Файл: Государственное бюджетное профессиональное образовательное учреждение московский государственный образовательный комплекс.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 208
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Глава 3. Алгоритм расчёта параметров печатающей головки.................................63
Глава 1. Анализ известных исследований точности аддитивных мехатронных установок
2. Смещение предыдущего слоя относительно нанесенного слоя;
3. Плотность при укладке слоев.
Глава 2. Расчёт и проектирование литьевой мехатронной аддитивной установки. Математический анализ.
2.1. Разработка мехатронной установки присадок для производства форм для литья в песчаные формы.
1. подсистема производства связующего;
2. Подсистема порошкового покрытия.
Расширенная структурная схема технологического комплекса представлена на рисунке 2.1.3.
Глава 1. Анализ известных исследований точности аддитивных мехатронных установок
В последнее время промышленность начала использовать дополнительные ресурсы для производства многослойных форм из смолы для изготовления форм со сложной геометрией, которые чрезвычайно трудно, если вообще возможно, изготовить обычными методами. Особенностью рассматриваемых аддитивных систем является то, что они сочетают в себе системы управления на базе промышленных персональных компьютеров, управляющих цифровой моделью изделия, цифровые исполнительные механизмы (сервоприводы) с механизмами линейного перемещения на основе зубчатого ремня и пары шпинделей, шариков. (Шарико-винтовая передача) рабочая часть (пьезоэлектрическая печатающая головка) с программируемыми пьезоэлементами, которые синергетически объединены по принципам мехатроники и характеризуются высокой степенью автоматизации технологического процесса.
-
Общая информация о АО «ОДК» и предприятии «Салют».
ОАО «ОДК» Газотурбостроительный завод «Салют» - крупнейший машиностроительный комплекс по производству авиадвигателей. Объединенная автомобильная корпорация - ОДК (входит в Ростех) и НПФ «Салют» завершили слияние и теперь являются юридическим лицом.
Производственный комплекс «Салют» от ОАО «ОДК» занимается разработкой, производством, обслуживанием и контролем машинистов авиадвигателей. Он объединяет дизайнерское и продюсерское агентства. «Салют» специализируется на производстве, ремонте и техническом обслуживании авиадвигателя АЛ-31Ф и его модификаций для Су, самолета АИ-222-25 для учебно-боевого Як-130, агрегатов двигателей РД-33 и их модификаций для истребителя МиГ. семья. ПК «Салют» участвует в широком сотрудничестве предприятий ОДК по производству двигателей семейств ТВ7-117, ВК-2500 и ПД-14.
ЗАО НПП «Газотурбостроения Салют» - один из признанных лидеров на рынке страны по разработке и производству газотурбинных двигателей и силовых установок для самолетов.
Использование передовых технологий в Научно-производственном центре газотурбинных технологий в Салюте позволяет создавать безупречные высокопроизводительные конструкции электростанций.
«Салют» - компания, объединяющая в своей структуре Департамент исследований технологии и организации двигателестроения (филиал НИИД), проектное агентство перспективных разработок и производства. Значительный вклад в деятельность компании вносят филиалы в Москве, Омске, Бендерах (ПМР) и в городах Московской области - Воскресенске и Дзержинском.
- Актуальность задачи исследования параметров точности аддитивных мехатронных установок для создания песчано-полимерных форм.
Трехмерная печать (3DP), один из вариантов струйной печати на связующем, считается одним из самых перспективных вариантов аддитивной технологии. Он классифицируется как доступный вариант аддитивного производства и является самым быстрым процессом 3D-печати. Он быстро распространяется по миру и всего за три года стал третьим по популярности устройством для послойного синтеза [1].
Одним из наиболее перспективных направлений является использование метода послойного синтеза для получения песчаных полимерных форм [2-5]. Такой подход к быстрому изготовлению песчаных форм заменяет использовавшиеся ранее аддитивные технологии, которые фактически представляют собой модели, полученные послойным синтезом отливок и стержней [6]. В ближайшем будущем эти инструменты могут больше не понадобиться для процесса литья. Усовершенствованные и более экономичные процессы AT, такие как введение жидкого связующего в слой порошка, заменили старые процессы, такие как лазерное спекание (SLS) и осаждение расплавленных волокон (FDM), на производство непосредственно из песчаных форм и стержней [7, 8 ]. Относительно новые технологии литья 3DP включают ZCast [9] (Рисунок 1.3), EXOne [10] (Рисунок 1.1), Voxeljet [11] (Рисунок 1.2) и EnvisionTEC [12] (Рисунок 1.4), некоторые из наиболее популярных примеров. в магазине.

