ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 1204
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| 33.1  | Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. | Код дефекта: в стыке 33.1 |
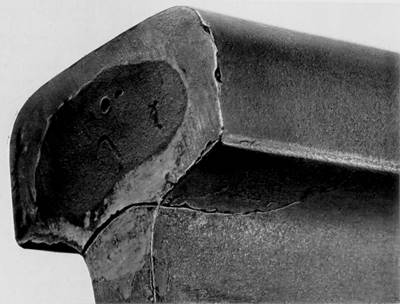 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Повышенные динамические воздействия в болтовых стыках, высокие местные напряжения, появлению которых способствуют некачественная обработка кромок торцов рельсов, чрезмерные усилия затяжки стыковых болтов, изношенные накладки, использование вышедших из строя прокладок и подкладок, просадки в стыках, нарушение подуклонки рельсов, односторонняя перегрузка головки рельса. При развитии трещина может изменить направление и привести к излому - отделению части головки рельса (дефект 73.1). СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с продольной трещиной в местах перехода головки в шейку в стыковой зоне является остродефектным (ОДР) и подлежит замене без промедления. При наличии концентраторов напряжений из-за некачественной обработки торцов рельсов (заусенцы, вырывы металла, отсутствие фаски в подголовочной части и др.) в соответствии с гарантийными обязательствами предъявить рекламацию металлургическому комбинату-изготовителю рельсов или предприятию, производившему разрезку рельсов. | ||
| 38.1  | Трещины в головке в месте приварки рельсового соединителя. | Код дефекта: в стыке 38.1 | |
 а |  б | ||
| Вид горизонтальной трещины от места приварки рельсового соединителя (а) и выкола части головки рельса из-за горизонтальной трещины в месте приварки рельсового соединителя, перешедшей в поперечную трещину (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Из-за нарушения режима приварки рельсовых соединителей могут возникнуть сварочные трещины, непровары, поджоги, которые в результате развития усталостных трещин могут привести к трещинам различной ориентации, к излому и отделению части головки. При повторных приварках рельсовых соединителей необходимо убедиться в отсутствии трещин в местах приварок. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс, имеющий любые трещины в основном металле головки из-за нарушений технологии приварки рельсовых соединителей, является остродефектным (ОДР) и подлежит замене без промедления. При обнаружении трещин в наплавленном металле за дефектным местом устанавливают периодические наблюдения и при развитии трещины с переходом в основной металл рельс переводят в категорию остродефектного (ОДР) с заменой без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию производителю работ по приварке рельсовых соединителей. | |||
| 40.0   | Волнообразный износ и смятие головки рельса (длинные /25 – 150 см/ и короткие /менее 25 см, рифли/ волны). | Код дефекта: по всей длине рельса 40.0 |
 а  б Волнообразный износ и смятие в виде длинных волн (25 - 150 см) (а) и коротких (3-25 см) волнообразных неровностей – рифлей (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Начальная волнообразная деформация головки (длиной 25,0 – 150,0 см), как правило, возникает при прокатке и правке рельсов на металлургических комбинатах вследствие вибрации прокатной клети, биения валков и других причин, а в эксплуатации происходит дальнейшее развитие первоначальных дефектов и увеличение амплитуды волнообразных неровностей. Короткие (длиной 3,0-25,0 см) волнообразные неровности – рифли возникают из-за периодического проскальзывания колес, что вызывает сдвиги или повышенное истирание верхних слоев металла в местах проскальзывания. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, измерение жёсткой линейкой длиной 1 м с набором щупов, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др., рельсоизмерительными тележками. