Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10877
Скачиваний: 97
51
1
2
3
4
5
6
7
Р1
Р2
Р3
Р4
Р5
0,00
0,20
0,40
0,60
0,80
1,00
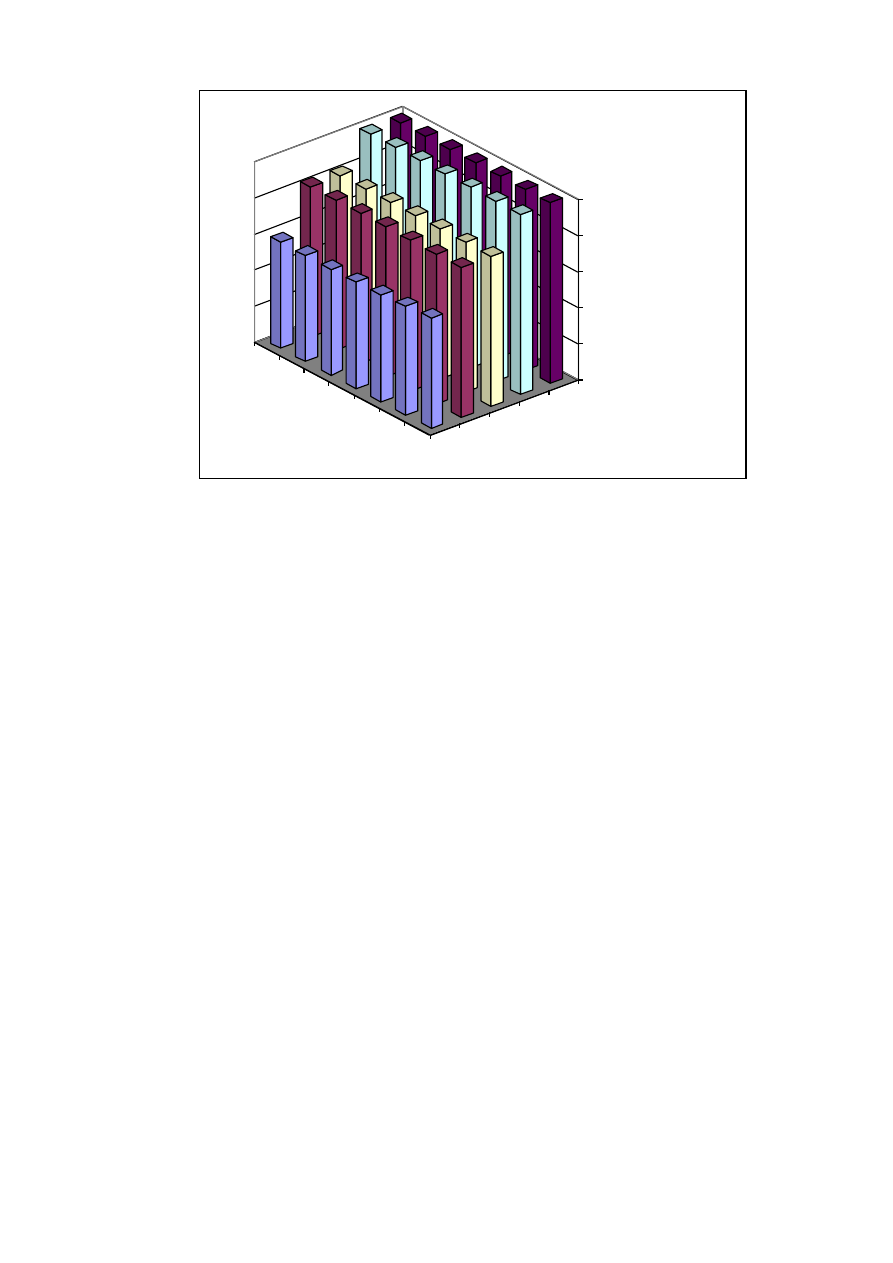
Коэффициент
синхронизации
Номенклатура
Станки
Рис.7. Диаграмма коэффициентов синхронизации на массиве 7 (изделий)
5 (станков)
4. КОМПЛЕКСНАЯ АВТОМАТИЗАЦИЯ МАССОВОГО
И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА
4.1. Технологические автоматические машины
Высокая серийность и ограниченность номенклатуры массового и крупно-
серийного производства определяет предпочтительное применение высокопро-
изводительных автоматических и полуавтоматических машин с жесткой логи-
кой управления.
