Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7072
Скачиваний: 85
56
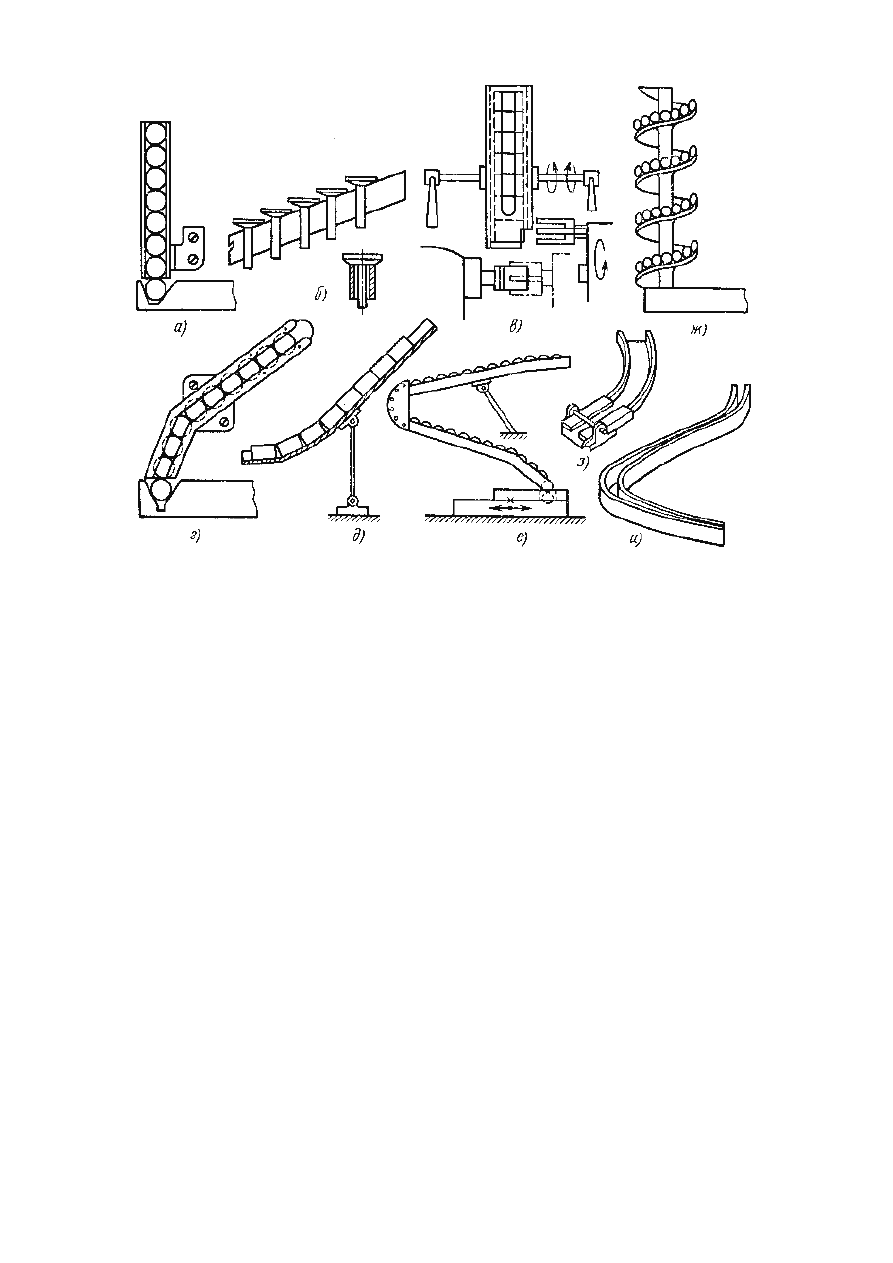
Рис.9. Гравитационные магазины, [9]
а
–
вертикальный; б
–
наклонный; в
–
поворотный; г
–
наклонный угловой; д
–
наклонный с
радиальным торможением; е
–
угловой с регулятором наклона; ж
–
винтовой; з
–
наклонный
боковой правый; и
–
наклонный зигзагообразный левый
Конструкции магазинов разнообразны, но выделяют две группы: с пере-
мещением предметов под действием силы тяжести (гравитационные) и с при-
нудительным перемещением посредством приводного устройства.
Накопители гравитационных магазинов выполняют в виде лотков различ-
ной конфигурации с сечениями, соответствующими контуру (или части) конту-
ра предметов. Лотки располагаются вертикально или под наклоном, чтобы
обеспечить последовательный выход всех предметов в питатель под действием
сил тяжести, (рис. 9).