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ РЕЛЬСА Рельсы с глубиной волны более 1,0 мм при измерении на базе 1 м являются дефектными (ДР). При преждевременном образовании в рельсе дефекта 40.0 в виде волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. В остальных случаях дефектные рельсы (ДР) подлежат шлифовке с периодичностью по утвержденному графику. При обнаружении волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами высотой h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм; 100 км/ч при 1,5 < h ≤ 2,0 мм; 70 км/ч при 2,0 < h ≤ 3,0 мм; 40 км/ч при 3,0 < h и ЗПП. При глубине длинных неровностей более 3,0 мм дефектные рельсы (ДР) заменяют в первоочередном порядке (ЗПП). При обнаружении волнообразного износа и смятия головки рельсов с короткими (2,5 - 25,0 см) волнами (рифлями) глубиной h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм, 100 км/ч при 1,5 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h и ЗПП. При глубине рифлей более 3,0 мм дефектные рельсы (ДР) подлежат замене в первоочередном порядке (ЗПП). | ||

| 41.0,2  | Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла (равномерные и местные). | Код дефекта: по всей длине рельса 41.0, Вне стыка 41.2 |
 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При несоответствии прочности металла головки рельса условиям ее нагружения колесами подвижного состава металл быстро деформируется, сплывает на боковую грань головки или изнашивается. Смятию по всей длине рельсов способствует увеличенное давление колес на внутреннюю нить кривых, вызванное снижением фактически реализуемых скоростей движения грузовых поездов относительно принятых при расчете возвышения. При раздавливании головок в металле возникают значительные растягивающие напряжения, которые при неблагоприятных условиях могут привести к возникновению продольных вертикальных трещин (дефект 31.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Для выявления равномерного смятия и износа проводят внешний осмотр, проверку штангенциркулем, измерительными приборами. Неравномерное местное смятие и износ выявляют внешним осмотром, измерением по оси головки рельса максимального отклонения от жёсткой линейки длиной 1 м с помощью набора щупов или концевых мер длины, штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы типов Р50, Р65 и Р75 с равномерным износом, превышающим предельные допустимые величины, указанные в разделе 7.1 в таблице 3, считают дефектными (ДР) и заменяют в плановом порядке. При наличии неравномерного местного смятия головки, затрудняющего содержание ширины колеи в пределах установленных норм, или равномерного смятия и износа, величина которых превышает допустимую для вертикального износа, рельсы являются дефектными (ДР) и подлежат замене в плановом порядке. Для удаления или уменьшения неравномерного смятия и износа головок рельсов производят их шлифовку, фрезерование или наплавку. До ликвидации или уменьшения неравномерного смятия головки или до замены рельсов скорость движения по ним в зависимости от глубины местных неровностей h не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине неровностей более 6,0 мм рельсы подлежат замене в первоочередном порядке (ЗПП).
Рельсы типов Р65 и Р75 с шириной головки 90,0 мм и более и Р50 с шириной головки 85,0 мм и более также являются дефектными (ДР) и подлежат плановой замене. При ширине головки более 90,0 мм (для рельсов типов Р65 и Р75) и 85,0 мм (для рельсов типа Р50), а также при наплывах на боковой поверхности головки 5,0 мм и более, при наличии темного желобка на поверхности катания глубиной более 1,0 мм, при осыпании окалины и наличии узкой полоски красноты в зоне сопряжения головки с шейкой со стороны рабочей грани необходимо проведение ультразвукового контроля ручными ПЭП. В случае обнаружения эхо-сигнала от трещины (дефект 31.1-2) рельсы считают остродефектными (ОДР) и заменяют без промедления. При затруднении ультразвукового контроля рельс признаётся контроленепригодным (деф.19). Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой. | ||
| 43.1  | Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке. | Код дефекта: в стыке 43.1 |