Автомат – машина, которая неоднократно осуществляет технологический
цикл без участия человека, т. е. автоматически.
Если автомат представляет собой металлорежущий станок, то на нем, как
минимум, автоматически выполняются: 1) ввод заготовок в рабочую зону, их
ориентация, установка и закрепление; 2) обработка; 3) вспомогательные движе-
ния рабочих органов (холостые перемещения суппортов, столов, салазок, бабок
и т. п.); 4) снятие обработанных изделий и 5) удаление отходов (стружки) из зо-
ны обработки.
Человек осуществляет наладку автомата, заполнение заготовками и мате-
риалами загрузочных устройств, периодический контроль обработки, под-
наладку, а также смену инструмента.
На автоматах отдельных типов контроль обработки, подналадка, а также
смена инструмента могут также выполняться автоматически.
52
Полуавтомат отличается от автомата тем, что он автоматически выполня-
ет только один рабочий цикл и для его повторения требуется вмешательство
рабочего. Например, металлорежущие полуавтоматы не имеют автоматической
загрузки и рабочий должен в каждом цикле снимать детали и устанавливать за-
готовки вручную.
4.2. Движение предметов и инструмента в технологической машине
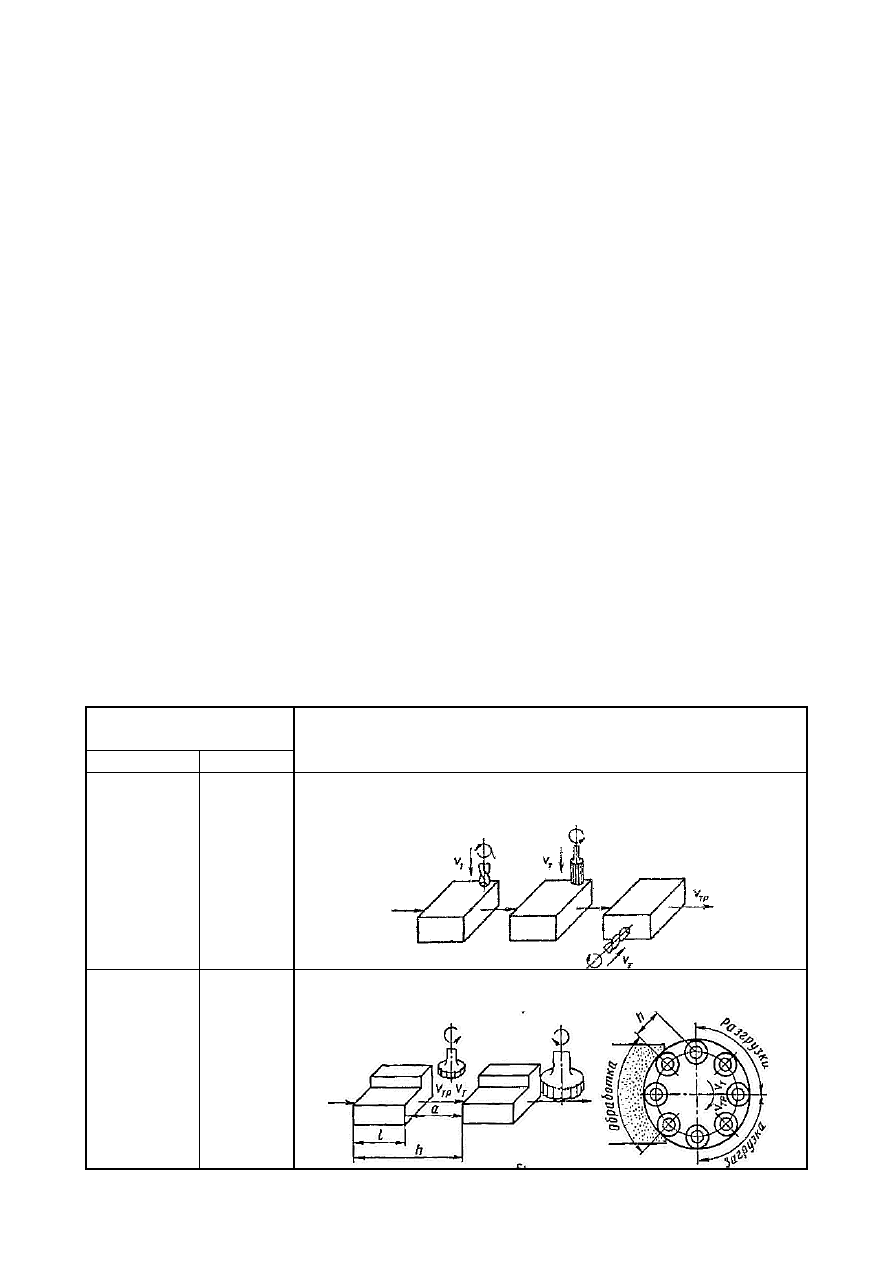
По характеру движения предметов и инструмента различают технологиче-
ские машины дискретного, непрерывного и квазинепрерывного действия, кото-
рые относят к трем классам (табл. 14) [10].
I класс – машины дискретного действия, которые требуют остановки изде-
лия на рабочей позиции на период выполнения рабочего процесса (обычные то-
карные, сверлильные, фрезерные и другие станки, контрольные и сборочные
автоматы и т. п.);
II класс – машины непрерывного действия, в которых орудия труда непо-
движны, а предмет труда безостановочно движется (бесцентровошлифовальные
станки при шлифовании на проход, станки или приспособления для непрерыв-
ного фрезерования, некоторые типы контрольных и сборочных автоматов и т.
п.);
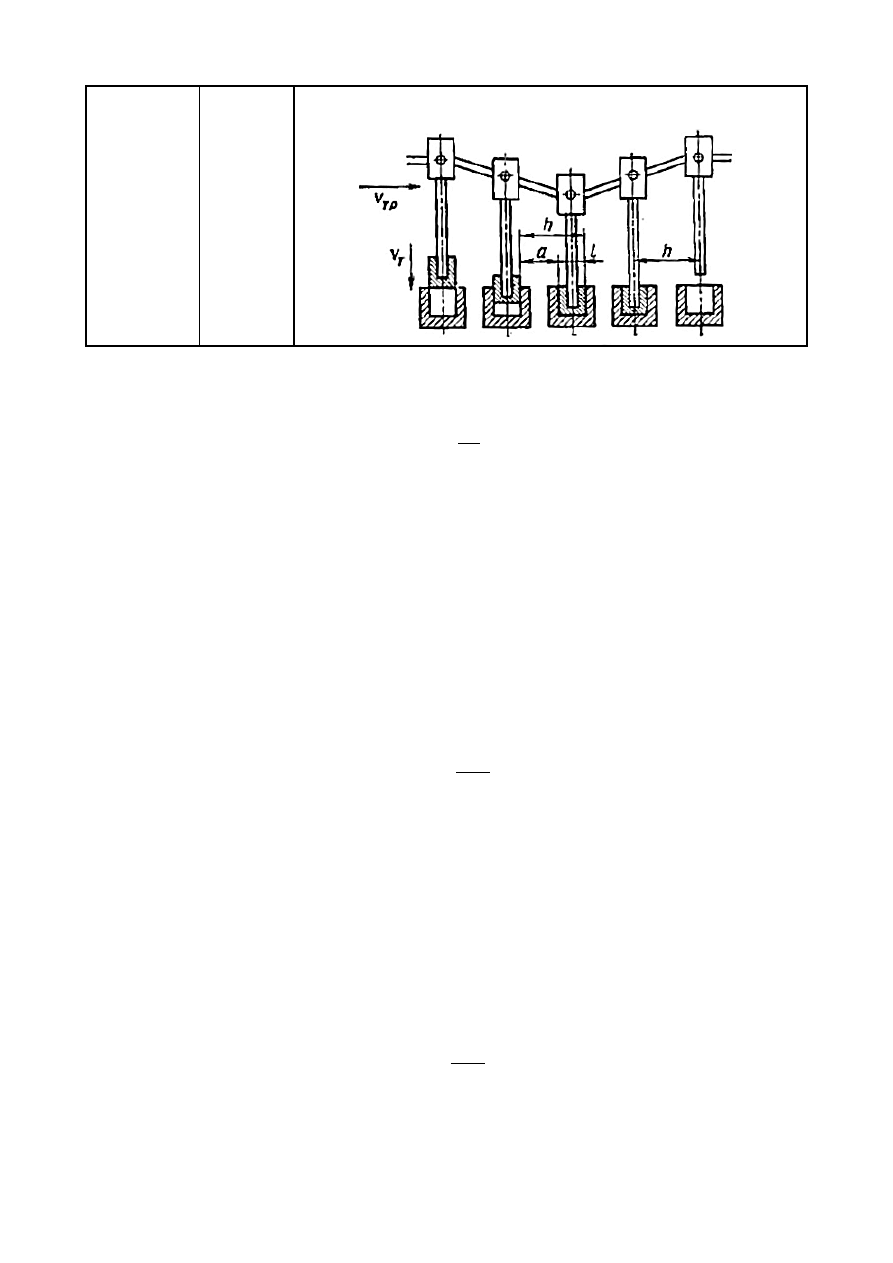
III класс – машины непрерывного действия, в которых перемещается как
предмет труда, так и орудие труда, т. е. изделие и инструмент; в дальнейшем
мы их будем называть квазинепрерывными.
Таблица 14
Классификация технологических машин по характеру движения [10]
Транспортное
движение
Характер основных движений и класс машин
Инструмент
Деталь
Нет
Нет
Дискретные
Нет
Есть
Непрерывные
53
Есть
Есть
Квазинепрерывные
Производительность машины I класса определяется формулой:
Ц
1
Т
Q
. (49)
Тр
о
З
Х
Р
Ц
t
t
t
t
t
Т
, (50)
где t
Р
– время рабочих ходов; t
Х
– время холостых ходов (возврат инструмента);
t
З
– время фиксации и зажима; t
О
– время освобождения; t
Тр
– время транспор-
тирования.
Производительность машины I класса ограничивается временем техноло-
гического цикла и может быть увеличена либо за счет его уменьшения, либо за
счет увеличения числа рабочих позиций.
Производительность машины II класса определяется формулой:
a
l
V
Q
T
, (51)
где V
Т
— скорость технологического движения подачи;
l — размер детали, измеренный в направлении движения;
a — расстояние между двумя изделиями.
Производительность машин II класса не ограничивается временем техно-
логического цикла, а зависит лишь от скорости подачи, совпадающей со скоро-
стью транспортирования, размера изделия и конструктивного размера а. В ма-
шинах II класса составляющие штучного времени перекрываются, следователь-
но, производительность этих машин значительно выше.
Производительность машин III класса определяется по формуле:
a
l
V
Q
Tр
, (52)
где V
Тр
— скорость транспортного движения.
