ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 1227
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| 47.3-4  | Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла до пропуска гарантийного тоннажа. | Код дефекта: в сварном стыке 47.3 47.4 |
 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. | ||
| 50.1-2  | Вертикальные расслоения шейки из-за нарушения технологии изготовления рельсов | Код дефекта: в стыке 50.1 вне стыка 50.2 |
 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Дефекты технологии изготовления рельсов в виде остатков усадочной раковины, центральной пористости, резко выраженной ликвации в шейке рельса или наличия скоплений неметаллических включений могут привести к образованию расслоения шейки в эксплуатации. СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие расслоение шейки, являются остродефектными (ОДР) и подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ||
| 53.1  | Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках. | Код дефекта: в стыке 53.1 |
 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Концентрация напряжений на кромках болтовых отверстий. Неудовлетворительное содержание стыков (ослабление болтов, смятие и провисание концов рельсов, просадки, большие растянутые зазоры) может стать причиной появления и развития дефекта. Отсутствие упрочнения болтовых отверстий, отсутствие или некачественное исполнение фасок, надрывы на кромках отверстий, неровности на поверхности отверстий из-за некачественного сверления и коррозия ускоряют и облегчают процесс трещинообразования. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр со снятием накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке от болтовых отверстий являются остродефектными (ОДР) и подлежат замене без промедления. При установлении причины возникновения трещины от некачественного изготовления отверстия предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому изготовителю отверстий в рельсах. | ||
| 55.1-2 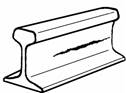 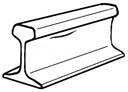 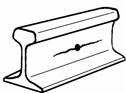 | Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений, от маркировочных знаков, отверстий и других концентраторов напряжений | Код дефекта: в стыке 55.1 вне стыка 55.2 |
  ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате ударов по шейке и других механических повреждений в шейке или в месте перехода шейки в головку могут образовываться трещины, которые при своем развитии могут привести к излому рельса. Концентраторы напряжений в виде отверстий, острых маркировочных знаков или острых кромок в местах перехода шейки в головку могут способствовать образованию трещин. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, в том числе со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке и в месте её перехода в головку являются остродефектными (ОДР) и подлежат замене без промедления. В случае обнаружения трещины от маркировочных знаков и других концентраторов напряжений, возникших при изготовлении рельсов, предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ||
| 56.3-4 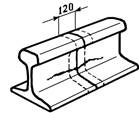 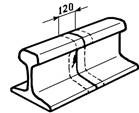 | Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. | Код дефекта: в сварном стыке 56.3 56.4 | |
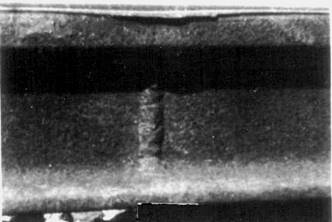
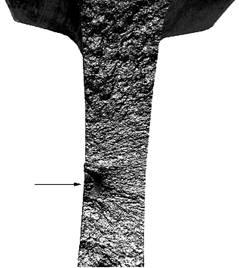
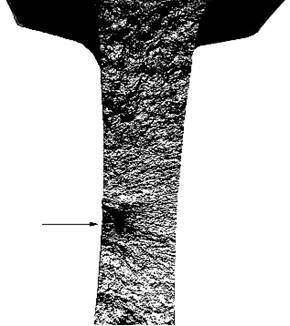 Вид поверхности трещины после вскрытия дефекта. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7 мм), остальное – зона хрупкого долома. |  | ||
| ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные - в результате нарушения режима сварки. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и в Правилах контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Информировать предприятие, которое производило сварку рельсов, о факте образования дефекта и условиях работы рельса. | |||
| 57.3-4 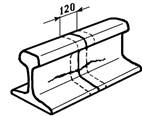 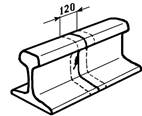  | Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. | Код дефекта: в сварном стыке 57.3 57.4 | |
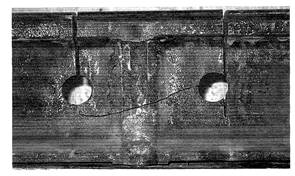
 |  Вид поверхности трещины после вскрытия дефекта 57.3. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7,0 мм), остальное – зона хрупкого долома. | ||
 | |||
| ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные - в результате нарушения режима сварки. Трещины по болтовым отверстиям сварных стыков, сваренных алюминотермитным способом, возникают из-за неудовлетворительной обработки поверхностей отверстий (отсутствия фасок, наличия заусенцев, задиров от сверления на цилиндрической поверхности), внутренних дефектов в шейке рельсов вблизи концов рельсов, внутренних дефектов термитного шва. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и с Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. |
| 60.1-2  | Трещины и выколы в подошве из-за нарушений технологии изготовления рельсов. | Код дефекта: в стыке 60.1 вне стыка 60.2 |
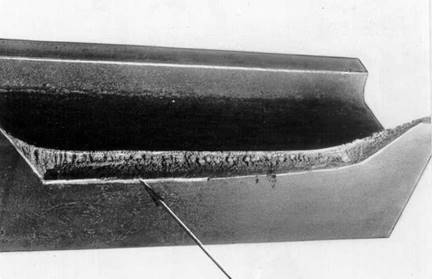 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе изготовления рельсов из-за недостатков или нарушения технологии производства на их подошве могут образоваться дефекты (показан стрелкой) в виде волосовин, закатов и другие, которые в процессе эксплуатации могут привести к образованию трещин, а затем к выколу части подошвы или излому рельса (дефект 70.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ||
1 ... 6 7 8 9 10 11 12 13 14