Файл: Содержание введение технологический расчет на предприятии оао смз цех 11.doc
Добавлен: 05.12.2023
Просмотров: 554
Скачиваний: 3
| Материал | Автобусы (бензиновые) | Автобусы (дизельные) |
| Моторные масла, л | 4028,0 | 5370,7 |
| Трансмиссионные масла, л | 503,5 | 671,3 |
| Специальные масла, л | 167,8 | 167,8 |
| Пластичные смазки, кг | 335,6 | 503,5 |
В данной группе предприятий производственные рабочие освобождаются от целого ряда работ по подготовке производства, и в этих целях организуется подразделение подготовки производства.Комплекс ТРобъединяет подразделения, производящие работы по замене неисправных агрегатов, узлов и деталей дорожных машин на исправные, а также крепежно-регулировочные и другие работы по ТР непосредственно на автомобилях.2.2. Выбор метода организации и управления производством технического обслуживания и ремонта
На предприятии ОАО «СМЗ» цех 11 применяется метод специализированных бригад. Метод специализированных бригад применяется в сравнительно небольших АТП и предусматривает создание бригад, специализирующихся по видам технических воздействий.
При организации производства этим методом одна бригада рабочих выполняет ТО-1, вторая ТО-2, третья – текущий ремонт дорожных машин, четвертая – ремонтирует в производственных цехах и отделениях агрегаты, снятые с дорожных машин централизованно в масштабе всего автотранспортного предприятия или объединения. Специализированные бригады состоят из рабочих различных профессий и квалификации, необходимых для выполнения установленного комплекса работ по данному виду воздействия. Организационная структура управления при методе специализированных бригад представлена на рис.4.2. При такой организации производственного процесса ТО и ремонта АТ обеспечивается технологическая однородность каждого участка (зоны), облегчается маневрирование внутри него людей, инструмента, оборудования, упрощаются руководство и учет выполненных воздействий.Начальник цехаОТК
Технический отдел ОМТСОУПМеханики производстваОГМ ТО1ЕО ТО2 ТР Моторный участокРис.2.2. Метод специализированных бригадСпециализация бригад по видам воздействий способствует повышению производительности труда рабочих. Благодаря централизации в масштабах предприятия производства технических воздействий производственная программа по каждому виду воздействий возрастает и создаются предпосылки для применения поточного метода организации технологического процесса ТО, позволяющего максимально механизировать процесс обслуживания. Кроме того, поточный метод способствует повышению производительности труда и снижению трудоемкости работ, улучшению их качества при более низкой квалификации рабочих за счет их специализации не только по видам воздействий, но и по видам выполняемых работ (операций), лучшему использованию оборудования и производственных площадей, созданию наиболее благоприятных условий труда рабочих1.Основной недостаток метода специализированных бригад заключается в распределении ответственности за неисправность автомобиля и его отдельных агрегатов по многим исполнителям, относящимся к различным бригадам, в результате чего отсутствует персональная ответственность рабочих за надежную работу дорожных машин и их агрегатов на линии и техническую готовность парка. Выполнение каждой специализированной бригадой своего комплекса работ без связи с другими бригадами и без анализа причин выхода из строя агрегатов, а также отсутствие материальной заинтересованности в повышении долговечности и эксплуатационной надежности дорожных машин приводит к большим технико-экономическим потерям в АТП. При таком разделении производственного процесса ТО и ремонта АТ в АТП в случае преждевременного выхода агрегата или узла из строя практически невозможно установить причину и конкретного виновника, так как один рабочий смазывает агрегат, другой производит по нему крепежные работы, третий регулирует, четвертый ремонтирует его на автомобиле, а пятый ремонтирует агрегат, снятый с автомобиля, в производственном цехе. При этом аналогичные работы различных воздействий выполняют рабочие разных бригад.
Вследствие этого автомобили, выходящие из технического обслуживания, имеют большое количество неисправностей, главным образом обусловленных невыполнением обязательных работ.