Рисунок 1.1 – 3D-принтер ExOne S-print

Рисунок 1.2 – Установка Voxeljet VX500

Рисунок 1.3 – Zprinter310 Plusот Z-Corp

Рисунок 1.4 – The RAM 123 от EnvisionTEC и Viridis3D
В литературе есть информация об исследованиях производства отливок с использованием отливок в песчаные формы или стержней, изготовленных с использованием процесса 3DP [3, 9]. Наиболее часто упоминаются попытки замены обычных литейных машин добавками для промышленного производства отливок для автомобильной промышленности [3, 5, 10]. Дальнейшие исследования в области литья в песчаные формы требуют лучшего понимания свойств деталей, изготовленных с использованием аддитивных технологий, включая параметры точности, чтобы эти технологии могли быть полностью интегрированы в литейную промышленность.
Сегодня в отрасли разрабатываются все более сложные конструкции и механизмы, которые содержат сложные геометрические формы, необходимые для достижения необходимых параметров продукта. Литейное производство является основой для производства большинства деталей в различных отраслях промышленности, включая высокотехнологичные детали, такие как производство автомобилей и самолетов, приборостроение, медицина и т.д. В то же время большинство компаний в России продолжают использовать традиционные технологии для производства. песчаные полимерные формы. Использование зарекомендовавших себя технологических комплексов позволяет обойти ограничения традиционных технологий, упростить и ускорить изготовление форм, существенно сократить технологическую цепочку производства продукции и сразу внести необходимые изменения в конструкцию. Следует отметить, что производство песчаных полимерных форм методом послойного синтеза относится к бесконтактным технологическим операциям, выполнение которых осуществляется без усилия рабочего органа. Однако более низкая производительность при массовом и массовом производстве ограничивает использование этих комплексов.
Исследование прецизионных параметров аддитивного мехатронного устройства - одна из наиболее актуальных задач в аддитивных технологиях с повышенной производительностью. В настоящее время возможная точность продуктов, получаемых на заводах по синтезу, различается от слоя к слою в зависимости от многих параметров: технологии и конструкции. При этом опыта проектирования подобных объектов в России практически нет. Страна широко известна своими домашними аксессуарами, использующими технологию FDM, с низкой точностью, низкой производительностью и небольшой рабочей площадью, которую можно производить. Эти системы практически бесполезны в промышленности. В России разработаны и изготовлены такие устройства, как прямое напыление металла на базе робота-манипулятора ILIST KUKA, а также российский SLM для плавления слоя порошка, но они также плохо изучены с точки зрения точности, и это не так. Кроме того, рекомендации по проектированию принципиально отличаются от заводов, где вяжущее наносится распылением.
Актуальность исследовательской проблемы подтверждается публикационной активностью по данной теме. За 16 лет в базе данных Scopus было опубликовано более 27 000 документов (статьи, главы книг, отчеты конференций и т. Д.) (Рис. 1.5). Следует отметить, что с 2014 года наблюдается значительный рост активности, скорее всего, из-за того, что срок действия основных патентов на важнейшие технологические процессы истек или приближается к концу.
