Файл: М. Е. Сухова, А. Б. Жекенов, Н. В. Рогова, В. А. Сухов.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.12.2023
Просмотров: 445
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ПК-35 компрессоры (3.10, 3.11-сур.)серпімді муфта арқылы(кейдесозылмалы) дизель қуатын іріктеудің қосымша білігінен айналуға келтіріледі. ПК-35 төрт бұрандармен арнайы тұғырға бекітіледі.
Компрессордың корпусы сұр шойыннан құйылған. Бүйір жағынан корпус тік бұрышты қақпақтармен жабылады, олар иіндібілікті, бұлғақтарды, ішпектерді және т.б. тексеру үшін немесе жөндеу жұмыстары кезінде ашылады. Иінді білік көміртекті болаттан дайындалады және екі шарикті мойынтірекке 413 сүйенеді. Иіндібіліктің екі бұлғақ айналатын бір мойны бар.
Бұлғақтар болаттан дайындалған. Бұлғақтардың төменгі бастиектері дизельдің бұлғақтары сияқты алынбалы, бірақ алынбалы бастиектер екі бұранмен ғана бұлғаққа бекітіледі. Жоғарғы бастиекке қола төлке баспақталды.
Піспектер мыналардан құйылды: бірінші сатылы піспек ( немесе оны төмен қысымды піспек деп те атайды), диаметрі 190 мм, - алюминий
87
қоспасынан; екінші сатылы піспек (жоғары қысымды піспек), диаметрі 110 мм, - шойын.
Әрбір піспекте төрт бунақ бар: екеуі тығыздағыш (компрессиялық) сақиналар үшін; екеуі май сылғыш сақиналар үшін.
Піспекке баспақталған қалқымалы типті саусақтар піспектердің дөңесшелерінде бойлық жылжуын қиылысуы үшін тоқтатқы сақиналарға арналған бунақтар ұшталған.
Компрессордың цилиндрлері шойыннан құйылған. Сыртқы жағынан цилиндрлерде жылуды шығару үшін қабырғалар орындалған. Жоғарғы жағынан цилиндрлерге екі бөліктен тұратын арнайы корпуста ұшталған клапандар орнатылады. Клапандар қалыңдығы 0,6 мм, ұзындығы 80 мм және ені 8 мм тілімді білдіреді.
Қосудың ұзақтығы бойынша оңтайлы жұмыс режимі 10 мин аспайтын уақыт ішінде ПВ=15-25 % және ең жоғарғы - ПВ = 50% құрайды.
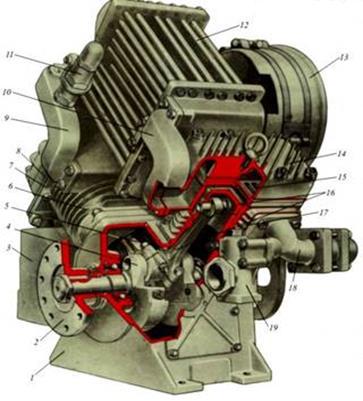
3.11-сур. ПК35 компрессоры: 1 – корпус; 2 – жетектің муфтасы ; 3 –ауа тазартқыш; 4 – иінді білік; 5 – бірінші сатылы піспегі бар бұлғақ; 6 – бірінші сатылы цилиндр ; 7 – төсем; 8 – бірінші сатылы клапанның қақпағы; 9 - бірінші сатылы келтеқұбыр; 10 – екінші сатылы келтеқұбыр; 11 – сақтандырғыш клапан; 12 – тоңазытқыш; 13 – желдеткіштің қоршауы; 14 – екінші сатылы клапан қақпағы; 15 – екінші сатылы клапан; 16 – екіенші
88
сатылы піспегі бар бұлғақ; 17 – екінші сатылы цилиндр; 18 – қысып толтырушы келтеқұбыр; 19 – таратқыш клапан.
