| | | |
Уақыт нормасы, мин
| 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 |
| | | | | | | | |
БАРЛЫҒЫ:
Өзін-өзі бақылауға арналған тест тапсырмалары:

-
Компрессорларды алумен жөндеу жүргізіледі:
-
TP-3;
В)ТР-2;
С)TP-1; D)ТО-2;
Е)ТО-3.
-
Компрессордың майын металл қоспаларының болуына тексеруді қалай жүргізеді:-
бір TP-3 арқылы; В) бір ТР-2 арқылы;
-
С) бір TP-1 арқылы;
-
бір ТО-2 арқылы; Е) бір ТО-3 арықлы.
-
Тежегіш жабдықтардың ревизиясы жүргізіледі:-
TP-3;
-
В)ТР-2;
С)TP-1;
D)ТО-2;
Е)ТО-3.
72
4.Слесарьлардың локомотивтік бригадасы мен мамандан-дырылған кешенді бригадасы қай кезде тежегіш жабдықтарды тексереді:
-
TP-3;
В)ТР-2; С)TP-1;
-
ТО-2;
Е)ТО-3.
-
Қосалқы және жұмыс резервуарларын гидравликалық сынау кезіндегі қысым шамасы, МПа:-
0,75;
-
В) 0,65;
С) 1,05;
-
0,7; Е) 1,2.
-
Қосалқы және жұмыс резервуарларының тығыздығына сынау кезіндегі қысымның шамасы, МПа:
A) 0,75;
В) 0,65; С) 1,05;
D) 0,7;
Е) 1,2.
-
Тежегіш аспаптардың бұрандалы қосылыстарын тығыздау үшін қолданылатын материал:
А) ВНИИ НП-220; В) ЖБ; С) ГОИ;
D) ЖТ-72;
Е) №21.
-
Машинист кранының реттығынын майлау үшін қолданылатын материал.
A) ВНИИ НП-220; В)ЖБ; С) ГОИ;
D)ЖТ-72;
Е) №21
-
Резеңке бұйымдардың қызмет ету мерзімі:
-
1 жыл; В) 2 жыл;
С) 3 жыл;
-
4 жыл; Е) 5 жыл.
73
-
Тежегіш аспаптардың технологиялық бітемелері үшін қолданылатын материал:
A) темірдің магнитті тотығы; В) ақ сыр; С) НЦ-5123 нитроэмалі;
D)бакелитті лак;
Е) алюминий ысқылағыш.
-
Тежегіш аспаптардың пайдаланылмаған шойын бөлшектерінің коррозияға қарсы жабындары үшін қолданылатын материал:
A) темірдің магнитті тотығы; В) ақ сыр;
С) НЦ-5123 нитроэмалі;
Д) бакелитті лак;
Е) алюминий ысқылағыш.
-
Жазда компрессорды майлау үшін қолданылатын май:
A)ЖРО;
В) К-12;
С) МВП;
D)24;
Е) К-19.
-
Техникалық талаптарға сәйкестігін анықтау үшін тежегіш аспаптардың конструктивтік және пайдалану қаситеттерін стендте тексеру:
А) сынау;
В) бақылау;
С) қасиеттерді анықтау; D) көрсеткіштерді тексеру; Е) ревизия.
-
Тежегіш жабдықтарды белгіленген нормативтерге сай тексеру, оның кезінде тежегіш жүйенің пневматикалық желісінің тығыздығы, жіберуге және тежелуге тежегіштер әрекетінің сезімталдығы, тежегіш жабдықтардың электр бөлшегінің жұмысқа қабілеттілігі, тежегіш цилиндрлерді толтыру уақыты мен тежегішті жіберу уақыты тексеріледі:
А) сынау;
В) бақылау;
С) қасиеттерді анықтау; D) көрсеткіштерді тексеру; Е) ревизия.
-
Тасымалданатын шамдар үшін пайдаланылатын кернеу, В:
А) 125;
В) 50;
С)180;
D)220;
Е) 36.