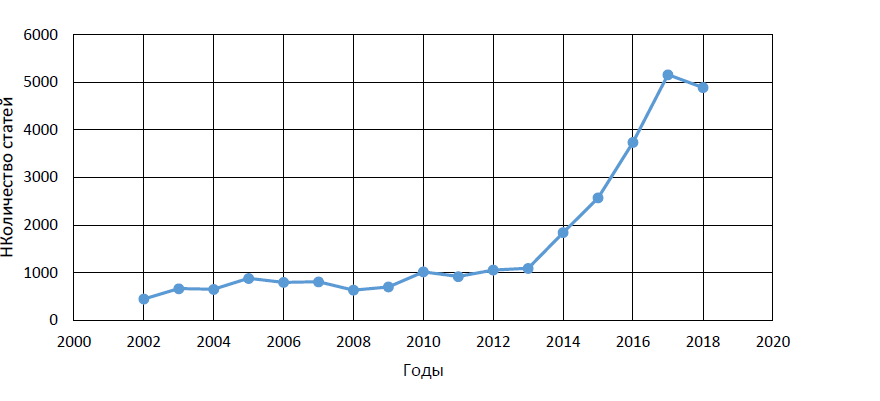
Рисунок 1.5 – Публикационная активность по теме аддитивные технологии по данным Scopus

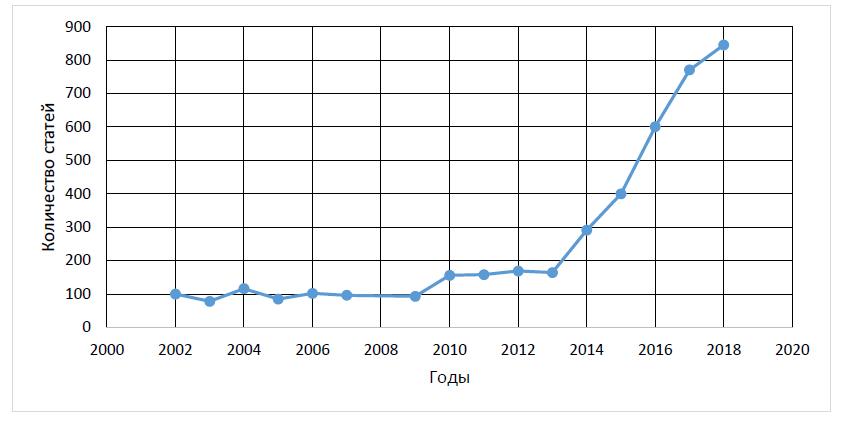
Рисунок 1.6 – Публикационная активность по точности в области аддитивных технологий
по данным Scopus
В статье исследуются прецизионные параметры получения изделий из порошковых материалов путем послойного нанесения связующего (нанесения связующего) в установке мехатронного синтеза. В оцениваемом объекте реализован процесс формовки кварцевого песка, который соединяется закачкой вяжущего, что увеличивает ресурсозатраты. Например, выбор более качественных компонентов, таких как увеличение жесткости, затем металлоемкости и стоимости механической части технологической машины, а также улучшение динамических свойств приводных модулей. Возможен и другой вариант: как расширить функционал и интеллектуализацию системы управления? В то же время, с точки зрения стоимости и эффективности решения, обычно стараются улучшить качество системы за счет улучшения компонентов управления - сервостанций и алгоритмов системы управления.
Это соответствует направлению создания очень эффективных систем управления технологическими машинами, так называемой мехатроники. В «Госстандарте РФ в смысле« Мехатроника и робототехника »дано следующее определение мехатроники: Системы и машины с интеллектуальным управлением их функциональными перемещениями». В современных условиях возрастает роль мехатроники в разработке систем управления движением рабочих органов в системах послойного синтеза, роботах и станках.
В статье описаны аддитивные мехатронные системы, предназначенные для реализации важнейшего технологического процесса - послойного изготовления трехмерных изделий с введением капельного связующего. Аддитивный мехатронный блок рассматривается как единая динамическая система с управлением данными, которая состоит из механических, электрических и других компонентов различной физической природы и образует цепочку преобразований энергии и контуры управления.
Рабочие органы рассматриваемых систем перемещаются в пространстве с помощью различных серводвигателей. Согласованное управление станциями позиционирования исполнительных механизмов и другими функциональными узлами осуществляется посредством программного управления, которое часто реализуется с помощью управляющего компьютера и программируемого ПЛК, дополненного необходимыми интерфейсными компонентами. В зависимости от решаемых задач актуаторы активируются до тех пор, пока мехатронные системы для послойного синтеза не могут иметь различные кинематические схемы. Теория проектирования и исследование динамических свойств исполнительных механизмов в роботах, станках и другой технике. Машины хорошо спроектированы и хорошо представлены, особенно когда они используются. Угловые оси типичны для манипуляторов и обеспечивают отличную маневренность при ограниченных габаритах машины.
В основном они используются в специальных роботах для пространственной лазерной резки, сварки и поверхностного упрочнения деталей со сложной поверхностью. Они также широко используются в системах присадок для прямого впрыска металла. Кроме того, такие механизмы имеют относительно низкую точность по сравнению с исполнительными механизмами, работающими в декартовой системе координат.Приводы роботов Delta лучше всего подходят для медицинской и упаковочной промышленности. У них высокая динамика и точность, но низкая жесткость и небольшая грузоподъемность, а также ограниченный рабочий диапазон.