Компрессорларды жөндеу.Жөндеуге арналған компрессор картеріненмай төгіледі. Ауа сүзгілері, сапун алынады, қысып толтырушы ауа құбыры мен қысым реттегішінің түтігі ажыратылады, қасбетке компрессорды бекіту бұрандары босатылады , компрессорды дизельден ажыратады және локомотивтен алынады. Керосинмен тазартқаннан және сыртқы бетті сүрткеннен кейін компрессор бөлшектеу позициясына беріледі, онлда тоңазытқыш, май айырғыш, май сорғысы және құбыр
жолы ажыратылады, желдеткіш, клапан қораптары, бүйірлік қақпақтар мен цилиндрлер алынады. Піспектері бар бұлғақтар картерге түсіріледі, тоқтатқы сақиналар мен піспекті саусақтар шығарылады, піспектер ажыратылады.
Содан кейін бұлғақты мойынтіректер бөлшектеледі, иінді білік көрсетіледі және ол май сорғымен және түпкі шарикті мойынтіректермен бірге картерден шығарылады, мойынтіректер біліктен баспақталады.
Бөлшектелген бөлшектер керосинмен жуылады және сүртіледі. Май құбыры арналары тазартылады және 5-6 кгс/см2 қысыммен сығылған ауамен үрленеді.
Компрессордың корпусында зауыттық жөндеу кезінде сызаттар (үштен астам емес ) ұзындығы кемінде 50 мм өңделеді, бұрғыланады, дәнекерленеді (ұзындығы үлкен сызаттардың болуын кезінде корпус бракқа шығарылады). Деполық жөндеу кезінде ұзындығын шектемей сызаттарды дәнекерлеуге рұқсат етіледі. Корпуста шарикті мойынтіректің сыртқы сақинасының босаңсуы жағдайында қондыру орны қайралады және төлке баспақталады.
Орнатылған шамадан астам сопақтығы мен конустығы бар цилиндрлер қайрақталады және жануышталады. Егер цилиндрлер рұқсат етілгеннен астам диаметрі бойынша тозса және оларда 15% астам сындырылған сыртқы қабырғалар болса, онда олар ауыстырылады. Иінді білік, бұлғақтар, саусақтар және бұлғақты бұрандар магнитті бақылауға тартылады және сызаттар болған кезде бракқа шығарылады.
Сопақтығы мен конустығы рұқсат етілгеннен астам иінді біліктің бұлғақты мойындары,май сорғысыны плунжерінің эксцентригіажарландырылады. Ажарлаудан кейін бұлғақты мойында жалпы ауданы 20 мм2 дейін және тереңдігі 0,2 мм дейін екіден астам санында жаншықты қалдыруға рұқсат етіледі. Шарикті мойынтіректер мен тығыздаманың сақиналарын қондыру орындарында біліктің тозған беттерін мырыштаумен немесе флюс қабатының астында дірілдоғалық балқымамен қалпына келтіруге рұқсат етіледі. Біліктің конустық беті бояу бойынша калибрмен тексеріледі. Шарикті мойынтіректер шариктердің бетінде металл бояуының кетуі, сақиналарда сызат, айырғыштың сынуы немесе жүгіру жолының тозуы болған кезде ауыстырылады . Жаңа шарик мойынтіректер майда 100-1200 С дейін алдын ала қыздырумен біліктің мойнына кигізіледі.
89
Редукциялық клапан қондыру ершігіне ысқыланады,оның әрекетісығылған ауаның қысымен тексеріледі. Клапан КТ6 компрессорында 2,4-2,8 кгс/см
2 қысым кезінде ершіктен сығылуға тиіс.
Бұлғақтардың мойынтіректі төлкелері қондырудың босаңсуы немесе рұқсат етілгеннен астам тозуы кезінде ауыстырылады. Баспақтау кезінде төлкелер онда және бұлғақта май арналарының сәйкес келуіне ерекше назар аударады.
Бұлғақтардың піспекті саусақтары мен тіркемелі саусақтары хромдаумен сызбалық өлшемдерге дейін қалпына келтіріледі. Жабын қабатының қалыңдығына 0,15 мм астам емес жол беріледі. Бұлғақтардың бөлшектерінде дәнекерлеу жұмыстары жүргізілмейді.
Піспектердің сақиналары зауыттық жөндеу кезінде жаңағаауыстырылады, деполық жөндеу кезінде, сондай-ақ сызаттар, жарықшалар және май сылғыш қиықжиектің тозуы болған кезде 1,2 мм астам құлыппен саңылауы бар сақиналар ауыстыруға жатады. Жаңа сақиналарды қоюдың алдында оларды цилиндрдің жұмыс бетіне жанасуына тексереді . Сақиналар жылғаларға тығыз қималы болуға және қарысусыз қозғалуға тиіс.
