Файл: Государственное бюджетное профессиональное образовательное учреждение московский государственный образовательный комплекс.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 205
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Глава 3. Алгоритм расчёта параметров печатающей головки.................................63
Глава 1. Анализ известных исследований точности аддитивных мехатронных установок
2. Смещение предыдущего слоя относительно нанесенного слоя;
3. Плотность при укладке слоев.
Глава 2. Расчёт и проектирование литьевой мехатронной аддитивной установки. Математический анализ.
2.1. Разработка мехатронной установки присадок для производства форм для литья в песчаные формы.
1. подсистема производства связующего;
2. Подсистема порошкового покрытия.
Расширенная структурная схема технологического комплекса представлена на рисунке 2.1.3.
Основываясь на том факте, что объем смолы, впрыскиваемой в процессе каплепадения, равен произведению количества капель на объем каждой капли.
???????? = ????т ∙ ???????? и ????т = ???????? ∙ ???????? ∙ ????2. Также можно найти плотность распределения капель по оси X:
Заменяя выражение в формуле, мы получаем выражение для определения плотности распределения капель по оси X:
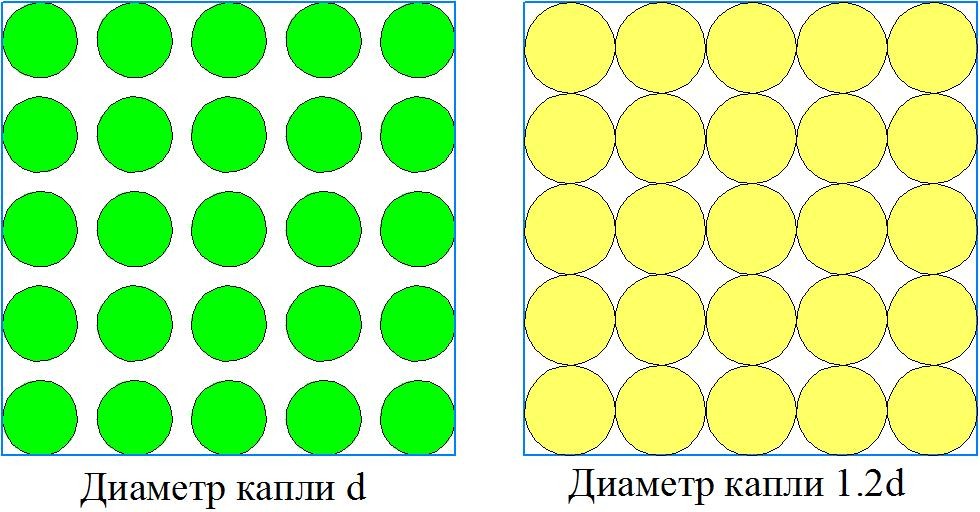
Рисунок 3.1.2 – Изменение размера капли вносимого связующего материала
Вы можете использовать это выражение, чтобы найти плотность капель по оси X. Однако в этом выражении не учитывается коэффициент, ограничивающий разницу в плотности капель по осям XY и Y. Этот коэффициент будет введен позже при создании алгоритма. Расчет параметров.
Следующий параметр, который можно использовать для изменения количества связующего в порошковом покрытии, - это объем капли. Все современные печатающие головки позволяют увеличивать объем капель от номинального. Вы можете использовать это выражение, чтобы найти плотность капель по оси X. Однако это выражение не учитывает коэффициент коэффициента, ограничивающий разницу в плотности капель по осям XY и Y. Этот фактор будет введен позже при создании алгоритма. Расчет параметров.
 Следующий параметр, который можно использовать для изменения количества связующего в порошковом покрытии, - это объем капли. Все современные печатающие головки позволяют увеличивать объем капель от номинального.
