Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10860
Скачиваний: 97
61
Способ захвата предметов используется для классификации бункерных за-
грузочных устройств: крючковые; штыревые; зубчатые; карманчиковые; с ори-
ентирующей трубой; щелевые (рис. 14 … 16).
Рис.16. Щелевой способ захвата (варианты) [9]
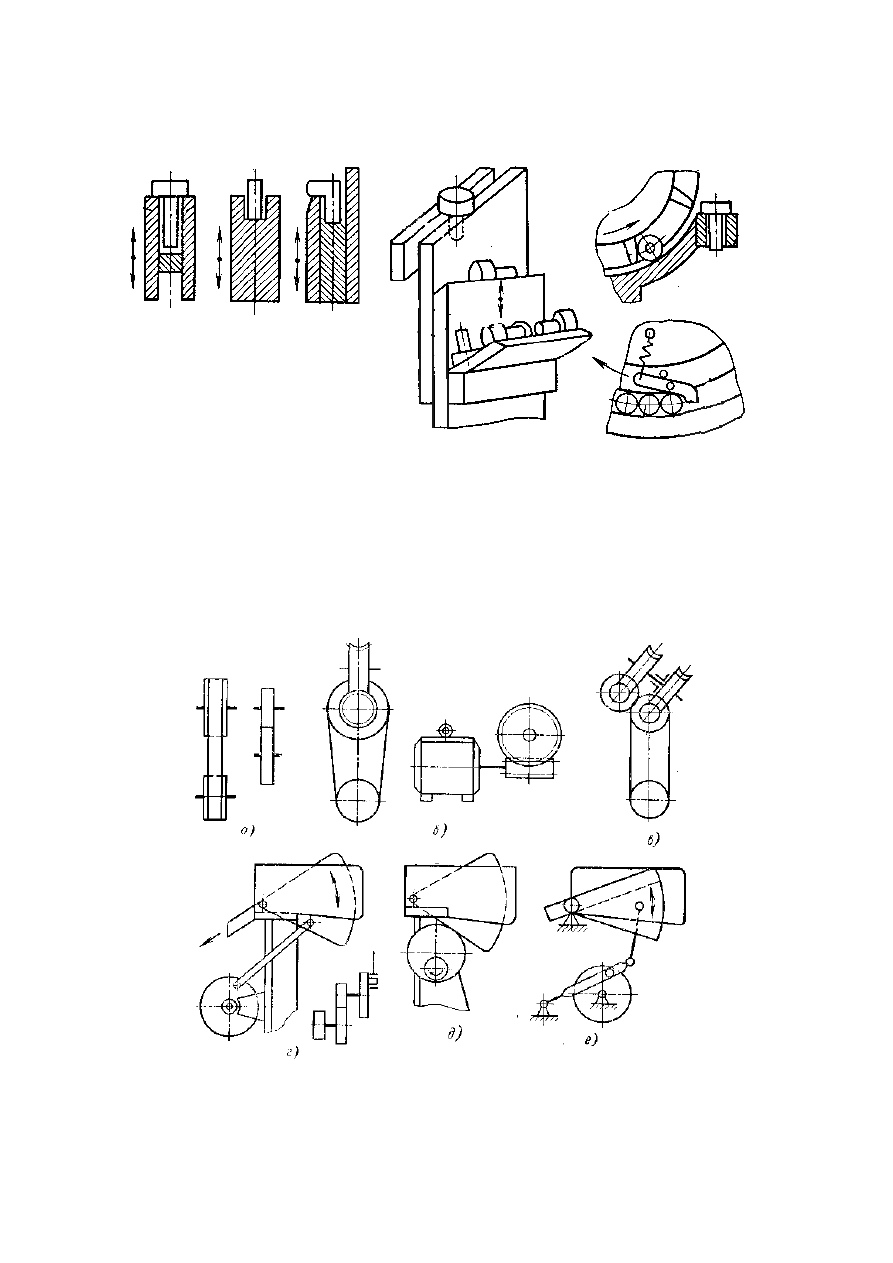
Привод захватных органов производится механическими передачами (рис.
17): фрикционными, зубчатыми, червячными. Посредством кривошипных, ку-
лачковых, кулисных, рычажных и др. механизмов передачи связывают с воро-
шащими звеньями для обеспечения возвратно-поступательного или колеба-
тельного движения.