Клапан қораптары бөлшектеледі, олардың корпустары зауыттық жөндеу кезінде 5 мин ішінде 15 кгс/см2 қысыммен гидравликалық сынаққа тартылады (металдың ағуына және терлеуіне жол берілмейді). Корпустар оларда сызаттар немесе 15% астам уатылған салқындататын қабырғалар болған кезде ауыстырылады. Клапандардың қайқайған және тозған тілімдері, сондай-ақ клапан тілімдерінің шөккен және сынған серіппелері жаңаға ауыстырылады. Клапандардың тілімдерін зауыттық жөндеу кезінде жай-күйіне қарамастан жаңаға ауыстырылады. Жаңа тілімдер ершіктерге ысқыланады.
Құрастырылған клапандардың тығыздығы 8 кгс/см2 қысыммен сығылған ауамен тексеріледі. Көлемі 50 л резервуарда қысымның түсуіне 2 мин ішінде 0,5 кгс/см2 астам емес жол беріледі. Тілімдердің көтеру биіктігі КТ6 компрессоры үшін 2,5-2,7 мм орнатылды.
Түсіру құрылғысының піспегі мен компрессордың клапаны төлкеге ысқыланады. Сорушы клапан таянышының босаңсыған бұрамасұқпалары ауыстырылады. Сорушы клапанды қысып толтырушының орнына қоюға болмайды. «Н» әрпімен таңбаланған қысып толтырушы клапанның серіппелерінің 8 мм дейін сығу кезінде 0,65-0,8 кгс күші бар, «В» әрпімен таңбаланған сорушы клапанның серіппелерінің 3 мм дейін 0,51-0,61 кгс күші бар.
Май сорғысы бөлшектеледі,тазартылады,оның бөлшектерітексеріледі, білікшедегі, корпустағы және қақпақтағы май құбыры арналары тазартылады және үрленеді, тозған қола төлкелер, қалатар және басқа бөлшектер ауыстырылады. Сорғының корпусы, қақпағы , білікшесі және ернемегі оларда сызаттар болған кезде ауыстыруға жатады. Жөнделген сорғы өнімділікке және герметикалыққа сыналады. Білікшенің 850 ай/мин айналу
90
жиілігі, майдың 60 -700С температурасы және 3 кгс/см2 қысымы кезінде сорғының өнімділігі 5,5 л/мин болуға тиіс (редукциялық клапанмен қайта іске қосылатын майдың есебінсіз).
Тоңазытқыш бөлшектеледі,радиаторлар мен қақпақтар каустикалықсоданың 10% ерітіндісімен ваннада жуылады және содан кейін әрбір түтік 5-6 кгс/см2 қысыммен өткір бумен үрленеді. Деполық жөндеу кезінде қақпақтар мен келтеқұбырлардағы сызаттарды дәнекерлеуге, сондай-ақ екі жақтан дәнекерлеумен (әрбір радиаторда үштен артық емес) сызаттары мен үзіктері бар түтіктерді бітеуге рұқсат етіледі. Зауыттық жөндеу кезінде сызаттары мен үзілімдері бар түтіктер ауыстырылады. Секцияға екіден аспайтын түтікті бітеуге рұқсат етіледі.
Жөнделген тоңазытқыштың секциялары су құйылған ваннаға батырумен 6 кгс/см2 сығылған ауа қысымымен тығыздыққа тексеріледі. Ауаның көбіктерінің пайда болуына жол берілмейді.
Деполық жөндеу кезінде сүзгілер мен сапунды нығарлауды, сапунның тебіскі клапанын жуады, турбиндік немесе машина майымен сәл майлайды және орнына орнатады. Зауыттық жөндеу кезінде нығарлауды жаңаға ауыстырады. Сапун клапанының сынған немесе шөккен серіппесі сондай-ақ ауыстырылады.
