Файл: 1 Анализ способов обработки глубоких отверстий, конструкций инструментов для глубокого сверления, сил, действующих на сверло, факторов, оказывающих влияние на силы, моделей контакта при трении.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 124
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
увеличение коэффициента заполнения профиля, значительное увеличение радиуса закруглений при вершинах неровностей, снижение значения комплексного критерия износостойкости. В работах [56, 76] показаны исследования влияния степени шероховатости и направления скольжения по отношению к направлению финишной обработки на коэффициент трения в условиях различных нагрузок. Опыты показывают, что влияние направления скольжения на коэффициент трения весьма значительно, что объясняется различием в продольной и поперечной шероховатостях. Причем, автор [66] объясняет повышение коэффициента трения при скольжении в направлении штрихов обработки ухудшением условий смазки.
Основополагающими работами, в которых показаны зависимости износа металлов от микрогеометрии поверхностей и направлений следов обработки для поверхностей с равнозначными значениями шероховатостей, являются работы П.Е. Дьяченко [31, 32]. Технологическое обеспечение и повышение эксплуатационных свойств деталей машин показано в работах А.М. Дальского и А.Г. Суслова [27].
Для определения влияния параметров шероховатости поверхности с различными направлениями неровностей на их износостойкость в данной работе производили изнашивание образцов по схеме трения скольжения колодка – ролик (рисунок 21). При испытаниях на истирание условия взаимодействия поверхностей образцов и контртел старались максимально приблизить к условиям взаимодействия направляющих поверхностей сверла глубокого сверления и обрабатываемого отверстия. Образцы имели различный тип направлений неровностей, а контртела – постоянный. Образцы представляют собой втулки Ø 65 мм, шириной 40 мм. Материал образцов Сталь 40Х, контртела Сталь 45, суммарная частота вращения n= 3 сек ־¹. В процессе испытаний производили взвешивание образцов.
В таблице 2 показаны результаты испытаний на износостойкость, а на рисунке 25 представлено изменение величины износа образцов в процессе испытаний на износ в зависимости от типа направлений неровностей.





Рисунок 25–Схема рабочей зоны машины трения
Таблица 2– Результаты испытаний на износ образцов с различным типом направлений неровностей
Рисунок 26–Образец и изменение износа образцов с различным типом направлений неровностей
Как показывает анализ полученных результатов, наиболее плавное изменение указанных параметров наблюдается для сочетания скрещивающегося и перпендикулярного взаимодействия микрорельефов. Перпендикулярное взаимодействие направлений неровностей трущейся пары характеризуется наименьшим износом образца.
При изменении типа взаимодействия микрорельефов от параллельного до перпендикулярного происходит изменение параметров шероховатости – снижается высота неровностей, увеличивается радиус закругления вершин, увеличивается относительная опорная длина профиля. Возрастание несущей способности профиля должно привести к снижению износа, что подтверждается результатами взвешивания образцов.
Анализ приработки по параметрам шероховатости величин износа образцов показывает, что при параллельном взаимодействии направлений неровностей образца и контртела износ образца происходит по всей высоте неровностей профиля. Износ поверхностей образцов при скрещивающемся или параллельном взаимодействии направлений неровностей происходит в основном по вершинам неровностей, притупляя их.
Уменьшение величины износа образцов с скрещивающимся и параллельным типом направлений неровностей объясняется более благоприятными условиями трения таких поверхностей. Такие условия возникают при наличии в зоне трения достаточного количества смазки, разделяющей трущиеся поверхности.
При шлифовании на обработанных поверхностях создается система сообщающихся микроканавок образца и контактирующего с ним контртела. При движении поверхностей с одинаково ориентированными в направлении относительного перемещения следами обработки масло под давлением, создаваемым в зоне контакта, вытесняется из него через микроканавки.
Контакт трущихся поверхностей носит дискретный характер, поэтому давление, создаваемое в зоне контакта, весьма значительно. Это давление препятствует прохождению смазки между неровностями. Для прохождения смазки необходимо раздвинуть неровности сопрягаемых поверхностей. Расположение неровностей под углом к направлению относительного перемещения поверхностей позволяет раздвинуть неровности контактирующих поверхностей. Располагая микронеровности под углом по отношению друг к другу, мы увеличиваем фактическую площадь контакта, не уменьшая количество смазки, попадаемое в зону контакта через микроуглубления. Это является несомненным достоинством поверхностей с различным типом направлений неровностей трущейся пары
3.3 Методика оценки микрорельефа рабочей
поверхности направляющих сверла
Оценку микрорельефа рабочей поверхности направляющих производили в производственных и лабораторных условиях. Измерение шероховатости производили непосредственно на направляющих корпуса сверла глубокого сверления диаметром 75 мм сверлильно-расточного станка модели PT 6018. Оценку микрорельефа производили вдоль оси сверла, что соответствует шероховатости, измеренной перпендикулярно направлению следов обработки и вектору скорости резания.