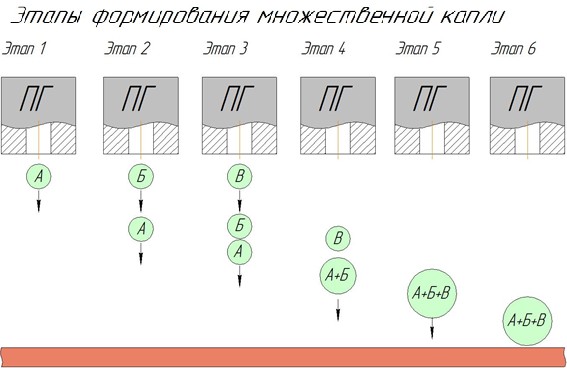
Следующий параметр, который можно использовать для изменения количества связующего в порошковом покрытии, - это объем капли. Все современные печатающие головки позволяют увеличивать объем капель от номинального.Рисунок 3.1.3 – Принцип
формирования множественной капли
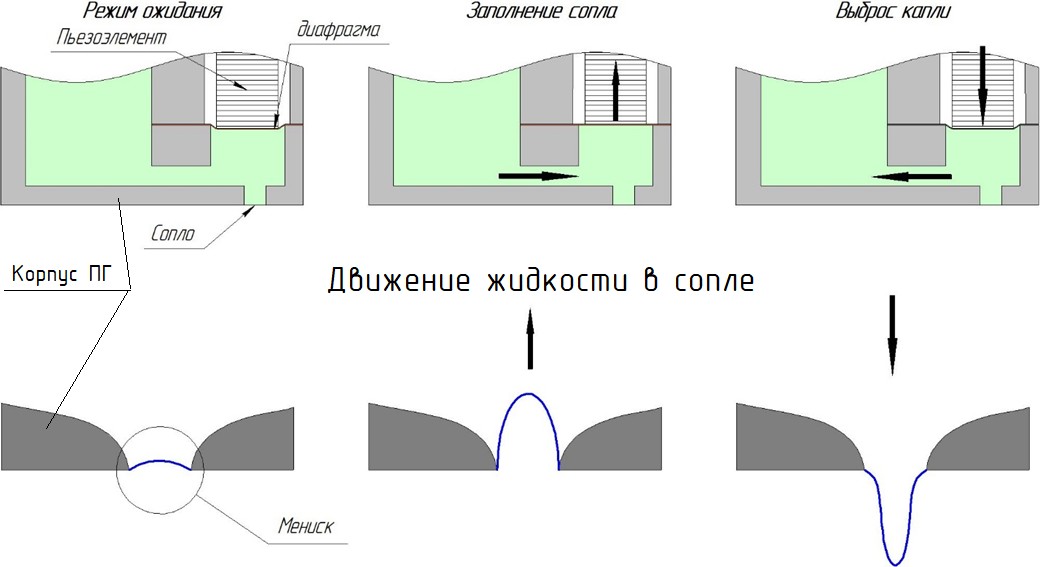
Рисунок 3.1.4 – Принципиальная схема работы печатающей головки
Изменение объема капель происходит из-за применения к печатающей головке технологии множественных капель, которая позволяет формировать капли большого размера при выбросе дополнительных капель (рисунок 3.1.3).
Для реализации этого метода воспользуемся колебательным движением поверхности жидкости на мениске сопла, вызванным выбросом первой капли (рис. 3.1.4).
Процесс заполнения и выброса осуществляется путем подачи напряжения на пьезоэлектрический элемент, деформируемый током. Импульс, приводящий в движение пьезокерамику, имеет форму трапеции (рис. 3.1.5) и соответствует колебаниям мениска.