КТ6 компрессорының желдеткіші бөлшектеледі және жуылады.Егер20 мм астам қалақтың шетіне дейін жетпесе, ал олардың жалпы ұзындығы 100 мм аспаса, деполық жөндеу кезінде қалақтарда сызаттарды дәнекерлеуге рұқсат етіледі. Дәнекерлеу алдында сызаттардың шеттері диаметрі 2 мм бұрғымен бұрғыланады. Зауыттық жөндеу кезінде сызаттары бар қалақтар, сондай-ақ желдеткіштің білігі сызаттар немесе жұлынған бұрандар болған кезде ауыстырылады.
Жөндеуден кейін желдеткіштің дөңгелегі теңгеріледі. Статикалық теңгерімсіздікке 25 г·см дейін жол беріледі. Дөңгелектің кез келген жерінде теңгерімсіздікті жою үшін жүктер дәнекерленеді (жалпы массасы 30 г дейін екіден астам емес ). Теңгеруден кейін дөңгелек 2100 ай/мин айналу жиілігі кезінде беріктікке сыналады.
КТ6 компрессорын құрастыру келесі реттілікпен жүргізіледі: картерге май сүзгісі салынады және оған келтеқосқыш бұрап кіргізіледі, онымен картердің қабырғасына сүзгінің ернемегі бекітіледі. Иінді білікте редукциялық клапан құрастырылады және картерге мойынтіректер жинағымен білік салынады. Қақпақтың ұясына біліктің алдыңғы мойынтірегін енгізіп, оны сомындармен бекітеді . Өздігінен тығыздалатын сақиналы тығыздама орнатылады және біліктің алдыңғы шетіне қосқыш муфтаның ернемегі бар тегершік кигізіледі. Картерге бұлғақтар енгізіледі және бұлғақтардың бастиектері біліктің мойнына орнатылады. Бастиектің бұрамасұқпаларына реттеу төсемдері қойылады және төменгі қақпақ шплинттері бар тәжді сомындармен бекітіледі. Қолмен біліктің айналуының жеңілдігін тексереді.
91
Содан кейін піспектер бұлғақтармен қосылады, олардың құлыптарын өзара 1200 -ға жылжытып , компрессиялық және май сылғыш сақиналар кигізіледі және піспектерге цилиндрлер кигізіледі. Піспектің ақырғы жоғарғы жағдайы кезінде зиянды кеңістіктің биіктігін тексеріп, бекітпей, клапан қораптары орнатылады.
Осыдан кейін май сорғысы орнатылады және бекітіледі, оны май құбырымен және манометрмен қосады. Кронштейнде жетекті белдіктермен желдеткіш бекітіледі. Тегершіктер осьтерінің арасында ортасына салынған 3 кгс күшпен жаңа белдіктің иілімі 19-24 мм болуға тиіс, бұрын пайдаланылған
– 28-33 мм. Компрессорды құрастырғаннан кейін картердегі барлық саңылаулар қақпақтармен жабылады. Компрессордың біліктерін қолмен бұрап, қарысудың жоқтығына көз жеткізіледі.
КТ6 компрессоры бөлшектерінің рұқсат етілген және бракқа шығару өлшемдерінің нормалары 8-кестеде келтірілді.
8-кесте КТ6 компрессоры бөлшектерінің рұқсат етілген және бракқа шығару өлшемдерінің нормалары
Компрессордың корпусы сұр шойыннан құйылған. Бүйір жағынан корпус тік бұрышты қақпақтармен жабылады, олар иіндібілікті, бұлғақтарды, ішпектерді және т.б. тексеру үшін немесе жөндеу жұмыстары кезінде ашылады. Иінді білік көміртекті болаттан дайындалады және екі шарикті мойынтірекке 413 сүйенеді. Иіндібіліктің екі бұлғақ айналатын бір мойны бар.
Бұлғақтар болаттан дайындалған. Бұлғақтардың төменгі бастиектері дизельдің бұлғақтары сияқты алынбалы, бірақ алынбалы бастиектер екі бұранмен ғана бұлғаққа бекітіледі. Жоғарғы бастиекке қола төлке баспақталды.
Піспектер мыналардан құйылды: бірінші сатылы піспек ( немесе оны төмен қысымды піспек деп те атайды), диаметрі 190 мм, - алюминий
87
қоспасынан; екінші сатылы піспек (жоғары қысымды піспек), диаметрі 110 мм, - шойын.