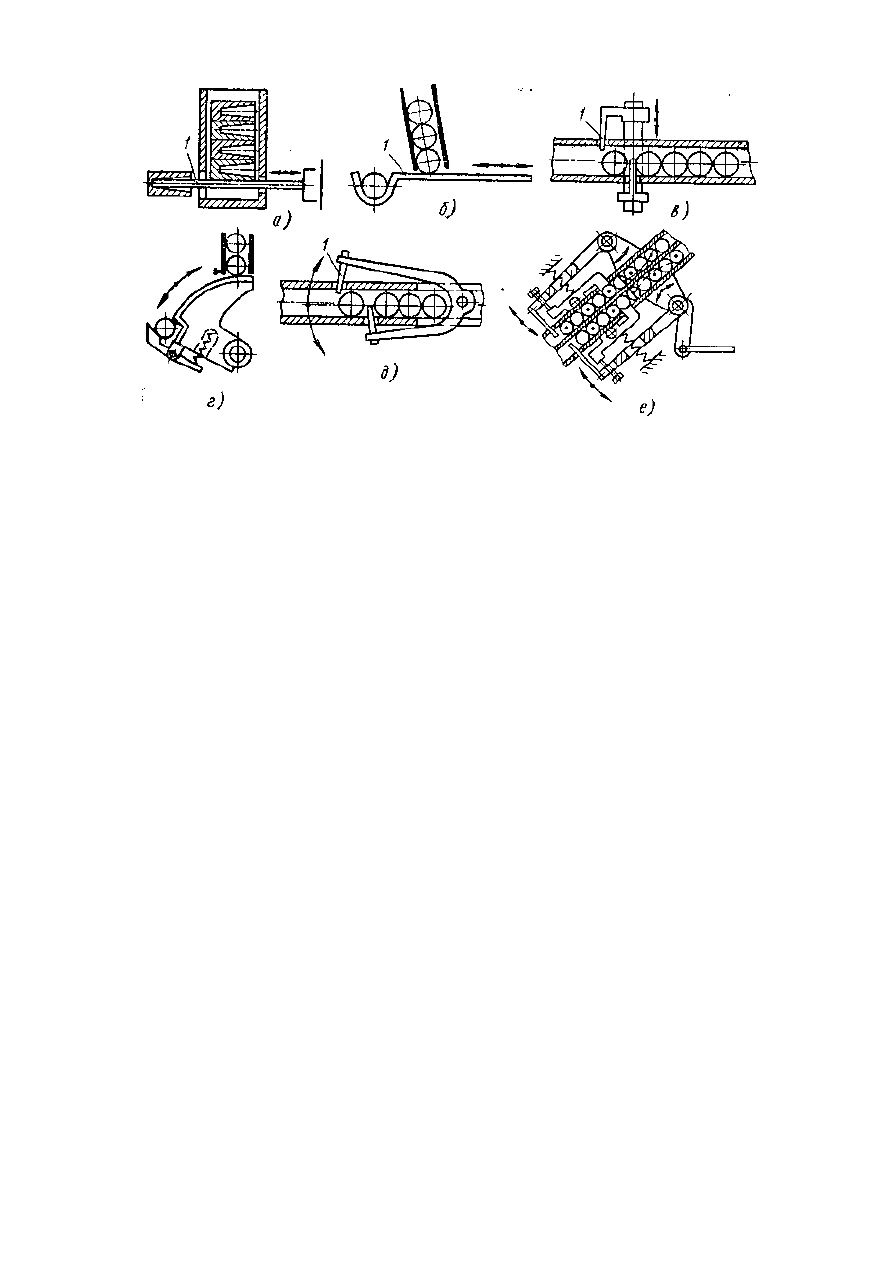
Для предотвращения выпадения предметов из накопителя лотки гравита-
ционных магазинов оснащают отсекателями 1 (рис. 10).
57
Рис.10. Конструкции отсекателей [9]
а
–
штыревой; б
–
шиберный прямой; в
–
прямой с двойным упором;
г
–
шиберный поворотный; д
–
поворотный с двойным упором;
е
–
поворотный с двойным упором двухпоточный
Лотки гравитационных магазинов могут быть сменными и устанавливаться
в корпус магазина вместе с деталями – в этом случае они применяются как
сменные кассеты.
Кассета – сменное устройство для ручной ориентации, хранения и транс-
портировки предметов. Кассетная конструкция магазина позволяет сократить
время загрузки, удалить загрузку от станка, обеспечивает удобство перемеще-
ния и хранения деталей.