Измерение параметров шероховатости производили профильным методом [30]. Для измерения применяли профилограф-профилометр модели 170311 московского инструментального завода “Калибр” (рис. 53). Измерение шероховатости выполняли в соответствии с инструкцией по эксплуатации данного прибора. Перед началом измерений образцы промывали в ацетоне с целью удаления с контролируемых поверхностей масла и загрязнений и сушили в сушильном шкафу при t = 75…80º в течение 30 минут.
В качестве показателей, по которым производили оценку микрорельефа, принимали стандартные параметры и тип направлений неровностей в соответствии с ГОСТ 2789 – 73. При проведении измерений значения базовых длин в соответствии с рекомендациями ГОСТ 2789 – 73 были приняты равными 0,25 мм и 0,8 мм. Оценку типа направлений неровностей производили путем анализа фотографий контролируемой поверхности, выполненных на цифровом фотоаппарате с последующим увеличением.
Статистическую оценку параметров шероховатости осуществляли по среднему значению, дисперсии, среднеквадратичному отклонению. Статистическую обработку полученных результатов параметров шероховатости с заданной степенью достоверности = 0,95 на каждом образце (направляющей) производили по 18 замеров. Степень достоверности определялась систематической погрешностью прибора профилографа - профилометра модели 170311 завода «Калибр», которая по паспорту прибора составляет 5 %.
= 0,95 на каждом образце (направляющей) производили по 18 замеров. Степень достоверности определялась систематической погрешностью прибора профилографа - профилометра модели 170311 завода «Калибр», которая по паспорту прибора составляет 5 %.



Рисунок 27–Измерение параметров шероховатости направляющих
профилографом - профилометром модели 170311
3.4 Статистическая оценка параметров шероховатости рабочей поверхности направляющих элементов, обработанных по существующей технологии
Для последующей оценки параметров шероховатости поверхности направляющих сверла глубокого сверления, наносимых по существующей в цехе технологии, производили обработку поверхности направляющих на универсальном круглошлифовальном станке модели 3131 (рисунок 28) [70].
Направляющие шлифовались шлифовальным кругом прямого профиля, наружным диаметром D = 350 мм, высотой Т = 40 мм, диаметром посадочного отверстия Н = 76 мм, из белого электрокорунда марки 25А, зернистости 25, степени твердости СМ 1, номером структуры 6, на керамической связке К5, класса точности A, 2 класса неуравновешенности: 1 - 350 x 40 x 76 25A 25 СМ 1 6 К5 A 2 кл. ГОСТ 2424 - 83


Рисунок 28 – Обработка направляющих по существующей технологии на
круглошлифовальном станке
Обработка полученных статистических данных, а также анализ фотографий шероховатости рабочей поверхности направляющих показывает, что направляющие, обработанные по существующей технологии периферией шлифовального круга прямого профиля, имеют явно выраженную анизотропию шероховатости. На рисунке 29 представлены фотографии сверлильной головки и поверхности направляющих элементов, обработанных по существующей технологии. Значения величины среднего арифметического отклонения профиля в направлении вектора скорости резания R min и перпендикулярно ему R max распределены соответственно в интервалах:
Ra min = 0,13…0,18 мкм, Ra max = 0,35…0,55 мкм.