Әрбір піспекте төрт бунақ бар: екеуі тығыздағыш (компрессиялық) сақиналар үшін; екеуі май сылғыш сақиналар үшін.
Піспекке баспақталған қалқымалы типті саусақтар піспектердің дөңесшелерінде бойлық жылжуын қиылысуы үшін тоқтатқы сақиналарға арналған бунақтар ұшталған.
Компрессордың цилиндрлері шойыннан құйылған. Сыртқы жағынан цилиндрлерде жылуды шығару үшін қабырғалар орындалған. Жоғарғы жағынан цилиндрлерге екі бөліктен тұратын арнайы корпуста ұшталған клапандар орнатылады. Клапандар қалыңдығы 0,6 мм, ұзындығы 80 мм және ені 8 мм тілімді білдіреді.
Қосудың ұзақтығы бойынша оңтайлы жұмыс режимі 10 мин аспайтын уақыт ішінде ПВ=15-25 % және ең жоғарғы - ПВ = 50% құрайды.
3.11-сур. ПК35 компрессоры: 1 – корпус; 2 – жетектің муфтасы ; 3 –ауа тазартқыш; 4 – иінді білік; 5 – бірінші сатылы піспегі бар бұлғақ; 6 – бірінші сатылы цилиндр ; 7 – төсем; 8 – бірінші сатылы клапанның қақпағы; 9 - бірінші сатылы келтеқұбыр; 10 – екінші сатылы келтеқұбыр; 11 – сақтандырғыш клапан; 12 – тоңазытқыш; 13 – желдеткіштің қоршауы; 14 – екінші сатылы клапан қақпағы; 15 – екінші сатылы клапан; 16 – екіенші
88
сатылы піспегі бар бұлғақ; 17 – екінші сатылы цилиндр; 18 – қысып толтырушы келтеқұбыр; 19 – таратқыш клапан.
Компрессорларды жөндеу.Жөндеуге арналған компрессор картеріненмай төгіледі. Ауа сүзгілері, сапун алынады, қысып толтырушы ауа құбыры мен қысым реттегішінің түтігі ажыратылады, қасбетке компрессорды бекіту бұрандары босатылады , компрессорды дизельден ажыратады және локомотивтен алынады. Керосинмен тазартқаннан және сыртқы бетті сүрткеннен кейін компрессор бөлшектеу позициясына беріледі, онлда тоңазытқыш, май айырғыш, май сорғысы және құбыр
жолы ажыратылады, желдеткіш, клапан қораптары, бүйірлік қақпақтар мен цилиндрлер алынады. Піспектері бар бұлғақтар картерге түсіріледі, тоқтатқы сақиналар мен піспекті саусақтар шығарылады, піспектер ажыратылады.
Содан кейін бұлғақты мойынтіректер бөлшектеледі, иінді білік көрсетіледі және ол май сорғымен және түпкі шарикті мойынтіректермен бірге картерден шығарылады, мойынтіректер біліктен баспақталады.
Бөлшектелген бөлшектер керосинмен жуылады және сүртіледі. Май құбыры арналары тазартылады және 5-6 кгс/см2 қысыммен сығылған ауамен үрленеді.
Компрессордың корпусында зауыттық жөндеу кезінде сызаттар (үштен астам емес ) ұзындығы кемінде 50 мм өңделеді, бұрғыланады, дәнекерленеді (ұзындығы үлкен сызаттардың болуын кезінде корпус бракқа шығарылады). Деполық жөндеу кезінде ұзындығын шектемей сызаттарды дәнекерлеуге рұқсат етіледі. Корпуста шарикті мойынтіректің сыртқы сақинасының босаңсуы жағдайында қондыру орны қайралады және төлке баспақталады.
Орнатылған шамадан астам сопақтығы мен конустығы бар цилиндрлер қайрақталады және жануышталады. Егер цилиндрлер рұқсат етілгеннен астам диаметрі бойынша тозса және оларда 15% астам сындырылған сыртқы қабырғалар болса, онда олар ауыстырылады. Иінді білік, бұлғақтар, саусақтар және бұлғақты бұрандар магнитті бақылауға тартылады және сызаттар болған кезде бракқа шығарылады.