В мехатронных системах, которые имеют большую рабочую зону и предназначены для работы в плоскости с высокой скоростью, часто используются исполнительные механизмы, которые работают в декартовой системе координат. Такие механизмы характерны для режущих инструментов, кинематика которых подробно рассмотрена в книге. В работе исследуются мехатронные системы для производства трехмерных изделий из порошковых материалов методом послойного синтеза с исполнительными механизмами, работающими в декартовой системе координат.
До недавнего времени мехатронные системы для производства трехмерных изделий из порошковых материалов методом послойного синтеза в первую очередь предназначались для изготовления сложных индивидуальных изделий. В связи с возрастающим распространением этих технологий в производстве и удешевлением потребительских товаров рассматриваемые мехатронные системы находят применение в массовом производстве, а это означает, что необходимо повысить точность изготовления изделий и оптимизировать конструкцию. Проведение подобных исследований - актуальная задача.
- Основные тенденции решения задач повышения точности мехатронных аддитивных установок
В последнее время в сфере 3D-печати активно разрабатываются и изучаются различные методы и методы оценки точности готовых инструментов сложения. Особенно это касается систем, которые работают, например, с изделиями из пластика и полимеров. Поскольку исследования влияния дизайна на точность продукта не изучались, глобальные исследования сосредоточены в основном на поиске точек процесса, которые могут быть изменены пользователем устройства, данных о влиянии конструкции завода и достижимой точности. Система управления и совокупное влияние на точность всех компонентов системы (как технологических, так и конструктивных) в опубликованных документах отсутствуют. Это можно объяснить двумя факторами:
1. Разработчики установок проводят исследования в закрытых лабораториях, и результаты не публикуются, поскольку они имеют коммерческую ценность.
2. Исследования проектных факторов недоступны для пользователей станции, так как они требуют демонтажа конструкции и возможных изменений конструкции, доступа к системе управления, что невозможно при использовании приобретенной установки.
Ошибки и упущения, учтенные в этом исследовании, демонстрируют высокую повторяемость, что указывает на возможность их прогнозирования и разработки стратегии компенсации.
Точность машин для 3D-печати в настоящее время исследуется. В некоторых случаях для количественной оценки, например, округлости или отклонения от плоскостности использовались контрольный образец и точечный анализ. Недостатком этих методов является то, что они ориентированы на одну деталь, которая может иметь несколько параметров. Три из этих методов воспроизводят некоторые передачи на холсте, хотя в основном они используются для определения локальных проблем. Кроме того, был предложен интересный метод томоденситометрии деталей, полученных по аддитивной технологии. Однако отсутствие точности делает этот метод слишком ненадежным для решения этой проблемы. Ведутся работы по разработке автоматизированной системы контроля для 3D-принтеров с использованием порошковых материалов на основе изображений.
Для SLM определялась точность движения лазера при сканировании. Для этого был проведен стандартный тест КИМ со стандартным прецизионным блоком (пластиной) с отверстиями, и отклонения измерений этого блока указывают на погрешности КИМ. В SLM цилиндры строились на пластине вместо отверстий. Следующие размеры этих цилиндров показывают точность станка SLM. Кроме того, комментарии были использованы для повышения точности печати SLM, которая учитывается при выполнении задания. Для получения инфракрасных изображений всей части детали и выявления дефектов и комбинированных участков на основе их корреляции с тепловыми данными также были проведены исследования для получения информации о дефектах, влияющих на геометрические дефекты. Параметры, влияющие на точность получаемых продуктов, включая толщину слоя, время отверждения связующего и процентное содержание химических компонентов, были экспериментально исследованы, чтобы определить их влияние на геометрическую точность и механическую прочность печатной продукции.
Эти проблемы включают:
1. Смешивание слоёв вместе;
2. Смещение предыдущего слоя относительно нанесенного слоя;
3. Плотность при укладке слоев.
Поведение частиц зависит не только от механических свойств материала и геометрической формы отдельных частиц, но также от конструкции устройства для нанесения и выравнивания слоя частиц.Глава 2. Расчёт и проектирование литьевой мехатронной аддитивной установки. Математический анализ.
2.1. Разработка мехатронной установки присадок для производства форм для литья в песчаные формы.
