ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 181
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
Сравнительный анализ производителей нагревателей для испытательных камер
Почти каждая компания по производству ТЭНов для климатического и испытательного оборудования выпускает различные виды нагревателей, но основным конкурентом является Гатчинский завод ТЭН – это единственная компания, которая разработала собственное техническое решение – малоинерционный нагреватель, основным преимуществом которого является его
равномерное нагревание за счет использования технологии обработки материалов и керамических секций нагревателя [29].
Для оценки качества рассмотрим сравнительные характеристики печей аналогичной продукции у других компаний-конкурентов. Для оценки качества использован метод экспертных оценок, характеристики оценены в баллах от 1 до 5 (табл. 15).
Таблица 15 – Сравнительные характеристики нагревателей [11]
| Характеристики / продукция | Гатчинский завод ТЭН | ООО «Электротепловые системы» |
| Масса /габариты | 4 | 4 |
| Температурный диапазон | 5 | 5 |
| Материал | 1 | 1 |
| Время нагрева | 5 | 4 |
| Время остывания | 5 | 5 |
| Равномерность нагрева | 5 | 5 |
| Мощность, кВт | 4 | 4 |
| Ресурс, лет | 4 | 4 |
| Средняя цена, руб. | 6 000 | 5 609 |
Составим диаграмму по параметрам «цена-качество», результатом будет
являться определение позиции той или иной продукции на рынке.
Продукция ООО «Электротепловые системы» в диапазоне лучшая цена – высокое качество.
Так как продукция относительно новая для рынка, то сравним новые нагреватели с обычными имеющимися на рынке нагревателями других производителей см. рисунок 7, таблица 16.
Таблица 16 – Сравнительные характеристики нагревателей
| Характеристики / продукция | Гатчинский завод ТЭН | ООО «Миасс- ТЭН» (г. Миасс) | ООО «ТЭН и К» (г. Волжск) | ООО «НПФ Технология» (г. Санкт- Петербург) | ООО «Электротепловые системы» (г. Миасс) |
| Масса /габариты | 4 | 4 | 4 | 5 | 5 |
| Температурный диапазон | 5 | 4 | 5 | 4 | 5 |
| Материал | 1 | 1 | 1 | 1 | 1 |
| Время | 5 | 4 | 4 | 4 | 5 |
| Время остывания | 5 | 3 | 3 | 3 | 5 |
Окончание таблицы 16
| Равномерность нагрева | 5 | 0 | 0 | 0 | 5 |
| Мощность, кВт | 4 | 4 | 4 | 4 | 4 |
| Ресурс, лет | 4 | 3 | 4 | 3 | 5 |
| Средняя цена, руб. | 6 000 | 3 500 | 4 000 | 6 200 | 5 609 |
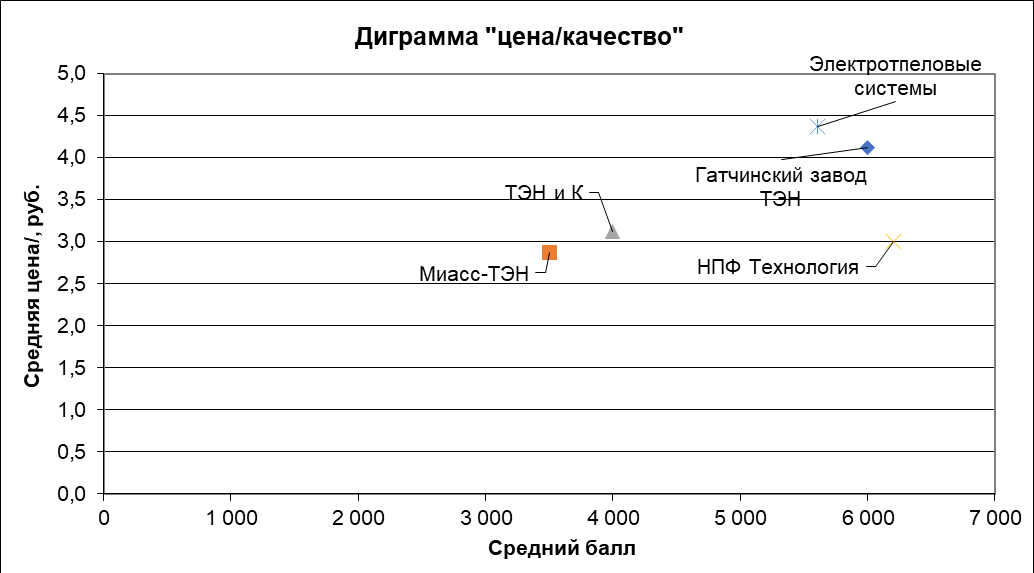
Рисунок 7 –Диаграмма «цена-качество»
Основное преимущество выпускаемой продукции – это долговечность, высокий диапазон температур, а также равномерный нагрев
. По оценкам специалистов ООО «Электротепловые системы» равномерность нагрева по сравнению с продукцией основного конкурента Гатчинский завод более 30 %., что является основным требованием к качеству испытательных камер.