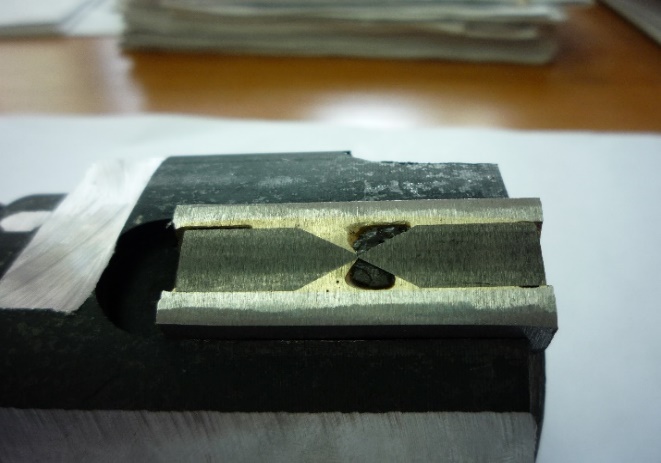
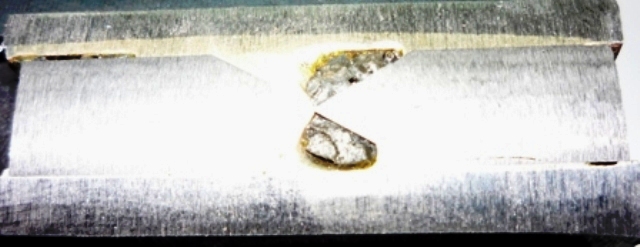
Рисунок 29–Сверлильная головка и поверхность направляющей, обработанные по существующей в цехе технологии
Выборочные средние значения среднего арифметического отклонения профиля для группы исследованных направляющих равны соответственно
Ra max = 0,45 мкм, Ra min = 0,15 мкм.
Таким образом, коэффициент анизотропии, то есть коэффициент, выражающий отклонение максимального значения параметра шероховатости к его минимальному значению для поверхности направляющих, обработанных по существующей технологии, равен 2,7…3,0.
Микропрофиль в направлении вектора скорости резания – вдоль направлений рисок обработки – отличается от микропрофиля в направлении перпендикулярном рискам обработки не только по высоте неровностей, но и по характеру распределения и форме микровыступов.
Так, микропрофиль в направлении вектора скорости резания характеризуется большим шагом неровностей – меньшим числом пиков, большими радиусами закруглений выступов и впадин по сравнению с микропрофилем в направлении, перпендикулярном вектору скорости резания.
В таблице 7 представлены статистические характеристики параметров шероховатости, измеренной вдоль оси сверла. Анализ расположения неровностей поверхности направляющих, обработанных по существующей технологии, показывает, что соответствующий тип направлений неровностей по ГОСТ 2789 – 73 можно классифицировать как параллельный микрорельеф перпендикулярный оси сверла. Риски от режущих зерен или шлифованного круга, определяющие микрорельеф поверхности, имеют ярко выраженное направление вектора скорости резания.
Таблица 3–Характеристика параметров шероховатости микрорельефа поверхности направляющих элементов, обработанных по существующей технологии шлифовальным кругом прямого профиля (параллельный микрорельеф перпендикулярный оси сверла).
Основополагающими работами, в которых показаны зависимости износа металлов от микрогеометрии поверхностей и направлений следов обработки для поверхностей с равнозначными значениями шероховатостей, являются работы П.Е. Дьяченко [31, 32]. Технологическое обеспечение и повышение эксплуатационных свойств деталей машин показано в работах А.М. Дальского и А.Г. Суслова [27].
Для определения влияния параметров шероховатости поверхности с различными направлениями неровностей на их износостойкость в данной работе производили изнашивание образцов по схеме трения скольжения колодка – ролик (рисунок 21). При испытаниях на истирание условия взаимодействия поверхностей образцов и контртел старались максимально приблизить к условиям взаимодействия направляющих поверхностей сверла глубокого сверления и обрабатываемого отверстия. Образцы имели различный тип направлений неровностей, а контртела – постоянный. Образцы представляют собой втулки Ø 65 мм, шириной 40 мм. Материал образцов Сталь 40Х, контртела Сталь 45, суммарная частота вращения n= 3 сек ־¹. В процессе испытаний производили взвешивание образцов.
В таблице 2 показаны результаты испытаний на износостойкость, а на рисунке 25 представлено изменение величины износа образцов в процессе испытаний на износ в зависимости от типа направлений неровностей.
Рисунок 25–Схема рабочей зоны машины трения
| Вид взаимодействия микрорельефов | Износ, мг, при кол-ве циклов нагружений, N тыс. циклов. | ||||
| 30 | 60 | 90 | 120 | 150 | |
| Параллельно | 9 | 12 | 13 | 13,5 | 15 |
| Под углом 45º | 6 | 9 | 9,5 | 10 | 12 |
| Перпендикулярно | 2 | 3 | 3,5 | 4 | 5,5 |
Рисунок 26–Образец и изменение износа образцов с различным типом направлений неровностей
Как показывает анализ полученных результатов, наиболее плавное изменение указанных параметров наблюдается для сочетания скрещивающегося и перпендикулярного взаимодействия микрорельефов. Перпендикулярное взаимодействие направлений неровностей трущейся пары характеризуется наименьшим износом образца.