Сопақтығы мен конустығы рұқсат етілгеннен астам иінді біліктің бұлғақты мойындары,май сорғысыны плунжерінің эксцентригіажарландырылады. Ажарлаудан кейін бұлғақты мойында жалпы ауданы 20 мм2 дейін және тереңдігі 0,2 мм дейін екіден астам санында жаншықты қалдыруға рұқсат етіледі. Шарикті мойынтіректер мен тығыздаманың сақиналарын қондыру орындарында біліктің тозған беттерін мырыштаумен немесе флюс қабатының астында дірілдоғалық балқымамен қалпына келтіруге рұқсат етіледі. Біліктің конустық беті бояу бойынша калибрмен тексеріледі. Шарикті мойынтіректер шариктердің бетінде металл бояуының кетуі, сақиналарда сызат, айырғыштың сынуы немесе жүгіру жолының тозуы болған кезде ауыстырылады . Жаңа шарик мойынтіректер майда 100-1200 С дейін алдын ала қыздырумен біліктің мойнына кигізіледі.
89
Редукциялық клапан қондыру ершігіне ысқыланады,оның әрекетісығылған ауаның қысымен тексеріледі. Клапан КТ6 компрессорында 2,4-2,8 кгс/см
2 қысым кезінде ершіктен сығылуға тиіс.
Бұлғақтардың мойынтіректі төлкелері қондырудың босаңсуы немесе рұқсат етілгеннен астам тозуы кезінде ауыстырылады. Баспақтау кезінде төлкелер онда және бұлғақта май арналарының сәйкес келуіне ерекше назар аударады.
Бұлғақтардың піспекті саусақтары мен тіркемелі саусақтары хромдаумен сызбалық өлшемдерге дейін қалпына келтіріледі. Жабын қабатының қалыңдығына 0,15 мм астам емес жол беріледі. Бұлғақтардың бөлшектерінде дәнекерлеу жұмыстары жүргізілмейді.
Піспектердің сақиналары зауыттық жөндеу кезінде жаңағаауыстырылады, деполық жөндеу кезінде, сондай-ақ сызаттар, жарықшалар және май сылғыш қиықжиектің тозуы болған кезде 1,2 мм астам құлыппен саңылауы бар сақиналар ауыстыруға жатады. Жаңа сақиналарды қоюдың алдында оларды цилиндрдің жұмыс бетіне жанасуына тексереді . Сақиналар жылғаларға тығыз қималы болуға және қарысусыз қозғалуға тиіс.
Клапан қораптары бөлшектеледі, олардың корпустары зауыттық жөндеу кезінде 5 мин ішінде 15 кгс/см2 қысыммен гидравликалық сынаққа тартылады (металдың ағуына және терлеуіне жол берілмейді). Корпустар оларда сызаттар немесе 15% астам уатылған салқындататын қабырғалар болған кезде ауыстырылады. Клапандардың қайқайған және тозған тілімдері, сондай-ақ клапан тілімдерінің шөккен және сынған серіппелері жаңаға ауыстырылады. Клапандардың тілімдерін зауыттық жөндеу кезінде жай-күйіне қарамастан жаңаға ауыстырылады. Жаңа тілімдер ершіктерге ысқыланады.
Құрастырылған клапандардың тығыздығы 8 кгс/см2 қысыммен сығылған ауамен тексеріледі. Көлемі 50 л резервуарда қысымның түсуіне 2 мин ішінде 0,5 кгс/см2 астам емес жол беріледі. Тілімдердің көтеру биіктігі КТ6 компрессоры үшін 2,5-2,7 мм орнатылды.
Түсіру құрылғысының піспегі мен компрессордың клапаны төлкеге ысқыланады. Сорушы клапан таянышының босаңсыған бұрамасұқпалары ауыстырылады. Сорушы клапанды қысып толтырушының орнына қоюға болмайды. «Н» әрпімен таңбаланған қысып толтырушы клапанның серіппелерінің 8 мм дейін сығу кезінде 0,65-0,8 кгс күші бар, «В» әрпімен таңбаланған сорушы клапанның серіппелерінің 3 мм дейін 0,51-0,61 кгс күші бар.