Рис.17. Приводы ворошащих звеньев [9]
а – фрикционные и зубчатые передачи; б – червячные передачи; в – червячный вибратор,
г – кривошипный вибратор; д – кулачковый вибратор; е – кулисный вибратор

62
Для деталей большей массы, большой серийности или с высокими требо-
ваниями к качеству наружных поверхностей применяют транспортеры, обеспе-
чивающие поштучную доставку предметов в бункеры, лотки магазинов или по-
зиции захвата промышленных роботов. Это позволяет организовать автомати-
ческий производственный процесс и составляет третий этап автоматизации.
3 этап автоматизации – применение транспортеров различного типа.
Ленточные – лента, натянутая на тяговые и опорные ролики.
Пластинчатые – пластины закреплены на цепях, натянутых на приводные
и опорные звездочки.
Цепные – тележки, люльки с деталями или сами детали крепятся к привод-
ной цепи.
Шнековые – вал с прикрепленными к нему винтовыми пластинами враща-
ется в лотке или трубе и перемещает детали, находящиеся между пластинами.
Сскорость перемещения равна V=t n, где t – шаг винтовых пластин, n – частота
вращения шнека.
Винтовые – вращающиеся винты перемещают уложенные между витками
детали;
Инерционные – качающиеся или вибрирующие лотки перемещают нахо-
дящиеся на них детали.
Роликовые – установленные последовательно приводные и промежуточные
ролики перекатывают лежащие на них изделия.
Повышение производительности автоматических линий достигается сов-
мещением операций по времени и концентрацией в пространстве.
4.5. Роторные линии
Максимальная производительность АЛ достигается при совмещении тех-
нологических и транспортных операций. Этот принцип реализован в роторных
АЛ, созданных коллективом, возглавляемым академиком Львом Николаевичем
Кошкиным.
РЛ особенно эффективны в массовом производстве для обработки деталей
несложной формы и сборки изделий, состоящих из небольшого числа деталей.
РЛ независимо от содержания технологического процесса имеют общую
структуру включающую: приводы, питатели, рабочие роторы, контрольные и
транспортные роторы.
Приводы обеспечивают согласованное вращение роторов, технологические
движения инструментов и предметов, а также передачу деталей с одного ротора
на другой.
РЛ могут быть как жесткими – согласованное вращение роторов, обеспе-
чивающее перегрузку деталей, так и гибкими – с промежуточными бункерами
и накопителями.
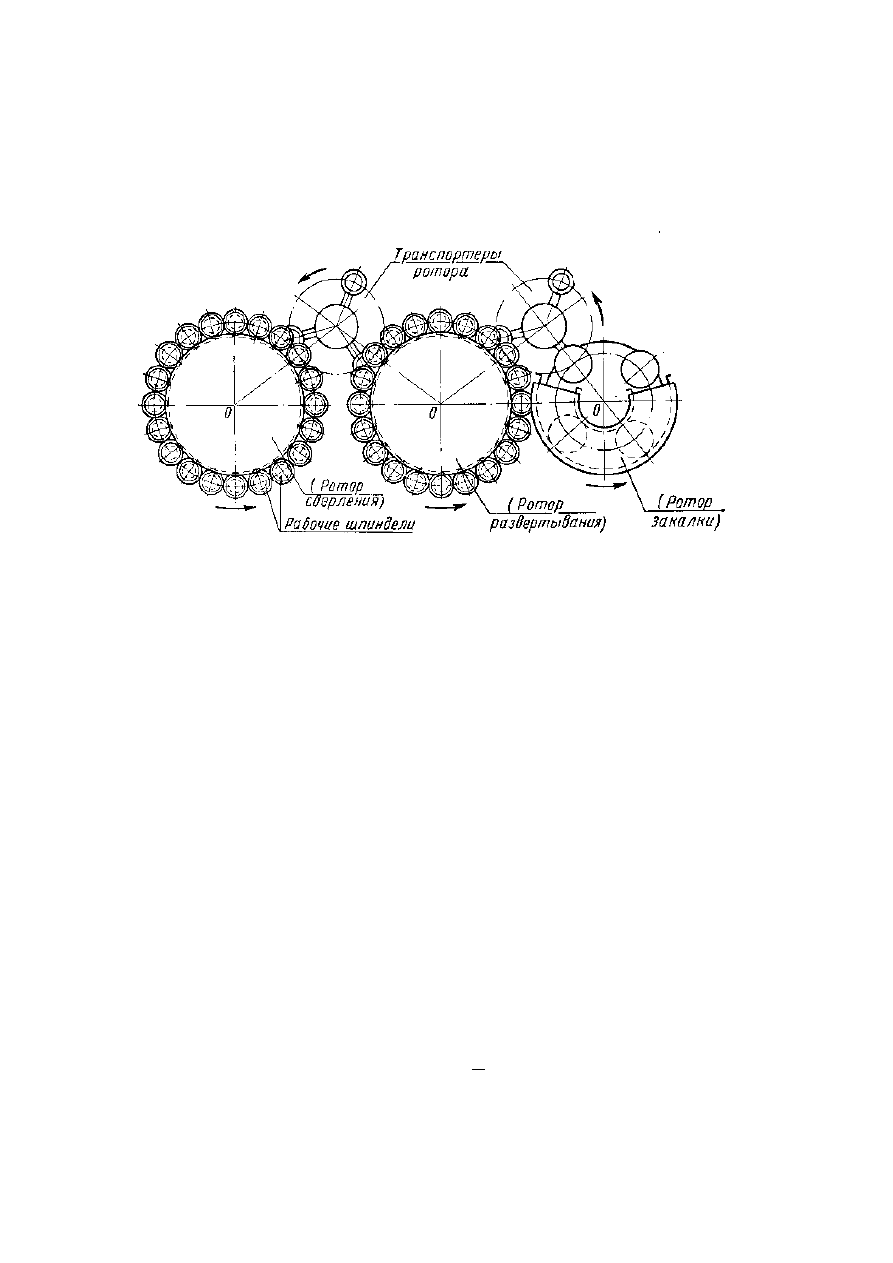
Транспортные роторы представляют собой вращающиеся револьверные
головки с захватами для предметов.
