Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10838
Скачиваний: 97
41
Время организационного обслуживания - время, затрачиваемое на подготов-
ку рабочего места к началу работы, уборку рабочего места в конце смены, смаз-
ку и уборку оборудования, другие аналогичные действия в конце смены.
В проектных расчетах время обслуживания рабочего места берут в про-
центах от оперативного (или машинного времени). Для времени технического
обслуживания – до 6%, для времени организационного обслуживания – до 8%.
Более точные результаты получают расчетом по нормативам на приемы обслу-
живания или хронометражем.
Время на личные потребности – часть штучного времени, затрачиваемая
человеком на личные потребности и при утомительных работах на дополнитель-
ный отдых. В проектных расчетах это время принимают до 2,5 % от оперативно-
го времени.
В автоматизированном производстве время на личные потребности, как
правило, не нормируется. Их удовлетворение относят за счет части свободного
производственного времени.
3.3. Показатели трудоемкости, станкоемкости и их отношения
Трудоемкость автоматизированной операции определяется выражением:
у
пз
рн
мр
у
пз
р
Т
Т
Т
Т
Т
Т
T
T
(16)
или через относительные показатели:
β)
α
(1
т
ш
d
T
T
. (17)
Станкоемкость автоматизированной операции определяется штучно-
калькуляционным временем:
α)
(1
ш
шк
c
T
Т
T
. (18)
Отношение станкоемкости и трудоемкости называют коэффициентом
многостаночного обслуживания:
β)
α
(1
α
1
т
d
K
S
.
(19)
Коэффициент K
S
показывает расчетное число станков, которые может об-
служить один рабочий на одной маршрутной операции, а величина обратная K
S
– расчетное число рабочих, необходимое для выполнения этой операции:
α
1
β
α
1
1
Р
т
р
d
K
S
.
(20)
Из выражений (17), (19) следует, что рост уровня автоматизации сопро-
вождается снижением трудоемкости и ростом коэффициента многостаночного
обслуживания, но оба показателя могут быть существенно ухудшены завыше-
нием времени управления. Стремясь обеспечить постоянный надзор за дорого-
стоящим оборудованием, предприятия часто завышают время управления, ко-
торое при относительно высокой надежности оборудования и соответствующей
стойкости инструмента превращается в свободное производственное время, что
снижает эффективность автоматизации.
Таким образом, при нормировании автоматизированных операций следует
42
учитывать относительное снижение трудоемкости на величину уровня авто-
матизации d
т
, рационально назначать время управления и использовать сво-
бодное производственное время для организации многостаночного обслужива-
ния.
3.4. Рабочее место и его специализация
Рабочее место – это элементарная структурная единица предприятия, под-
готовленная для выполнения технологических операций, где размещены ис-
полнители работ, обслуживаемое оборудование, а на ограниченное время –
производственная и техническая документация, оснастка, инструмент и пред-
меты труда.
Производственный участок – несколько рабочих мест, размещенных в од-
ном производственном помещении и подготовленных для выполнения сход-
ных, последовательных или однотипных технологических операций.
Оборудование и предметы обработки производственного участка образуют
двумерный массив (матрицу) возможных технологических операций:
sn
sj
s
s
in
ij
i
i
n
j
n
j
ns
O
O
O
O
.
..........
..........
..........
O
O
O
O
..........
..........
..........
O
O
O
O
O
O
O
O
O
2
1
2
1
2
2
22
21
1
1
12
11
, (21)
где n – число наименований изделий (номенклатура); s – число станков; j – но-
мер изделия; i – номер станка.
Массив (21) может быть представлен демонстрационной таблицей распре-
деления (номенклатуры) по единицам оборудования (рис.6).
№
1
2
…
j
…
n
1
2
…
i
…
s
Рис.6. Демонстрационная таблица номенклатуры
- оборудование; - изделие; - отсутствие изделия

43
Каждая ячейка таблицы соответствует возможной операции, но не все воз-
можные операции используются в технологическом процессе.
Максимальное число операций, которое можно выполнить на производ-
ственном участке равно числу элементов двумерного массива О
ns
и определяет-
ся номенклатурой и количеством оборудования:
nS
ns
О
. (22)
Уровень специализации – готовности участка – для производства работ ха-
рактеризуется средним коэффициентом закрепления операций, который рас-
считывается для планируемого периода (обычно календарный месяц):
Р
О
K
ЗО
, (23)
где О – число различных операций; Р – число рабочих мест.
Средний коэффициент закрепления операций показывает отношение числа
различных операций к числу занятых рабочих. Он также отражает характер
(монотонность-разнообразие) труда, частоту смены операций и связанную с
этим периодичность обслуживания рабочего места информационными и мате-
риальными ресурсами.