Май сорғысы бөлшектеледі,тазартылады,оның бөлшектерітексеріледі, білікшедегі, корпустағы және қақпақтағы май құбыры арналары тазартылады және үрленеді, тозған қола төлкелер, қалатар және басқа бөлшектер ауыстырылады. Сорғының корпусы, қақпағы , білікшесі және ернемегі оларда сызаттар болған кезде ауыстыруға жатады. Жөнделген сорғы өнімділікке және герметикалыққа сыналады. Білікшенің 850 ай/мин айналу
90
жиілігі, майдың 60 -700С температурасы және 3 кгс/см2 қысымы кезінде сорғының өнімділігі 5,5 л/мин болуға тиіс (редукциялық клапанмен қайта іске қосылатын майдың есебінсіз).
Тоңазытқыш бөлшектеледі,радиаторлар мен қақпақтар каустикалықсоданың 10% ерітіндісімен ваннада жуылады және содан кейін әрбір түтік 5-6 кгс/см2 қысыммен өткір бумен үрленеді. Деполық жөндеу кезінде қақпақтар мен келтеқұбырлардағы сызаттарды дәнекерлеуге, сондай-ақ екі жақтан дәнекерлеумен (әрбір радиаторда үштен артық емес) сызаттары мен үзіктері бар түтіктерді бітеуге рұқсат етіледі. Зауыттық жөндеу кезінде сызаттары мен үзілімдері бар түтіктер ауыстырылады. Секцияға екіден аспайтын түтікті бітеуге рұқсат етіледі.
Жөнделген тоңазытқыштың секциялары су құйылған ваннаға батырумен 6 кгс/см2 сығылған ауа қысымымен тығыздыққа тексеріледі. Ауаның көбіктерінің пайда болуына жол берілмейді.
Деполық жөндеу кезінде сүзгілер мен сапунды нығарлауды, сапунның тебіскі клапанын жуады, турбиндік немесе машина майымен сәл майлайды және орнына орнатады. Зауыттық жөндеу кезінде нығарлауды жаңаға ауыстырады. Сапун клапанының сынған немесе шөккен серіппесі сондай-ақ ауыстырылады.
КТ6 компрессорының желдеткіші бөлшектеледі және жуылады.Егер20 мм астам қалақтың шетіне дейін жетпесе, ал олардың жалпы ұзындығы 100 мм аспаса, деполық жөндеу кезінде қалақтарда сызаттарды дәнекерлеуге рұқсат етіледі. Дәнекерлеу алдында сызаттардың шеттері диаметрі 2 мм бұрғымен бұрғыланады. Зауыттық жөндеу кезінде сызаттары бар қалақтар, сондай-ақ желдеткіштің білігі сызаттар немесе жұлынған бұрандар болған кезде ауыстырылады.
Жөндеуден кейін желдеткіштің дөңгелегі теңгеріледі. Статикалық теңгерімсіздікке 25 г·см дейін жол беріледі. Дөңгелектің кез келген жерінде теңгерімсіздікті жою үшін жүктер дәнекерленеді (жалпы массасы 30 г дейін екіден астам емес ). Теңгеруден кейін дөңгелек 2100 ай/мин айналу жиілігі кезінде беріктікке сыналады.
КТ6 компрессорын құрастыру келесі реттілікпен жүргізіледі: картерге май сүзгісі салынады және оған келтеқосқыш бұрап кіргізіледі, онымен картердің қабырғасына сүзгінің ернемегі бекітіледі. Иінді білікте редукциялық клапан құрастырылады және картерге мойынтіректер жинағымен білік салынады. Қақпақтың ұясына біліктің алдыңғы мойынтірегін енгізіп, оны сомындармен бекітеді . Өздігінен тығыздалатын сақиналы тығыздама орнатылады және біліктің алдыңғы шетіне қосқыш муфтаның ернемегі бар тегершік кигізіледі. Картерге бұлғақтар енгізіледі және бұлғақтардың бастиектері біліктің мойнына орнатылады. Бастиектің бұрамасұқпаларына реттеу төсемдері қойылады және төменгі қақпақ шплинттері бар тәжді сомындармен бекітіледі. Қолмен біліктің айналуының жеңілдігін тексереді.