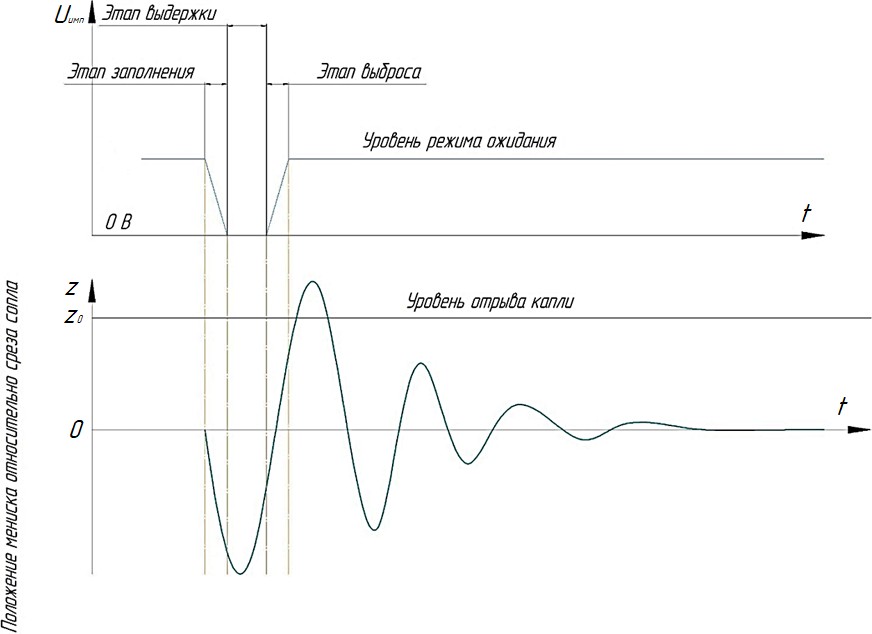
Рисунок 3.1.5 – Положение мениска и его соответствие управляющему сигналу
Уровни напряжения и время для каждого шага зависят от печатающей головки, используемой в технологической установке.
Чтобы реализовать возможность нескольких падений, на пьезоэлектрическую керамику необходимо подавать дополнительные трапециевидные сигналы в зависимости от колебательного движения мениска (рисунок 3.1.6). На этом рисунке показана последовательность импульсов для трех капель, но некоторые модели печатающих головок поддерживают до пяти капель.
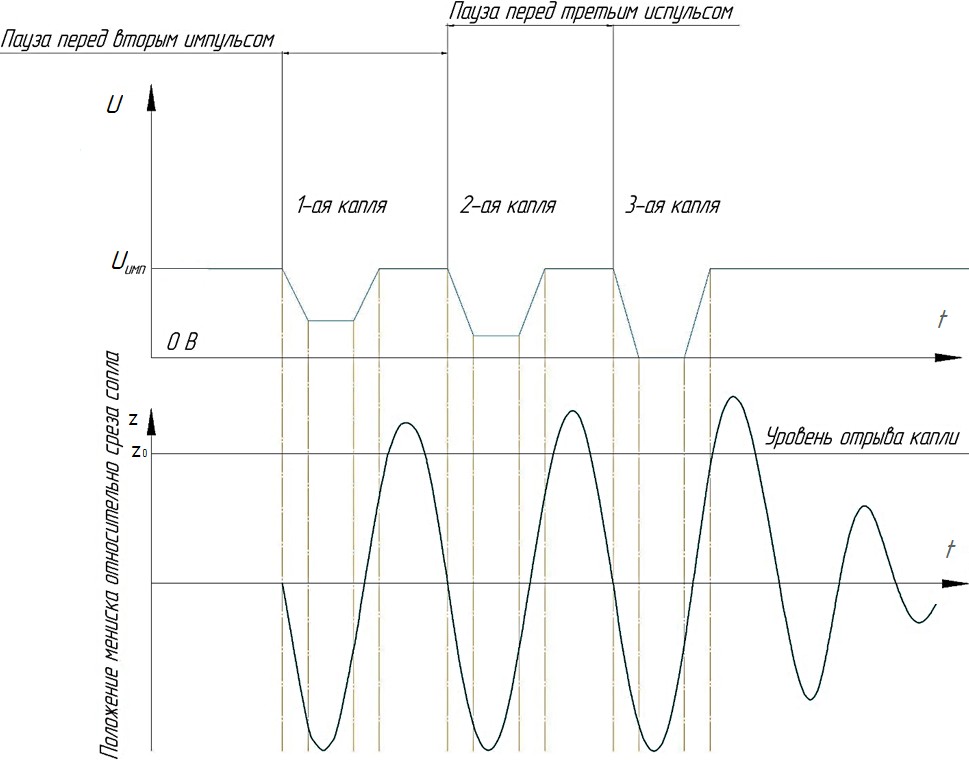
Рисунок 3.1.6 – Положение мениска и его соответствие управляющему сигналу для множественной капли
Увеличение напряжения для заполнения камеры и последующего выброса для каждой капли разное и Vp1
Объем образовавшейся капли складывается из объемов основной капли и других капель. В этом случае необходимость и количество дополнительных капель для каждого слоя в зависимости от его толщины рассчитываются индивидуально.