За одним рабочим местом может быть закреплено несколько операций, в
том числе, выполняемых одновременно, и для одной операции может быть
предусмотрено несколько рабочих мест. Таким образом, коэффициент закреп-
ления операций может быть как меньше, так и больше единицы.
3.5. Типы производства
Уровень специализации рабочих мест определяет тип производства:
1) массовое производство – одна операция выполняется одним или не-
сколькими исполнителями, К
зо
< 1;
2) крупносерийное производство – несколько различных ритмично повто-
ряющихся операций выполняются одним исполнителем, 1
К
зо
< 10;
3) среднесерийное производство – определенное планируемое множество
операций выполняется одним исполнителем, 10
К
зо
< 20;
4) мелкосерийное производство – определенное не планируемое множе-
ство операций выполняется одним исполнителем 20
К
зо
40;
5) единичное производство – неопределенное множество неповторяющих-
ся операций выполняется одним исполнителем, К
зо
> 40.
Тип производства – комплексная характеристика технических, организа-
ционных и социально-экономических особенностей производства, обусловлен-
ная специализацией, объемом и постоянством номенклатуры изделий, а также
характером движения материальных и информационных потоков между рабо-
чими местами. Тип производства оказывает решающее влияние на особенности
его оснащения, организации, управления и экономические показатели. Общая
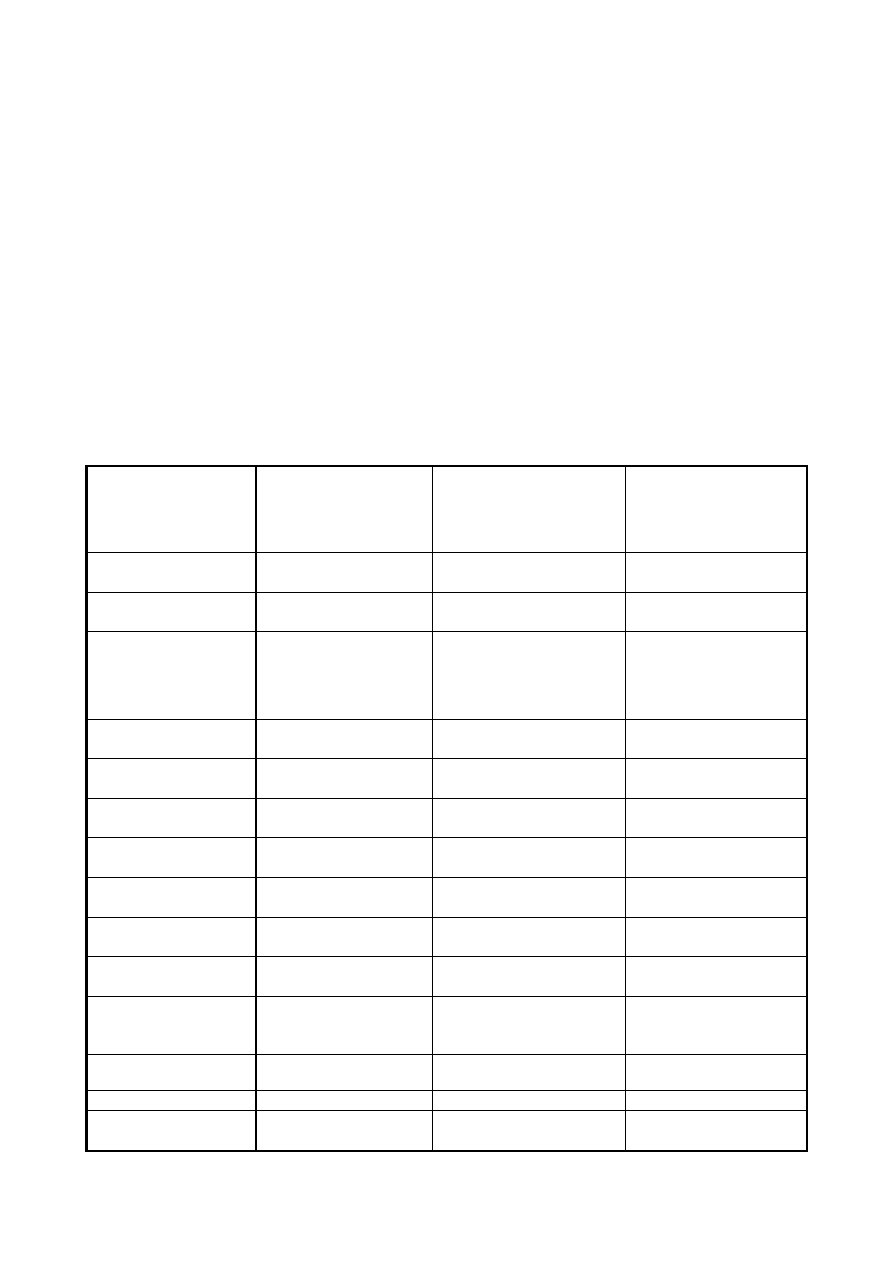
характеристика типов производства приведена в табл. 13.