Для реализации возможности изготовления прецизионных форм с использованием аддитивных технологий автором спроектирована и изготовлена аддитивная мехатронная установка для производства песчано-полимерных форм. Завод аддитивного производства реализует технологический процесс послойного производства в рамках цифровой модели изделия, в которой изделие состоит из слоев кварцевого песка, пропитанного связующим.
Блок-схема процесса представлена на рисунке 2.1.1.
Процесс состоит из трех этапов:
1) нанесение порошкового материала (кварцевый песок);
2) уменьшить платформу до толщины слоя;
3) Добавьте порошковое покрытие связующего.
Технологический процесс полностью автоматизирован на базе разработанного дополнительного мехатронного устройства.
Схема конфигурации разработанной автором экспериментальной установки представлена на рисунке 2.1.2. На этом комплексе проведены экспериментальные исследования, алгоритмы и подсистемы, разработанные автором, представлены и описаны в данной работе.
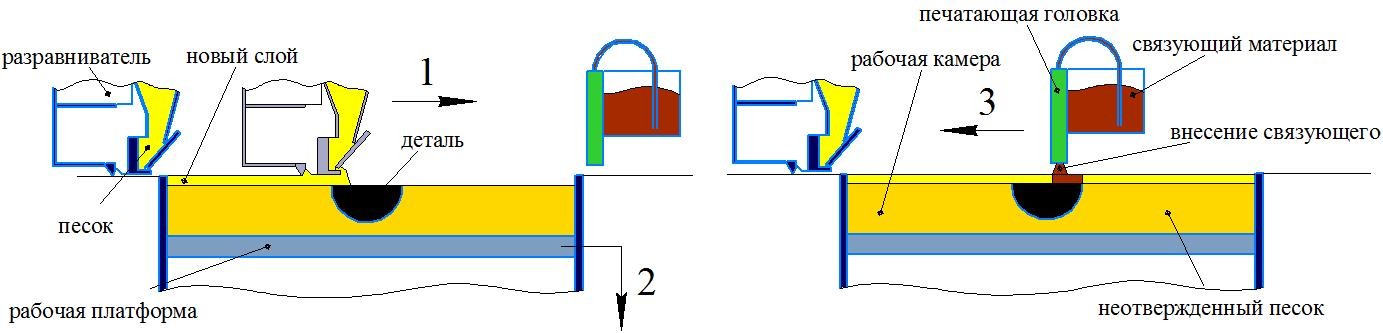
Рисунок 2.1.1 – Технологическая схема процесса изготовления песчано-полимерных форм.
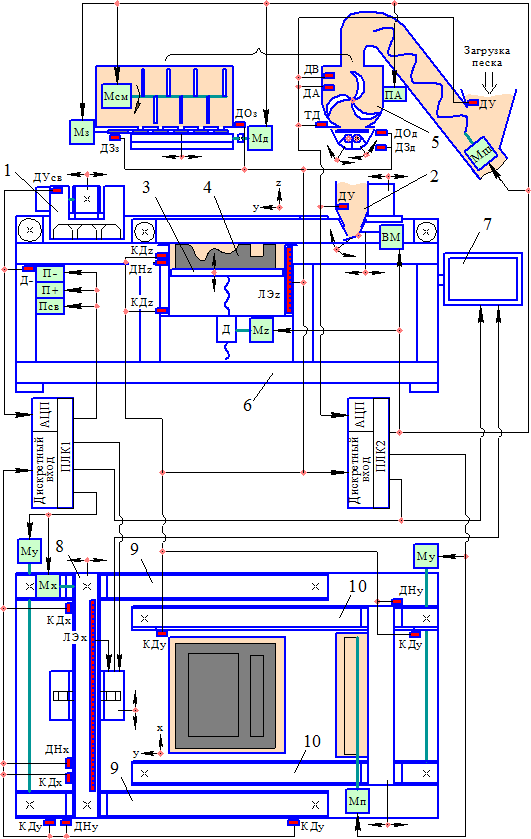
Рисунок 2.1.2 - Принципиальная схема аддитивной мехатронной установки 1 - блок печатающей головки; 2 - устройство для внесения песка; 3 - площадка; 4 - печатная форма для литья; 5 - смеситель; 6 - кровать; 7 - стойка управления; 8 - линейный модуль перемещения головного блока по оси X; 9 - линейные модули перемещения головного блока по оси Y; 10 - линейные модули для перемещения аппликатора песка по оси Y