Рабочие роторы представляют собой вращающиеся барабаны с закреплен-
ными на них инструментальными блоками. Инструментальные блоки связаны с

63
подвижными толкателями, ролики которых движутся в неподвижных копирах,
задающих движение подачи инструментов и/или предметов. При необходимо-
сти инструментальным блокам сообщается вращение посредством планетарных
механизмов. Рабочие роторы относятся к квазинепрерывным технологическим
машинам (см. выше табл. 14).
Рис.18. Схема роторной линии [10]
Приводы обеспечивают согласованное вращение роторов, технологические
движения инструментов и предметов, а также передачу деталей с одного ротора
на другой. РЛ могут быть как жесткими – согласованное вращение роторов,
обеспечивающее перегрузку деталей, так и гибкими – с промежуточными бун-
керами и накопителями.
Транспортные роторы представляют собой вращающиеся револьверные
головки с захватами для предметов.
Рабочие роторы представляют собой вращающиеся барабаны с закреплен-
ными на них инструментальными блоками. Инструментальные блоки связаны с
подвижными толкателями, ролики которых движутся в неподвижных копирах,
задающих движение подачи инструментов и/или предметов. При необходимо-
сти инструментальным блокам сообщается вращение посредством планетарных
механизмов. Рабочие роторы относятся к квазинепрерывным технологическим
машинам (см. выше табл. 14).
Как правило, рабочие роторы выполняют по одному технологическому пе-
реходу. Это определяет необходимость множества роторов и значительные га-
баритные размеры РЛ.
Время обработки заготовок на роторной линии составляет:
ω
α
Обр
t
, (53)
где
– угол исполнения перехода;
– угловая скорость.

64
Радиус расположения инструментальных блоков выбирают исходя из тре-
буемого профиля копира: на малых радиусах сложно обеспечить необходимые
углы подъема и небольшие скорости подачи без снижения производительности.
Поэтому РЛ имеют большие размеры, что снижает их привлекательность.
Скорость транспортирования и такт работы РЛ не ограничиваются скоро-
стями технологических движений, что позволяет иметь высокую производи-
тельность даже при небольших технологических скоростях. Это благоприятно
сказывается на стойкости инструмента.
РЛ могут быть рентабельны в массовом производстве при обработке дав-
лением, спеканием, прессованием, термической и химико-термической обра-
ботке, а также в сборке, дозировке, расфасовке, упаковке, окраске, клеймении и
т.п..
Недостатки РЛ – большие размеры, низкая универсальность, малая жест-
кость, простое возвратно-поступательное движение инструмента.