При изменении типа взаимодействия микрорельефов от параллельного до перпендикулярного происходит изменение параметров шероховатости – снижается высота неровностей, увеличивается радиус закругления вершин, увеличивается относительная опорная длина профиля. Возрастание несущей способности профиля должно привести к снижению износа, что подтверждается результатами взвешивания образцов.
Анализ приработки по параметрам шероховатости величин износа образцов показывает, что при параллельном взаимодействии направлений неровностей образца и контртела износ образца происходит по всей высоте неровностей профиля. Износ поверхностей образцов при скрещивающемся или параллельном взаимодействии направлений неровностей происходит в основном по вершинам неровностей, притупляя их.
Уменьшение величины износа образцов с скрещивающимся и параллельным типом направлений неровностей объясняется более благоприятными условиями трения таких поверхностей. Такие условия возникают при наличии в зоне трения достаточного количества смазки, разделяющей трущиеся поверхности.
При шлифовании на обработанных поверхностях создается система сообщающихся микроканавок образца и контактирующего с ним контртела. При движении поверхностей с одинаково ориентированными в направлении относительного перемещения следами обработки масло под давлением, создаваемым в зоне контакта, вытесняется из него через микроканавки.
Контакт трущихся поверхностей носит дискретный характер, поэтому давление, создаваемое в зоне контакта, весьма значительно. Это давление препятствует прохождению смазки между неровностями. Для прохождения смазки необходимо раздвинуть неровности сопрягаемых поверхностей. Расположение неровностей под углом к направлению относительного перемещения поверхностей позволяет раздвинуть неровности контактирующих поверхностей. Располагая микронеровности под углом по отношению друг к другу, мы увеличиваем фактическую площадь контакта, не уменьшая количество смазки, попадаемое в зону контакта через микроуглубления. Это является несомненным достоинством поверхностей с различным типом направлений неровностей трущейся пары
3.3 Методика оценки микрорельефа рабочей
поверхности направляющих сверла
Оценку микрорельефа рабочей поверхности направляющих производили в производственных и лабораторных условиях. Измерение шероховатости производили непосредственно на направляющих корпуса сверла глубокого сверления диаметром 75 мм сверлильно-расточного станка модели PT 6018. Оценку микрорельефа производили вдоль оси сверла, что соответствует шероховатости, измеренной перпендикулярно направлению следов обработки и вектору скорости резания.
Измерение параметров шероховатости производили профильным методом [30]. Для измерения применяли профилограф-профилометр модели 170311 московского инструментального завода “Калибр” (рис. 53). Измерение шероховатости выполняли в соответствии с инструкцией по эксплуатации данного прибора. Перед началом измерений образцы промывали в ацетоне с целью удаления с контролируемых поверхностей масла и загрязнений и сушили в сушильном шкафу при t = 75…80º в течение 30 минут.
В качестве показателей, по которым производили оценку микрорельефа, принимали стандартные параметры и тип направлений неровностей в соответствии с ГОСТ 2789 – 73. При проведении измерений значения базовых длин в соответствии с рекомендациями ГОСТ 2789 – 73 были приняты равными 0,25 мм и 0,8 мм. Оценку типа направлений неровностей производили путем анализа фотографий контролируемой поверхности, выполненных на цифровом фотоаппарате с последующим увеличением.
Статистическую оценку параметров шероховатости осуществляли по среднему значению, дисперсии, среднеквадратичному отклонению. Статистическую обработку полученных результатов параметров шероховатости с заданной степенью достоверности
= 0,95 на каждом образце (направляющей) производили по 18 замеров. Степень достоверности определялась систематической погрешностью прибора профилографа - профилометра модели 170311 завода «Калибр», которая по паспорту прибора составляет 5 %. Рисунок 27–Измерение параметров шероховатости направляющих
профилографом - профилометром модели 170311
3.4 Статистическая оценка параметров шероховатости рабочей поверхности направляющих элементов, обработанных по существующей технологии
Для последующей оценки параметров шероховатости поверхности направляющих сверла глубокого сверления, наносимых по существующей в цехе технологии, производили обработку поверхности направляющих на универсальном круглошлифовальном станке модели 3131 (рисунок 28) [70].