-
Финансовая оценка эффективности инвестиционного проекта Технология производства
Технологический процесс изготовления новой продукции включает в себя следующие виды основных операций:
-
заготовительные (производство оболочек нагревателя из мерных труб; изготовление спиралей из сплавов с высоким омическим сопротивлением; изготовление контактных стержней из холоднотянутой проволоки; подготовка периклаза; изготовление технологических пробок из полиэтилена литьем под давлением); -
сборочные (сборка нагревательных элементов; сборка внутренней части нагревателя; сборка окончательная); -
обработка корпуса нагревателя; -
контрольные операции.
Характеристика технологий производства, технологического оборудования представлены в таблице 17.
Таблица 17 – Технологический процесс [18]
| Наименование и содержание производственной операции | Используемое оборудование, материалы, режимы | Наименование дополнительных материалов |
| Резка трубы и профильного уголка для каркаса нагревателя | Станок для лазерной резки F2513, металлический профиль, стальной пруток, контактная электросварочная машина МТ-501: Р=9,2квт, U=380в, I=24.2а; Iсварки= 5000а, ГОСТ 297-61. | Термостойкий герметик для обработки стыков |
| Обшивка нагревателя внутри и снаружи | Оцинкованная сталь 0,8 мм, стекломагниевый лист 0,8 мм, контактная электросварочная машина МТ-501: Р=9,2квт, U=380в, I=24.2а; Iсварки= 5000а, ГОСТ 297-61. | |
| Сборка концевых и центральных элементов | - | - |
| Установка радиальных токоподводов | Покупные комплектующие | - |
| Вырезка и сборка корпуса | Оцинкованная сталь 0,8 мм, стекломагниевый лист 0,8 мм, уплотнитель силиконовый, саморезы | Герметик (Лаптекс, КО-84) |
Окончание таблицы 17
| Сборка входных и выходных наконечников | - | Смазка для петель высокотемперат урная AIM-ONE "жидкий ключ" |
| Проверка швов и соединений, пробный запуск конструкции | - | - |
| Упаковка | Воздушно-пузырчатая пленка для упаковки изделий, пенопластовые заготовки, коробка | Скотч |
Трудоемкость изготовления единицы продукции представлена в таблице 18 [18].
Таблица 18 – Трудоемкость изготовления нагревателя
| Изготовление корпуса | ||
| 5 | Резка | 20 |
| 10 | Обшивка нагревателя внутри и снаружи | 1,25 |
| 15 | Обшивка внутреннего пространства нагревателя | 5 |
| 20 | Сборка концевых и центральных элементов | 19,25 |
| 25 | Установка радиальных токоподводов | 30 |
| 30 | Вырезка и сборка корпуса | 37 |
| 35 | Сборка входных и выходных наконечников | 55 |
| 40 | Проверка швов и соединений, пробный запуск конструкции | 60 |
| 45 | Упаковка | 11 |
| Итого | | 238,5 |
Производство данного вида нагревателей является перспективным направлением на рынке электротермического оборудования. К преимуществам