74
3-тарау Сығылған ауамен тежегіштерді қоректендіру аспаптарының құрылысы және жөндеу
3.1 Компрессорлардың сыныптамасы
Компрессорлар поездың тежегіш желісін және электрлік пен көмекші аппараттардың; электр-пневматикалық түйістіргіштердің, екі позициялық ауыстырып-қосқыштардың, құмсалғыштардың, сигналдардың, шыны тазартқыштардың пневматикалық желісін сығылған ауамен қамтамасыз ету үшін арналады . Темір жолдардың жылжымалы құрамында қолданылатын компрессорлар бөлінеді:
1) цилиндрлердің саны бойынша – бір цилиндрлік, екі цилиндрлік және үш цилиндрлік;
-
цилиндрлердің орналасуы бойынша - көлденең, тік және W- және V-тәрізді екі және үш цилиндрлермен тиісінше; -
сығу сатыларының саны бойынша – бір сатылы және қос сатылы;
-
жетек бойынша – электр қозғалтқыштан немесе басты қозғалтқыштан жетекпен.
Қос сатылы компрессорда (3.1сур.) ауаны сығу аралық салқындатумен екі цилиндрде жүргізіледі.
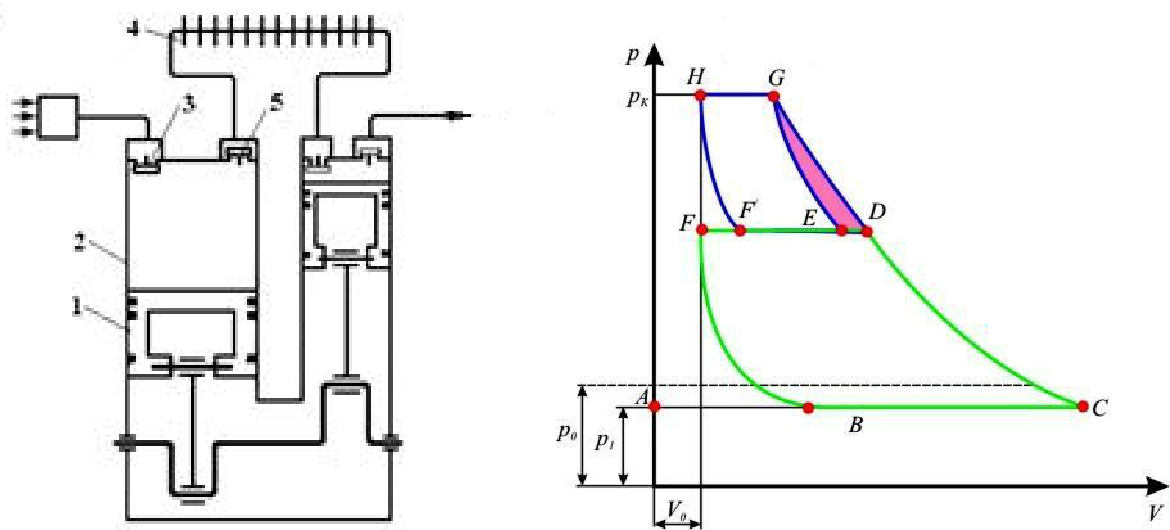
а) б)
3.1-сур. Қос сатылы компрессордың схемасы (а) және оның жұмысының теориялық индикаторлық диаграммасы (б)
Төменге піспектің 1 қозғалысы кезінде сорушы клапан 3 ашылады және А-В-С учаскесінде тұрақты қысым рокезінде сору орындалады.Жоғарығапіспектің 1 жүрісі кезінде С нүктесінде сорушы клапан 3 жабылады. С-D учаскесінде ауа сығылады және D нүктесінде қайта өткізу клапаны 4 ашылады және D-F желісі бойынша тоңазытқышқа 5 сығылған ауаны қысып
75
толтыру орындалады.