Направляющие шлифовались шлифовальным кругом прямого профиля, наружным диаметром D = 350 мм, высотой Т = 40 мм, диаметром посадочного отверстия Н = 76 мм, из белого электрокорунда марки 25А, зернистости 25, степени твердости СМ 1, номером структуры 6, на керамической связке К5, класса точности A, 2 класса неуравновешенности: 1 - 350 x 40 x 76 25A 25 СМ 1 6 К5 A 2 кл. ГОСТ 2424 - 83
Рисунок 28 – Обработка направляющих по существующей технологии на
круглошлифовальном станке
Обработка полученных статистических данных, а также анализ фотографий шероховатости рабочей поверхности направляющих показывает, что направляющие, обработанные по существующей технологии периферией шлифовального круга прямого профиля, имеют явно выраженную анизотропию шероховатости. На рисунке 29 представлены фотографии сверлильной головки и поверхности направляющих элементов, обработанных по существующей технологии. Значения величины среднего арифметического отклонения профиля в направлении вектора скорости резания R min и перпендикулярно ему R max распределены соответственно в интервалах:
Ra min = 0,13…0,18 мкм, Ra max = 0,35…0,55 мкм.
Рисунок 29–Сверлильная головка и поверхность направляющей, обработанные по существующей в цехе технологии
Выборочные средние значения среднего арифметического отклонения профиля для группы исследованных направляющих равны соответственно
Ra max = 0,45 мкм, Ra min = 0,15 мкм.
Таким образом, коэффициент анизотропии, то есть коэффициент, выражающий отклонение максимального значения параметра шероховатости к его минимальному значению для поверхности направляющих, обработанных по существующей технологии, равен 2,7…3,0.
Микропрофиль в направлении вектора скорости резания – вдоль направлений рисок обработки – отличается от микропрофиля в направлении перпендикулярном рискам обработки не только по высоте неровностей, но и по характеру распределения и форме микровыступов.
Так, микропрофиль в направлении вектора скорости резания характеризуется большим шагом неровностей – меньшим числом пиков, большими радиусами закруглений выступов и впадин по сравнению с микропрофилем в направлении, перпендикулярном вектору скорости резания.
В таблице 7 представлены статистические характеристики параметров шероховатости, измеренной вдоль оси сверла. Анализ расположения неровностей поверхности направляющих, обработанных по существующей технологии, показывает, что соответствующий тип направлений неровностей по ГОСТ 2789 – 73 можно классифицировать как параллельный микрорельеф перпендикулярный оси сверла. Риски от режущих зерен или шлифованного круга, определяющие микрорельеф поверхности, имеют ярко выраженное направление вектора скорости резания.
Таблица 3–Характеристика параметров шероховатости микрорельефа поверхности направляющих элементов, обработанных по существующей технологии шлифовальным кругом прямого профиля (параллельный микрорельеф перпендикулярный оси сверла).
| Параметры шерохо-ватости поверхности | Число участков измерений | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||||||||
| Ra | 0,41 | 0,38 | 0,35 | 0,38 | 0,36 | 0,53 | 0,38 | |||||||||
| Rz | 1,72 | 1,49 | 1,42 | 1,48 | 1,44 | 1,94 | 1,5 | |||||||||
| Rmax | 2,52 | 2,1 | 1,55 | 2,02 | 1,97 | 2,95 | 2,15 | |||||||||
| Параметры шерохо-ватости поверхности | Число участков измерений | |||||||||||||||
| 8 | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||
| Ra | 0,5 | 0,43 | 0,52 | 0,38 | 0,5 | 0,46 | 0,45 | |||||||||
| Rz | 1,79 | 1,74 | 1,91 | 1,52 | 1,9 | 1,77 | 1,75 | |||||||||
| Rmax | 2,8 | 2,54 | 2,85 | 2,2 | 2,81 | 2,61 | 2,6 | |||||||||
| Параметры шерохо-ватости поверхности | Число участков измерений | Дис-персия | Седне-кв.откл | Средн. Значен. | ||||||||||||
| 15 | 16 | 17 | 18 | |||||||||||||
| Ra | 0,42 | 0,55 | 0,5 | 0,4 | 0,00388 | 0,06226 | 0,4389 | |||||||||
| Rz | 1,71 | 2,1 | 1,77 | 1,69 | 0,03528 | 0,18784 | 1,7022 | |||||||||
| Rmax | 2,53 | 3,05 | 2,78 | 2,48 | 0,11685 | 0,34183 | 2,495 | |||||||||