В машинах III класса скорости транспортного и технологического движе-
ния независимы друг от друга, поэтому производительность теоретически мо-

54
жет быть сколь угодно высокой. Но технологические скорости определяют раз-
меры лини, так как технологический путь должен иметь длину, достаточную
для выполнения всей обработки, а это может сделать машину весьма громозд-
кой.
Рассматривая типы машин по признаку непрерывности процесса, не следу-
ет упускать из вида точность обработки, что особенно важно для металлоре-
жущего оборудования. К ним предъявляются особые требования по жесткости,
отсутствию вибраций и т. п. Эти требования не могут быть выдержаны, если
инструментальный узел и изделие находятся в движении. Значит, машины III
класса могут применяться для выполнения процессов, к которым не предъяв-
ляются высокие требования к точности обработки.
Большую точность обеспечивают машины II класса, т. е. машины непре-
рывного действия с неподвижным инструментом, так как при сохранении весь-
ма прогрессивного принципа непрерывности и сравнительно высокой произво-
дительности они имеют неподвижный инструмент, а значит, могут давать вы-
сокую точность обработки.
Наивысшую точность и качество поверхностей дают машины дискретного
действия.
4.3. Автоматические линии, их структура и компоновка
Автоматическая линия – система автоматически управляемых машин, ме-
ханизмов, вспомогательного и подъемно-транспортного оборудования, которая
в определенной последовательности и с определенным тактом производит про-
дукцию.
Основной признак АЛ – технологические и транспортные движения про-
изводятся силами неживой природы без участия человека. Участие человека в
выполнении отдельных операций характеризуется степенью автоматизации
процесса, и в этом случае линия считается автоматизированной.
В зависимости от назначения, степени автоматизации и условий работы
линии имеют различную структуру и конструктивное исполнение.
По типу встроенных в линию станков различают: линии станков общего
назначения, линии агрегатных станков, линии специальных станков, комбини-
рованные и роторные.
По расположению оборудования АЛ бывают замкнутые и незамкнутые.
Замкнутые линии характеризуются общим местом загрузки заготовок и выгруз-
