ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 929
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
[Л-]1.3 Общая технологическая и техническая характеристика машиныКонсольно-фрезерные станки модели 6Р80 предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д. На станке модели 6Р80 можно фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.

Особенности конструкции и принцип работы станкаГоризонтально-фрезерный станок модели 6Р80Г — базовая модель, а универсально-фрезерный модели 6Р80 и вертикально-фрезерный модели 6Р10 — его модификации.На универсально-фрезерном станке модели 6Р80 при помощи универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также производить различные фрезерные работы, связанные с поворотом детали на заданную величину.Накладная поворотная фрезерная головка Н80Г.28 с вертикальным шпинделем, поставляемая по особому заказу за отдельную плату, расширяет технологические возможности станков 6Р80Г и 6Р80.Станок предназначен для выполнения различных фрезерных работ в условиях единичного и серийного производства.Шероховатость обработанной поверхности при чистовых режимах резания. В отличие от ранее выпускавшихся станков данного типа новый станок отличается пониженным шумом, увеличенной долговечностью основных узлов и сохранением норм точности в течение более длительного срока. Электрооборудование смонтировано в просторной нише и отвечает всем современным требованиям. Управление подачами стола раздельное. Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.Встраивание станка в автоматическую линию не предусмотрено.Рис. 1. Расположение составных частей станка 6Р80
22. Рукоятка установки чисел оборотов шпинделя23. Винты зажима хобота24. Вал перемещения хобота25. Рукоятка включения продольной подачи26. Винты зажима стола27. Винты зажима поворотных салазок станка 6Р8028. Рукоятка установки величины подачи29. Рукоятка зажима гильзы шпинделя станка 6Р1030. Рукоятка премещения гильзы шпинделя станка 6Р10 Рис. 3. Кинематическая схема фрезерного станка 6Р80 Устройство и работа станка 6Р80
| 1 | 1 |
| | Уровень рабочего вакуума (мбар) 5×10-3/5×10-6 Максимальное давление охлаждающего газа (бар) 1,2 Материал изоляции рабочей камеры хромоникелевый сплав или сплав на основе молибдена |
| 8.Координатная шлифовка 3Е711 | Шлифовка отверстий. 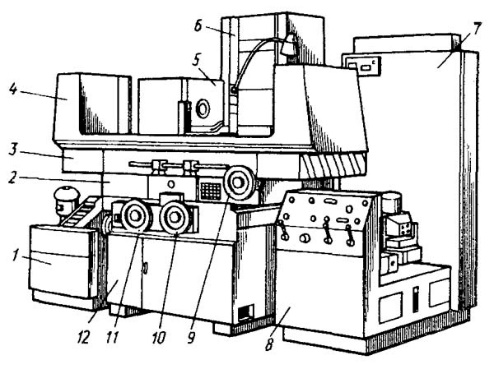 Класс точности по ГОСТ 8-82 В Наибольшие размеры обрабат.изделия, мм (длина/ширина/высота) 630/200/370 Расстояние между пазами, мм 50 Наибольшее ручное продольное перемещение стола,мм 700 Наибольшее ручное поперечное перемещение стола не менее,мм 250 Наибольшее расстояние от оси шпинделя до зеркала стола, мм 495 Габаритные размеры с учетом приставного оборудования и хода подвижных частей ( длина x ширина x высота), мм 2680x1770x1920 Масса станка, кг :с приставным оборудованием 3020, с 2550 |
| 1 | 2 |
| 9. Плоская шлифовка 3Г71 |  Наибольшие размеры обрабатываемых изделий(длина х ширина х высота), мм: 630х200х320 Наибольшее расстояние от оси шпинделя до зеркала стола, мм: 80…45 Наибольшая допустимая масса обрабатываемого изделия с учетом магнитной плиты и крепящего приспособления, кг: 100 Размеры рабочей поверхности стола (длина х ширина), мм: 630х200 Перемещение стола (продольное х поперечное), мм: 70…710х235 Поперечная автоматическая подача стола на каждый ход, мм: 0,3…4,2 Цена одного деления лимба маховика поперечного перемещения, мм: 0,05 Перемещения стола за один оборот маховика продольного перемещения, мм: 15,3 Скорость продольного перемещения стола, м/мин 5…20 Вертикальная подача Цена деления лимба маховика, мм: 0,001 Цена деления лимба микрометрической подачи, мм: 0,001 Автоматическая подача (ступенчатая через 0,005 мм), мм: 0,005…0,05 |
Продолжение табл. 1
| 1 | 2 |