Номинальный объем капель зависит от модели и производителя печатающей головки. Объем каждой субкапли зависит от напряжения конкретного импульса.
Зависимость размера капли от напряжения, приложенного к пьезоэлементу, показана на рисунке 3.1.7.

Объем капли, пл
 Рисунок 3.1.7 – Зависимость размера капли от напряжения на пьезоэлементах
Рисунок 3.1.7 – Зависимость размера капли от напряжения на пьезоэлементахКак видно из графика для печатающей головки с номинальным размером капли 30 мкл, диапазон объема капли составляет 18-105 мкл. В объеме капли есть только одно место; Невозможно добиться уменьшения объема с 33 до 38 мкл.
Следует отметить, что использование нескольких капель снизит максимальную рабочую частоту ???????????????? печатающая головка. Это связано с ограничением продолжительности минимальной паузы между циклами зажигания, которая необходима для гашения процесса колебания мениска после выброса капли (субкапли). Скорость выброса капель, в свою очередь, влияет на максимально достижимую скорость печатающей головки по оси X. Это ограничение не актуально для большинства решений, поскольку существующие частоты напора и распределение точек допускают скорость до 2 м / с.
Полученные графики можно аппроксимировать функцией прямой линии ????к???? = ????????????имп + ???????? , значения ???????? и ???????? они индивидуальны для каждого расписания. Для нахождения значений коэффициента воспользуемся методом наименьших квадратов. С большой долей вероятности можно предположить, что для других моделей печатающих головок зависимость падения напряжения от объема также является линейной и описывается функцией, проходящей через наклон ???????? и ординату. В результате разработанная мехатронная система может быть использована для различных печатающих головок. В этом случае параметры ????????, ???????? и ????imp являются входными параметрами, введенными во время настройки системы. Изменяя напряжение питания, можно плавно изменять размер капель, что позволяет регулировать введение связующего в слой порошка с высокой точностью, чтобы удовлетворить требованиям массовой доли связующего. Однако при изменении напряжения, приложенного к пьезоэлектрическим элементам печатающей головки, помимо увеличения объема капли, изменяется и скорость полета капли связующего. Изменение скорости полета капли на постоянном расстоянии от сопла печатающей головки до поверхности слоя порошка вызывает смещение начальной точки геометрии текущего слоя относительно предыдущей. И сохранить видимость дефектов в изделии.
Рассмотрим совокупное влияние изменения плотности распределения точек и параметров объема капли на количество вводимого в слой порошка связующего. Количество связующего можно изменить, изменив плотность капель, а также изменив размер самой капли, и их можно использовать вместе для усиления эффекта.
Как было сказано выше, изменение плотности распределения капель ограничивается коэффициентом, допустимые значения которого определяются техником для определенных условий процесса, технологических и материальных требований.
Изменение размера капель сопровождается изменением количества мелких капель или изменением напряжения, приложенного к пьезоэлементу. В первом случае, как было сказано выше, это снижает рабочую частоту печатающей головки, что не очень важно, во втором случае превышение номинального напряжения сокращает срок службы печатающей головки.
Не удалось найти точных данных о зависимости срока службы головки от уровня нагрузки, но можно сделать вывод, что предпочтительный метод увеличения количества связующего - это в основном комбинация изменения плотности распределения точек. и использование многоточечной технологии. Использование изменения напряжения может использоваться для регулировки размера капель или для достижения предельной толщины слоя.
На основе указанных выше предельных значений толщины слоя с учетом ограничений производительности для выбранной печатающей головки Xar со следующими параметрами: размеры капель: Vk = 18..105pl
-
Плотность распределения точек по оси Y: Ry=300dpi,
-
Коэффициент разности в плотности распределения точек: ???????????? = 0,5. .4; -
Насыпная плотность порошка ????п = 1,6г/см3 -
Плотность связующего ????с = 1,14г/см3;
Будут показаны на следующих графиках ниже:
t1
Рисунок 3.1.8 – График изменения толщ
ины слоя от коэффициента ???????????????????????????????? и объема капли
Зависимость максимальной и минимальной толщины слоя от массовой доли связующего показана на рисунке 3.1.10.