ки изделий. В незамкнутых линиях эти места разнесены.
Поток предметов в АЛ организуется в трех основных вариантах:
1) жесткая подача предметов – станки сблокированы транспортной системой, и
сбой одного станка или системы приводит к простою всей линии;
2) гибкая подача предметов – станки соединены с транспортной системой через
накопители, которые при сбоях отдельных станков или системы поставляют
предметы работающим станкам;
3) комбинированная подача предметов – станки сблокированы транспортной
системой в небольшие группы, а между группами установлены накопители,
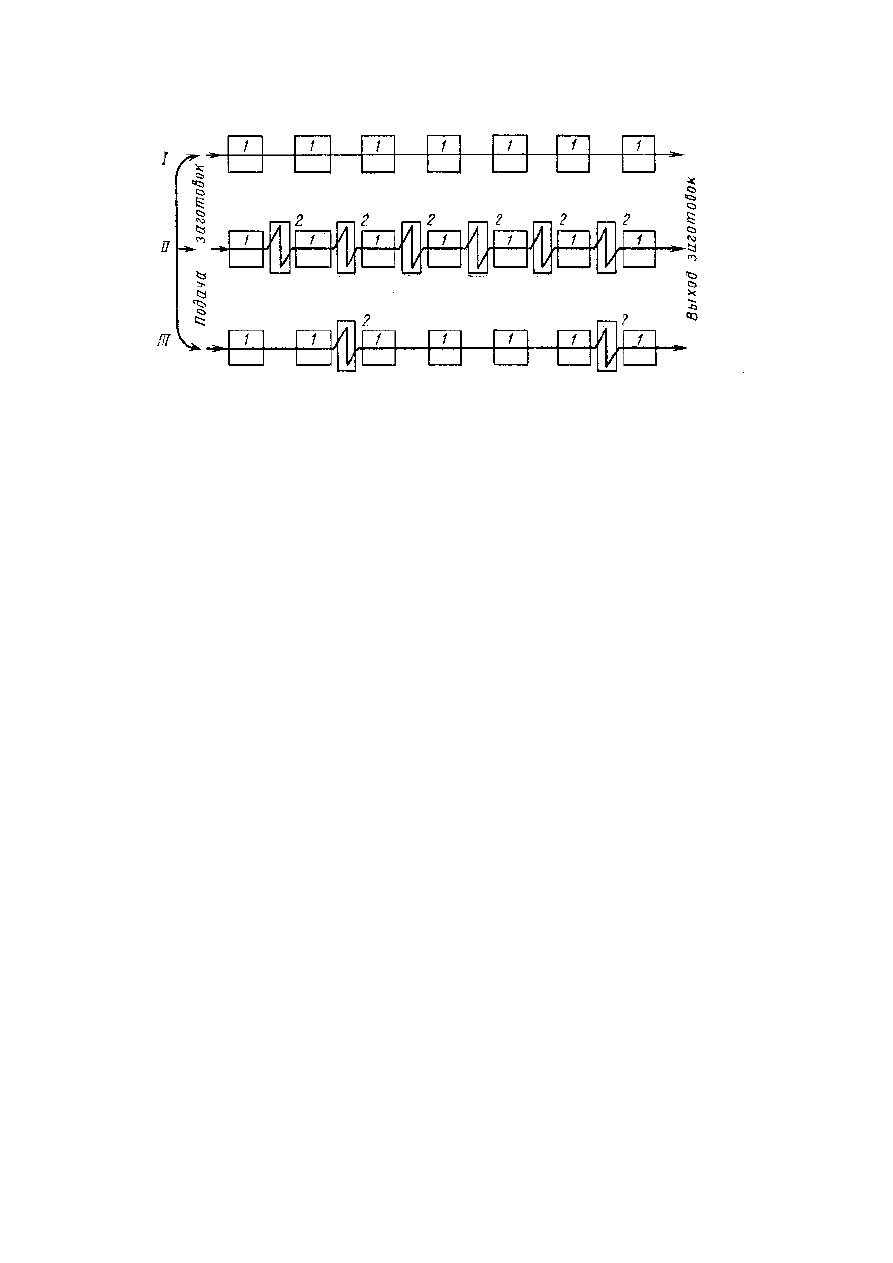
55
которые питают линию при сбое станков или системы в отдельных группах.
Рис.8. Компоновка автоматических линий [10]
Количество и объем накопителей определяется из условия бесперебойной
работы линии - накопители должны обеспечить устранение сбоя оборудования
без остановки линии. Необходимое время работы накопителя без подзагрузки
определяется по ремонтным нормам или хронометражем ремонтных операций.
Конфигурация линий может быть любой и определяется планом производ-
ственных помещений, принципом доступности мест обслуживания, пожарной
безопасностью, эргономическими и санитарно-техническими нормами.
Обработка деталей в АЛ может быть последовательной, параллельной и
последовательно-параллельной. Участки параллельных потоков позволяют со-
кратить время отдельных длительных операций.
4.4. Транспортировка и ориентация предметов
в автоматических линиях
Перемещение предметов в АЛ производится механизмами, которые отно-
сятся к следующим группам: магазины, бункеры - ориентаторы, транспортеры.
Внедрение устройств каждой группы определяет этапы автоматизации
технологических линий.
1 этап автоматизации – применение магазинных загрузочных устройств с
ручной ориентацией предметов.
Магазин – устройство для ручной ориентации предметов, их хранения и
подачи в позицию предоперационного базирования. Основные узлы магазина –
накопитель и питатель.
Накопитель – предназначен для хранения и подачи к питателю предвари-
тельно ориентированных предметов. Накопители выполняют в виде: лотков,
кассет, столов, решеток, цепей, каруселей, винтов, спиралей и т.п. Предметы в
магазинах ориентируют ручной укладкой.