Рост объема выпуска стимулирует переход от единичного к серийному и
массовому типам производства. Это обуславливает уменьшение доли расходов
44
на оплату персонала и рост доли расходов, связанных с содержанием и
эксплуатацией оборудования. В целом себестоимость изделий с ростом серий-
ности снижается.
Различие себестоимости изделия в различных типах производства опреде-
ляется сложным взаимодействием разнообразных факторов: концентрацией ре-
сурсов, повышением технологичности конструкций, применением групповых
технологических процессов, средств автоматизации, высоким уровнем органи-
зации труда и управления производством
Вместе с тем, соответствующий рост энерговооруженности предприятия и
применение автоматизированных СТО сокращают число рабочих мест для ис-
полнителей низкой квалификации, т. е. имеет место противоположная тенден-
ция – движение от массового к серийному производству.
Таблица 13
Общая характеристика типов производства
Признаки типов
производства
Единичное
Кзо > 40
Мелкосерийное
20
Кзо
40
Среднесерийное
10
Кзо < 20
Крупносерийное
1
Кзо < 10
Массовое
Кзо
1
Номенклатура
Неограниченная
Ограничена сериями
Одно-несколько изделий
Повторяемость
выпуска
Не повторяется
Периодически
повторяется
Постоянно
повторяется
Обрабатывающее
оборудование
Универсальное
Универсальное
Специальное,
переналаживаемое
в широком диапазоне
Специальное,
переналаживаемое
в узком диапазоне
Специальное
Вид управления
оборудованием
Ручное
Гибкое (ЧПУ)
Гибкое (ЧПУ)
Жесткое
(Кинематические цепи)
Транспортное
оборудование
С ручным управлением
С ручным управлением
Транспортные роботы
Конвейеры
Склады
Механизированные
Механизированные
Автоматизированные
Автоматизированные
Уровень
автоматизации
0 … 0.2
0.2 …0.7
0.7 … 1.0
К-т многостаночного
обслуживания
1.25
1.25 … 5
> 5
Расположение
оборудования
Групповое
Групповое и цепное
Цепное
Технологическая до-
кументация
Для узлов
Для деталей
Для операций
Применяемый
инструмент
Преимущественно
универсальный
Универсальный
и специальный
Преимущественно
специальный
Квалификация
персонала
Высокая
Средняя
Высокая у наладчиков
Низкая у операторов
Взаимозаменяемость
Пригонка
Неполная
Полная
Себестоимость
Высокая
Средняя
Низкая

45
С точки зрения социальных условий серийный тип производства следует
считать наиболее оптимальным, так как за каждым рабочим местом закреплено
умеренное число различных операций, выполняемых с нормальной физической
нагрузкой и использованием автоматизированных СТО.
Неизбежное изменение номенклатуры, величины и структуры программы
выпуска, состава и состояния СТО, а также потери рабочего времени персона-
ла требуют постоянного контроля загрузки рабочих мест, оборудования и обес-
печения плановой производительности.
3.6. Расчет коэффициента закрепления операций
В целях текущего контроля и анализа производства используются развер-
нутые соотношения для среднего коэффициента закрепления операций и вхо-
дящие в них показатели, которые также применяют в проектных расчетах и
технических обоснованиях подготовки и модернизации производства.
Действующее производство. В действующем производстве коэффициент
закрепления операций устанавливается для каждого рабочего места по данным
отчетности или наблюдений. В зависимости от числа операций, фактически за-
крепленных за рабочим местом, последние группируют по типам производства.
Преобладающая группа рабочих мест определяет тип производства в целом.
Рабочий проект. Рабочий проект производственного участка должен со-
держать подробные сведения о величине и структуре штучного или штучно-
калькуляционного времени каждой технологической операции, трудоемкости и
станкоемкости изделия. Наличие таких данных позволяет определить необхо-
димое число рабочих мест [17]:
р
вып
1
Р
F
P
T
N
n
j
j
j
, (24)
где N
j
– объем выпуска j- го изделия за планируемый период;
Т
j
– трудоемкость j - го изделия;
Р
вып
– коэффициент выполнения норм времени;
F
p
– действительный фонд времени рабочего в планируемом периоде.
Используя формулы (22) и (24), выражение (23) для среднего коэффициен-
та закрепления операций можно привести к виду:
n
j
j
j
п
T
N
F
P
ns
1
р
вы
ЗО
K
. (25)
Формула (25) позволяет рассчитать коэффициент закрепления операций
через показатели трудоемкости изделий. Соотношение между действительным
коэффициентом закрепления операций и средним характеризует степень до-
стижения целей проектирования.
Аналитические задачи. В аналитических целях средний коэффициент за-
крепления операций удобно представлять через относительные показатели