4.6. Циклические, рефлекторные и самонастраивающиеся
автоматические машины
С точки зрения уровня автоматизации различают следующие разновидно-
сти автоматических машин:
1. Циклические автоматические машины выполняют жестко заданные про-
граммы технологического цикла без контроля в процессе ее выполнения. Здесь
человек освобождается от функций управления, но за ним остаются функции
контроля, наблюдения, регулирования и программирования цикла.
Циклические автоматические машины были первенцами автоматизации. В
них средства управления ведут процесс по установленной программе, не изме-
няя количественные или качественные характеристики в связи с изменяющи-
мися условиями протекания процесса. Широкое применение такие автоматы
нашли в металлообработке (токарные автоматы, автоматические прессы и т. п).
Подавляющее большинство действующих автоматических линий, в том числе и
роторные линии, также относятся к этому типу машин. В наиболее совершен-
ных циклических автоматах имеется возможность быстро менять программы
(станки с программным управлением), что расширяет область их применения и
позволяет использовать автоматизацию в серийном производстве.
2. Рефлекторные автоматические машины выполняют технологический
цикл в соответствии с заданной оператором постоянной программой. Здесь че-
ловек освобождается не только от функций управления, но и от контроля над
качеством продукции. Рефлекторные машины в металлообрабатывающих про-
изводствах позволяют контролировать обработку изделий с необходимой точ-
ностью путем подачи инструмента в соответствии с его износом. Рефлекторные
автоматы используются также для контроля и сортировки изделий и начинают
находить применение при сборке.
3. Самонастраивающиеся автоматические машины выполняют технологи-
ческие операции в соответствии с текущими параметрами процесса, а человек

65
освобождается полностью или частично и от программирования. Эта наиболее
высокая ступень развития автоматических машин.
5. КОМПЛЕКСНАЯ АВТОМАТИЗАЦИЯ СЕРИЙНОГО
И МЕЛКОСЕРИЙНОГО ПРОИЗВОДСТВА
5.1. Гибкие производственные системы, их структура и особенности
Начиная с 80-х годов ХХ века, одним из основных направлений автомати-
зации производственных процессов стали гибкие производственные системы
(ГПС). В соответствии с ГОСТ 26228-90, ГПС – "…управляемая средствами
вычислительной техники совокупность технологического оборудования, состо-
ящего из разных сочетаний гибких производственных модулей и (или) гибких
производственных ячеек, автоматизированной системы технологической под-
готовки производства и системы обеспечения функционирования, обладающая
свойством автоматизированной переналадки при изменении программы произ-
водства изделий".
Гибкий производственный модуль (ГПМ) – автоматизированная единица
технологического оборудования с программным управлением, обладающая ав-
тономностью и приспособленная к взаимодействию с другими модулями и си-
стемами управления.
Для работы в составе ГПС могут использоваться модернизированные се-
рийные полуавтоматы, автоматы, станки с ЧПУ или специально разработанные
модели автоматизированного оборудования.
Станки ГПМ, включаемые в состав ГПС, должны обеспечивать высокую
производительность, предельный уровень концентрации и совмещения опера-
ций, а также быть унифицированы по основным узлам, комплектующим изде-
лиям, крепежу, инструменту и режимам эксплуатации.
В станках должны быть предусмотрены: автоматическая смена инструмен-
та, совмещенная по времени с выполнением вспомогательных ходов, отвод
стружки из зоны резания, устройства обдува или обмыва под давлением бази-
рующих поверхностей и мест крепления заготовок. В системах управления
должна быть предусмотрена возможность обмена сигналами с взаимодейству-
ющим оборудованием ГПС и системой диагностики.
Система обеспечения функционирования – совокупность автоматизиро-
ванных систем, обеспечивающих проектирование изделий, технологическую
подготовку их производства, управление гибкой производственной системой с
помощью ЭВМ и автоматическое перемещение предметов производства и тех-
нологической оснастки.
В общем случае в систему обеспечения функционирования ГПС входят все
доступные гибкие СТО (см. табл. 3): автоматизированная транспортно-
складская система (АТСС), автоматизированная система инструментального
обеспечения (АСИО); система автоматизированного контроля (САК); автома-
тизированная система удаления отходов (АСУО); автоматизированная система
управления технологическими процессами (АСУ ТП); автоматизированная си-