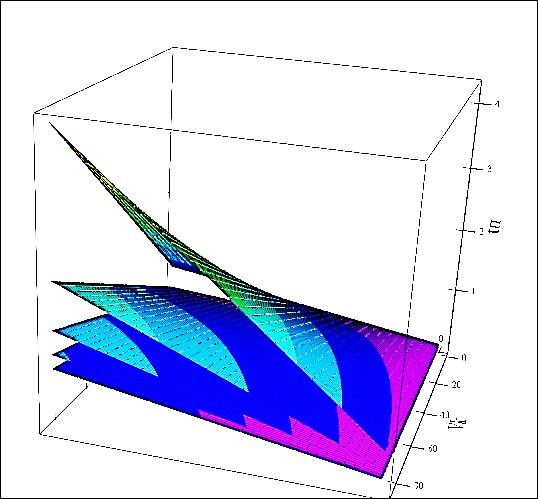 Рисунок 3.1.9 – Группа графиков изменения толщины слоя от коэффициента ???????????? и объема капли для различных значений ????с.
Рисунок 3.1.9 – Группа графиков изменения толщины слоя от коэффициента ???????????? и объема капли для различных значений ????с.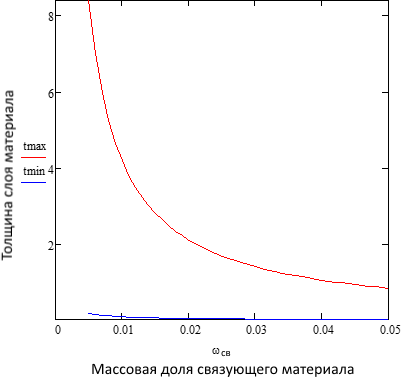
Рисунок 3.1.10 – Зависимость максимальной и минимальной толщины слоя от массовой доли связующего
Диапазон максимально достижимой толщины для выбранной печатающей головки для различных значений массовой доли связующего c = 0,05% составляет от 0,838 мм до 8,379 мм. Это показывает, что выбранная печатающая головка позволяет реализовать технологические режимы в широком диапазоне.
Согласно проведенным исследованиям, технологические ограничения толщины слоя для технологии изготовления литейных форм из песчаных смесей находятся в пределах от 0,15 мм до 1 мм. Нижний предел ограничен гранулометрическим составом используемого порошка (средний размер частиц 0,1 мм), ниже этого значения невозможно получить слой порошка приемлемого качества. Верхний предел ограничен взаимодействием жидкого связующего с порошковым материалом; При превышении определенного значения связующее не склеивает слои между собой.
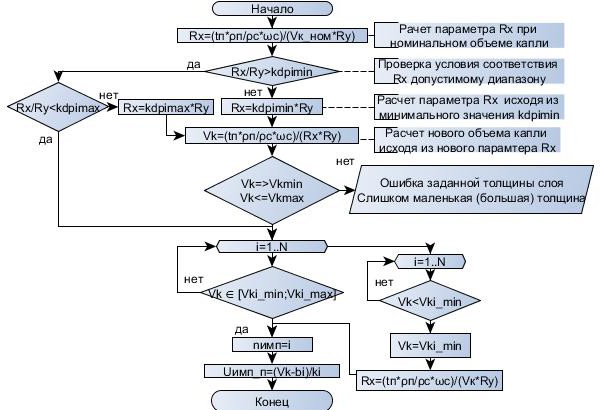
Алгоритм расчета параметров следующий (рисунок 3.1.11). Сначала мы рассчитываем параметр Rx на основе номинального размера капли (поскольку номинальный размер капли - это номинальное напряжение пьезоэлемента, что является предпочтительным режимом работы печатающей головки), затем мы проверяем разницу в распределении точек по топоры. (Коэффициент Kdpi), а в случае неточностей установите параметр Rx на минимально или максимально допустимый.