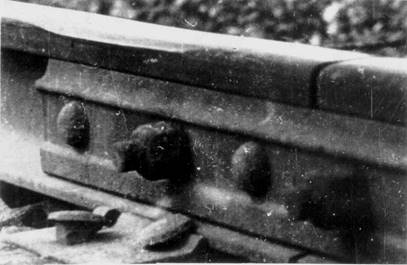 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Смятие головки в виде седловины связано с особенностями динамического воздействия колеса на рельс при прохождении им зоны стыка и недостаточным сопротивлением рельсов смятию, использованием изношенных накладок, вышедших из строя прокладок и подкладок, просадками в стыках, нарушением подуклонки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка жёсткой линейкой длиной 1 м с набором щупов или с концевыми мерами длины, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др. измерительными приборами. Дефектоскопирование затруднено из-за изменения формы поверхности катания и ухудшения акустического контакта. При дефектоскопировании следует убедиться в отсутствии под дефектом поперечных трещин деф.31.1. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие седловины глубиной более 1,5 мм при измерении их по оси головки от линейки длиной 1 м, являются дефектными (ДР). Для полного или частичного устранения дефектов производят шлифовку поверхности катания, наплавку, а для того, чтобы сделать пологими уклоны неровности в зоне седловин – местную шлифовку. Изношенные стыковые накладки, подкладки и прокладки следует заменить годными. Следует выполнить подбивку шпал стыка. Провисшие концы рельсов в стыках рекомендуется выправить, если имеется машина для подгиба концов рельсов в пути. До выполнения указанных выше работ или при невозможности их выполнения до плановой замены дефектных рельсов в зависимости от глубины седловины h скорость движения поездов не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине седловины более 6,0 мм дефектные рельсы заменяют в первоочередном порядке (ЗПП). | ||
| 44.0 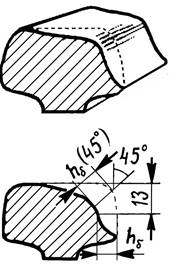 | Боковой износ головки рельса сверх допускаемых норм. | Код дефекта: по всей длине рельса 44.0 | |
 |  Вид поперечного темплета рельса | ||
| ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Недостаточная износостойкость рельсового металла и усиленное проскальзывание, связанное, как правило, с увеличением углов набегания гребней колес на боковую грань рельсов из-за нарушений нормального вписывания тележек подвижного состава в кривые участки пути. Недостаточная лубрикация боковой грани головки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. Боковой износ измеряется на высоте 13 мм ниже существующей поверхности катания и определяется как разница проектной ширины головки рельса и измеренной ширины головки рельса ниже поверхности катания на 13 мм без учета наплывов с нерабочей грани рельса. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ При движении по рельсам типов Р50, Р65 и Р75 с равномерным боковым износом допустимые скорости движения устанавливают в соответствии с табл.3 (раздел 7.1, с.131). При интенсивном боковом износе следует использовать гребнесмазы-ватели и рельсосмазыватели (передвижные и/или стационарные). В наружные нити кривых радиусами 650 м и менее рекомендуется укладывать рельсы типа Р65К, рельсы, изготовленные из износостойкой стали. Необходимо обеспечивать правильное положение кривых в плане, ликвидировать возможные отступления по возвышению наружного рельса, по подуклонке рельсов и не допускать в эксплуатации отступлений в содержании ходовых частей подвижного состава. Если рельсы с боковым износом в наружных нитях кривых удовлетворяют действующим Техническим указаниям по перекладке термоупрочненных рельсов типов Р65 и Р75 в звеньевом пути, то производят их перекладку с переменой рабочего канта в прямые или во внутренние нити кривых. По рельсам, имеющим боковой износ более 15,0 мм, должны производиться ежемесячные замеры величины бокового износа дорожным мастером на данных участках с последующим анализом интенсивности нарастания износа начальником дистанции пути и его докладом в службу пути. | |||
| 46.3-4 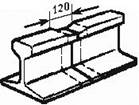 | Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа. | Код дефекта: в сварном стыке 46.3 46.4 |
 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение технологии упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При нарастании числа дефектных рельсов с деф.46.3-4 в условиях эксплуатации, соответствующих действующим нормативам, информировать об этом предприятие, выполнившее сварку рельсов. | ||