При появлении неисправности из-за неудовлетворительного выполнения технического обслуживания дорожная машина поступает в бригаду текущего ремонта, рабочих и руководство которой не интересуют причины, вызвавшие потребность в ремонте, так как они ни морально, ни материально не отвечают за качество и причины ремонта. Рабочих производственных цехов, которые ремонтируют агрегаты, снятые с автомобиля, также не интересуют причины преждевременного выхода агрегата из строя, так как они не отвечают за величину пробега агрегата на автомобиле после ремонта. Поэтому возникновение ремонта из-за некачественного выполнения технического обслуживания остается скрытым, а последствия неудовлетворительного выполнения технического обслуживания с большими технико-экономическими потерями для АТП устраняются в текущем ремонте1.
Непосредственный контроль качества выполнения работ при каждом техническом воздействии неэффективен и нецелесообразен, так как для ТО и ремонта АТ характерно обилие мелких трудно контролируемых работ. Например, чтобы проверить качество выполнения ТО-1 и ТО-2, необходимо повторить более 50% операций.
Другим важным недостатком метода является то, что в крупных предприятиях специализированные бригады настолько разрастаются, что становятся трудно управляемыми, в связи, с чем возникает необходимость в создании нескольких бригад, выполняющих однородные виды технических воздействий. Для улучшения оперативного управления ими нужно создавать дополнительное подразделение, которое объединяло бы бригады, однако это не предусмотрено методом специализированных бригад.
2.3. Выбор метода организации технологического процесса технического обслуживания
На предприятии ОАО «СМЗ» применяется метод технического обслуживания дорожных машин на специализированных постах.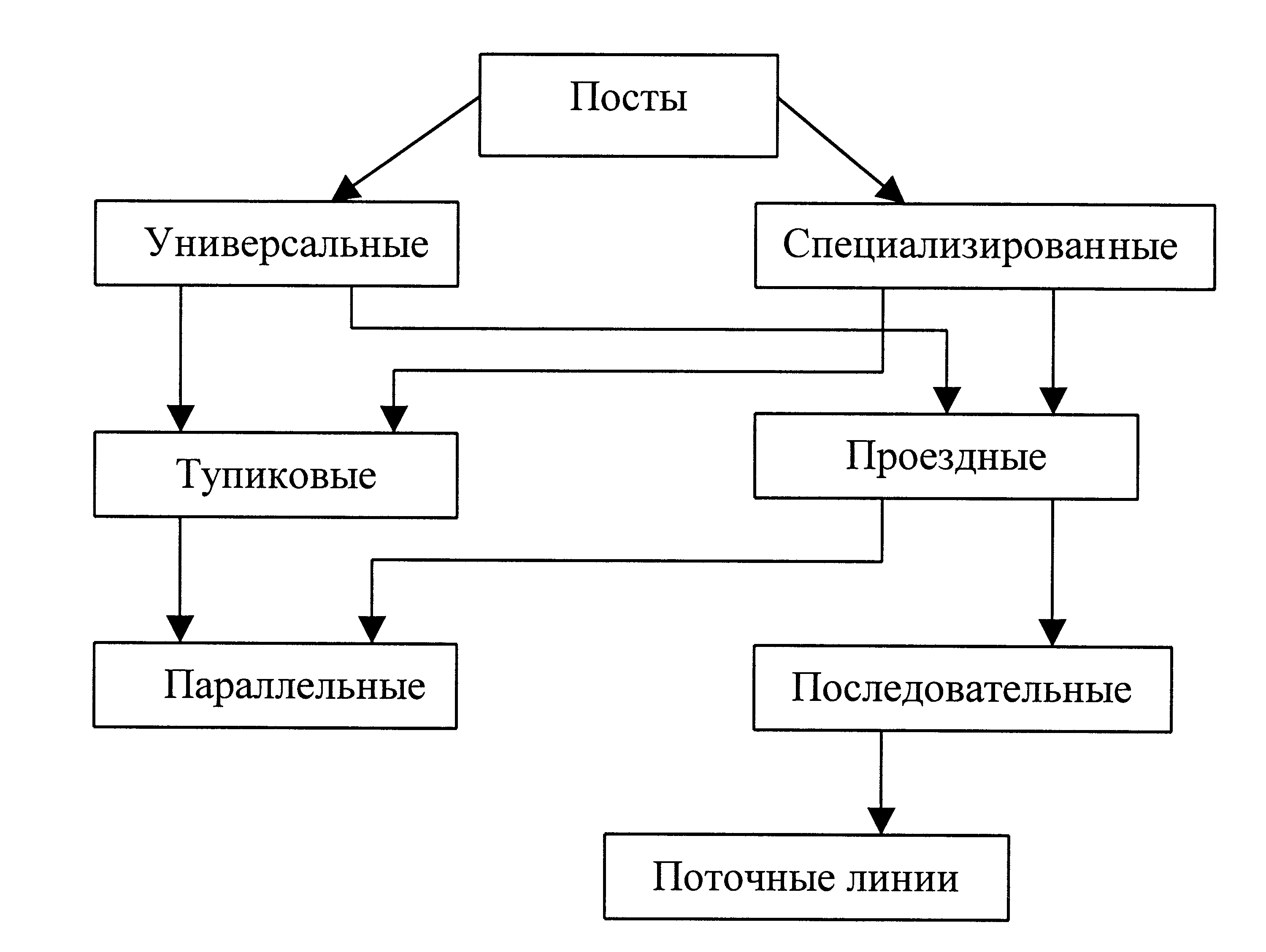
Рис.2.3. Классификация рабочих постов
При данном методе организации технологического процесса посты могут быть тупиковые и проездные. Первые в большинстве случаев используются при ТО-1 и ТО-2, а вторые - преимущественно при ЕО. При