| | Перемещение шлифовальной головки за один оборот маховика, мм: 0,2 Поперечная подача Цена деления лимба маховика, мм: 0,02 Цена деления лимба микрометрической подачи, мм: 0,005 Автоматич. поперечн. подача на каждый ход стола (регулир-ся бесступенч.), мм: 10…0,3 Скорость автоматической непрерывной подачи, м/мин: 0,7 Перемещение суппорта за один оборот маховика, мм: 2 Шлифовальная головка Скорость ускоренного перемещения, м/мин: 0,27 Размеры шлифовального круга, мм: 250х25х75 Частота вращения шлифовального круга, об/мин 2740 Габаритные размеры станка (длина х ширина х высота), мм: 1870х1550х1980 Масса станка, кг: 1900 |
| 10.Полировка и слесарка | 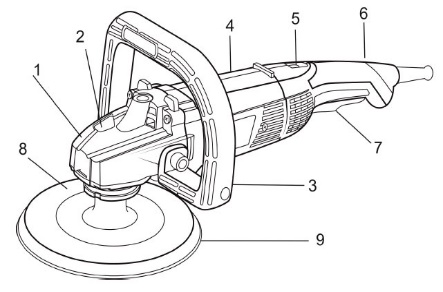 Мощность, Вт 1200 Напряжение,В 220 Диаметр диска, мм 180 Крепление полировальных насадок на шпиндель Электр. регулировка оборотов да Плавный пуск нет Комплектация коробка |
| 1 | 2 |
| | Поддержание постоянных оборотов под нагрузкой да Вес, кг 2,5 Резьба шпинделя М14 |
| 11. Ключи, отвертки и наждачная бумага | |
Особенности конструкции и принцип работы станкаГоризонтально-фрезерный станок модели 6Р80Г — базовая модель, а универсально-фрезерный модели 6Р80 и вертикально-фрезерный модели 6Р10 — его модификации.На универсально-фрезерном станке модели 6Р80 при помощи универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также производить различные фрезерные работы, связанные с поворотом детали на заданную величину.Накладная поворотная фрезерная головка Н80Г.28 с вертикальным шпинделем, поставляемая по особому заказу за отдельную плату, расширяет технологические возможности станков 6Р80Г и 6Р80.Станок предназначен для выполнения различных фрезерных работ в условиях единичного и серийного производства.Шероховатость обработанной поверхности при чистовых режимах резания. В отличие от ранее выпускавшихся станков данного типа новый станок отличается пониженным шумом, увеличенной долговечностью основных узлов и сохранением норм точности в течение более длительного срока. Электрооборудование смонтировано в просторной нише и отвечает всем современным требованиям. Управление подачами стола раздельное. Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.Встраивание станка в автоматическую линию не предусмотрено.Рис. 1. Расположение составных частей станка 6Р80
Перечень составных частей фрезерного станка 6Р80
-
Механизм переключения перемещения консоли – 6Р80Г.42 -
Салазки станков 6Р80Г и 6Р10 – 6Р80Г.50 -
Стол – 6Р80Г.51 -
Станина станков 6Р80Г и 6Р80 – 6Р80Г.10 -
Хобот станков 6Р80Г и 6Р80 – 6Р80Г.11 -
Охлаждение станков 6Р80Г и 6Р80 – 6Р80Г.60 -
Гайка поперечной подачи – 6Р80Г.43 -
Механизм переключения перемещения салазок – 6Р80Г.42 -
Электрошкаф – 6Р80Г.70 -
Главный привод станков 6Р80Г и 6Р80 – 6Р80Г.20 -
Механизм переключения скоростей станков 61Р80Г и 6Р80 – 6Р80Г.22 -
Подвеска станков 6Р80Г и 6Р80 – 6Р80Г.16 -
Подвеска станков 6Р80Г и 6Р80 – 6Р80Г.13
-
Консоль – 6Р80Г.40 -
Механизм переключения подач – 6Р80Г.32 -
Коробка подач – 6Р80Г.30 -
Станина станка 6Р10 – 6Р10.10 -
Охлаждение станка 6Р10 – 6Р10.60 -
Главный привод станка 6Р10 – 6Р10.20 -
Механизм переключения скоростей станка 6Р10 – 6Р10.22 -
 Головка фрезерная станка 6Р10 – 6Р10.21
Головка фрезерная станка 6Р10 – 6Р10.21
Перечень органов управления фрезерным станком 6Р80
-
Рукоятка ручного перемещения консоли -
Рукоятка ручного перемещения салазок -
Рукоятка включения вертикальной подачи -
Кнопка включения быстрого перемещения стола, салазок и консоли -
Маховик ручного перемещения стола -
Червяк выборки люфта в паре винт-гайка стола -
Кран охлаждения -
Указатель нагрузки -
Рукоятка включения электросети -
Переключатель освещения -
Лампа сигнальная
22. Рукоятка установки чисел оборотов шпинделя23. Винты зажима хобота24. Вал перемещения хобота25. Рукоятка включения продольной подачи26. Винты зажима стола27. Винты зажима поворотных салазок станка 6Р8028. Рукоятка установки величины подачи29. Рукоятка зажима гильзы шпинделя станка 6Р1030. Рукоятка премещения гильзы шпинделя станка 6Р10 Рис. 3. Кинематическая схема фрезерного станка 6Р80 Устройство и работа станка 6Р80