91
Содан кейін піспектер бұлғақтармен қосылады, олардың құлыптарын өзара 1200 -ға жылжытып , компрессиялық және май сылғыш сақиналар кигізіледі және піспектерге цилиндрлер кигізіледі. Піспектің ақырғы жоғарғы жағдайы кезінде зиянды кеңістіктің биіктігін тексеріп, бекітпей, клапан қораптары орнатылады.
Осыдан кейін май сорғысы орнатылады және бекітіледі, оны май құбырымен және манометрмен қосады. Кронштейнде жетекті белдіктермен желдеткіш бекітіледі. Тегершіктер осьтерінің арасында ортасына салынған 3 кгс күшпен жаңа белдіктің иілімі 19-24 мм болуға тиіс, бұрын пайдаланылған
– 28-33 мм. Компрессорды құрастырғаннан кейін картердегі барлық саңылаулар қақпақтармен жабылады. Компрессордың біліктерін қолмен бұрап, қарысудың жоқтығына көз жеткізіледі.
КТ6 компрессоры бөлшектерінің рұқсат етілген және бракқа шығару өлшемдерінің нормалары 8-кестеде келтірілді.
8-кесте КТ6 компрессоры бөлшектерінің рұқсат етілген және бракқа шығару өлшемдерінің нормалары
| | Өлшемнің атауы | | | Өлшемдері, мм | | | |||||||||||
| | | Альбомдық | Жөндеуден компрессорды | Бракқа | | ||||||||||||
| | | | | | | шығару кезінде рұқсат | шығару | | |||||||||
| | | | | | | етілетін | | | |||||||||
| | | | | | | зауыттық | деполық | | | ||||||||
| | | 1 | | | 2 | 3 | 4 | 5 | | ||||||||
| | Бұлғақты мойынның диаметрі | 88 | 88-83 | 88-82,5 | кемінде 82 | | |||||||||||
| | | | | | -0,015; | | | | | ||||||||
| | | | | | -0,034 | | | | | ||||||||
| | Бұлғақты | мойынның | 0,00-0,02 | 0,00-0,025 | 0,00-0,05 | 0,06 астам | | ||||||||||
| | сопақтығы мен конустығы | | | | | | |||||||||||
| | Бұлғақты | мойынтіректегі | 0,03-0,08 | 0,03-0,09 | 0,03-0,15 | › 0,18 | | ||||||||||
| | майға арналған саңылау | | | | | | |||||||||||
| | Піспектің | бағыттаушы | 0,00-0,02 | 0,00-0,045 | 0,00-0,12 | ›0,15 | | ||||||||||
| | бөлігінің сопақтығы | | | | | | | | |||||||||
| | Төмен және жоғары қысымды | 0,00-0,03 | 0,00-0,04 | 0,00-0,12 | ›0,20 | | |||||||||||
| | цилиндрлердің сопақтығы | | | | | | |||||||||||
| | Сығу камерасының сызықтық | 1-2 | 1-2 | 1-2 | кемінде 1, | | |||||||||||
| | шамасы | | | | | | | 2,2 астам | | ||||||||
| | Піспек | пен | цилиндр | | | | | | |||||||||
| | арасындағы саңылау: | | | | | | | | |||||||||
| | төмен қысым | | | 0,092-0,205 | 0,092-0,205 | 0,092-0,35 | 0,40 | | |||||||||
| | жоғары› | | | | 0,07-0,17 | 0,07-0,17 | 0,07-0,35 | ›0,40 астам | | ||||||||
| | Тілімдер | мен клапандардың | 2,5-2,7 | 2,5-2,7 | 2,5-2,7 | кемінде | | ||||||||||
| | көтеру шамасы | | | | | | 2,3, | | |||||||||
| | | | | | | | | 2,9 астам | | ||||||||
| | Саусақ | астындағы | піспек | 0,0-0,02 | 0,0-0,02 | 0,0-0,1 | 0,15 астам | | |||||||||
| | дөңесшелер саңылауларының | | | | | | |||||||||||
| | сопақтығы мен конустығы | | | | | | |||||||||||
| | Биіктігі | бойынша | піспекті | 0,02-0,08 | 0,02-0,08 | 0,02-0,15 | ›0,18 | | |||||||||