обслуживании на нескольких постах возможно выполнение на них неодинакового объема работ (или обслуживание разномарочных дорожных машин, а также выполнение сопутствующего ТР) при различной продолжительности пребывания дорожных машин на каждом посту. Однако при этом необходимо, чтобы суммарная производительность постов соответствовала программе, т. е. требуемому числу обслуживании.Недостатками этого метода при тупиковом расположении постов являются: значительная потеря времени на установку дорожных машин на посты и съезд с них; загрязнение воздуха отработавшими газами при маневрировании автомобиля в процессе заезда на посты и съезд с них; необходимость многократного дублирования одинакового оборудования.При использовании рабочих-универсалов увеличиваются расходы на заработную плату и не реализуются преимущества от возможного разделения труда специализации работающих.3. ПЛАН МЕРОПРИЯТИЯ ПО РЕКОНСТРУКЦИИ МОТОРНОГО УЧАСТКА НА ПРЕДПРИЯТИИ ОАО «СМЗ» ЦЕХ 113.1. Необходимость реконструкции моторного цехаМоторный цех необходимо реконструировать из-за больших экономических потерь вследствие того, что оборудование, которым оснащен цех, не менялось с 1998 года. Нехватка специализированного, более современного, прогрессивного оборудования, приспособлений и инструмента сказывается на времени простоям дорожных машин в ремонте. Для устранения выявленных недостатков был разработан план мероприятий: следует сделать ремонт, добавить освещение, повысить квалификацию рабочих, демонтировать старое и нерабочее оборудование, закупить и установить новое высокоэффективное современное оборудование.3.2. Выбор оборудованияДля выполнения работ на моторном участке в настоящее время предлагается широкий выбор современного, высокоэффективного оборудования отечественного и импортного производства.Ведомость технологического оборудования для моторного цеха составлялась на основании каталогов оборудования.Количество оборудования было скорректировано по числу рабочих на участке.В процессе реконструкции моторного цеха предлагается приобрести ниже перечисленное оборудование. Ведомость оборудование
| № п/п | Оборудование, приборы, приспособления, специальный инструмент | Модель (тип) | Приня-тое коли-чество | Габаритные размеры в плане, мм |
| 1 | Стенд для ремонта двигателя | СИ \ | 1 | 1000х1030х1860 |
| 2 | Стенд для холодной обкатки двигателя | MasIPer384/1 | 1 | 1760х800х1925 |
| 3 | Установка для мойки и очистки двигателй | ОРГ-499 | 1 | 725х490х270 |