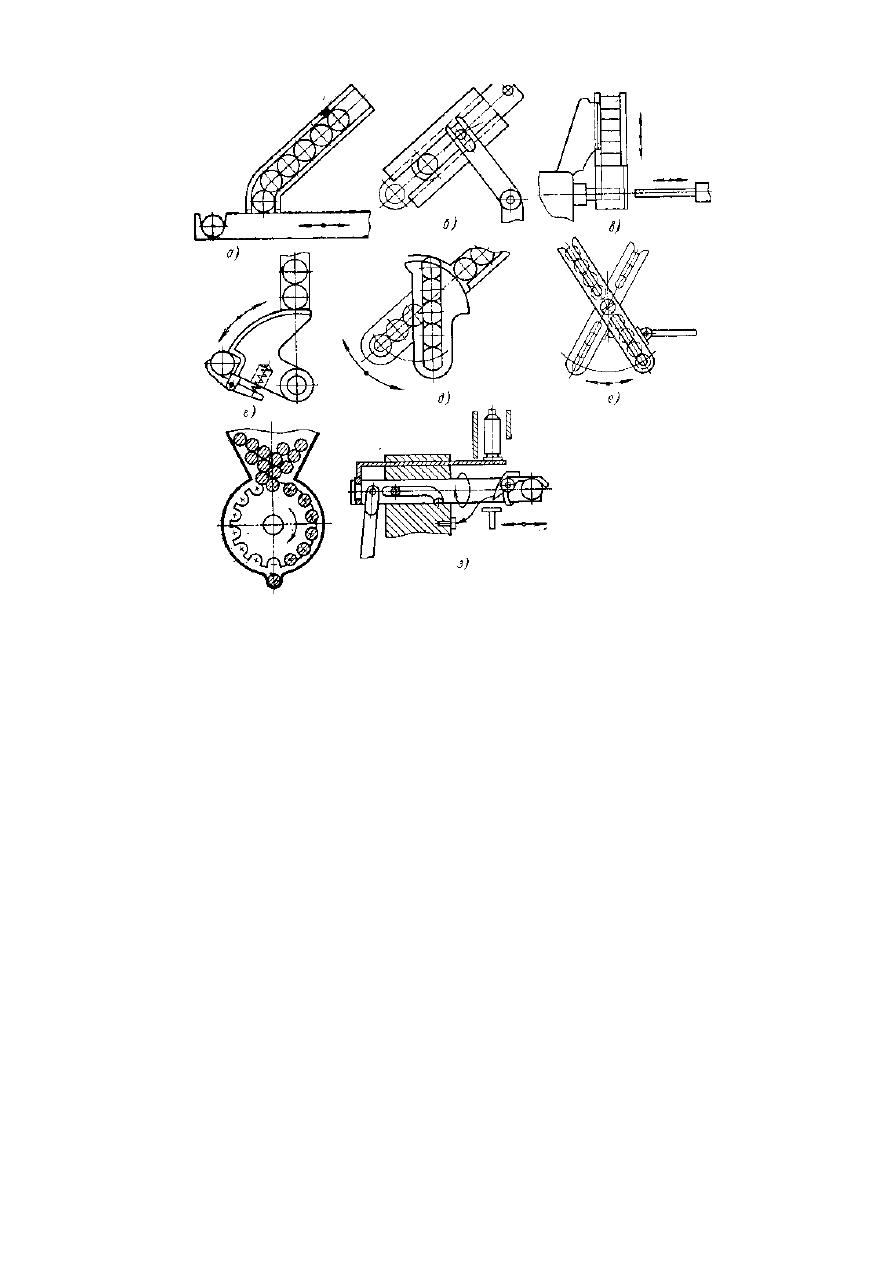
Магазинные накопители всех типов оснащаются питателями.
Питатель – устройство подачи предметов из накопителя к рабочему орга-
ну, для последующего базирования (рис. 11).
Как следует из рисунков, разработчики средств автоматизации стремятся
объединять питатели и отсекатели в одном узле. Привод питателей и отсекате-
лей обычно пневматический, электромагнитный, гидравлический или электри-
ческий.
58
Рис.11. Конструкции питателей [9]
а
–
шиберный; б
–
шиберный наклонный; в
–
с подводом магазина к толкателю; г
–
шибер-
ный поворотный; д, е
–
шиберные поворотные многоместные; ж
–
с вертикальным бараба-
ном; з
–
байонетный
Гравитационные магазины особенно удобны для относительно легких
предметов до 0,5 кг. Более тяжелые предметы при движении в гравитационных
накопителях вызывают значительные ударные нагрузки, вибрацию, шум и по-
вреждение предметов.
Тяжелые предметы лучше загружать из магазинов с принудительным дви-
жением, в качестве которых применяют тактовые столы, карусели, барабаны,
транспортеры и т. п.
Наиболее универсальны тактовые столы со сменной наладкой для ориен-
тирования и базирования различных предметов. В качестве привода применятся
пневмоцилиндры, гидроцилиндры, электродвигатели, а в качестве тактовых ме-
ханизмов храповые, мальтийские, зубчатые. В классификации механизмов эти
приводные устройства известны как механизмы с остановами или механизмы
питателей. На практике стараются применять наиболее простые и доступные
устройства.
Применение магазинов эффективно при достаточно длительных операци-
ях, когда магазин позволяет организовать многостаночное обслуживание, обес-
печивает длительную загрузку станка, а пополнение магазина в расчете на одну
деталь составляет незначительную долю штучного времени.
ж)
59
При коротких операциях: нарезание резьбы, подрезка торцов, точение фа-
сок, запрессовка, завинчивание и т.д. – количество предметов в магазине ока-
зывается недостаточным для длительной загрузки станка и организации много-
станочного обслуживания. В этом случае применяют автоматическую ориента-
цию и загрузку предметов в магазин из бункерных устройств большой емкости,
переходя ко второму этапу автоматизации.
2 этап автоматизации – применение бункерных загрузочных устройств с
автоматической ориентацией деталей.
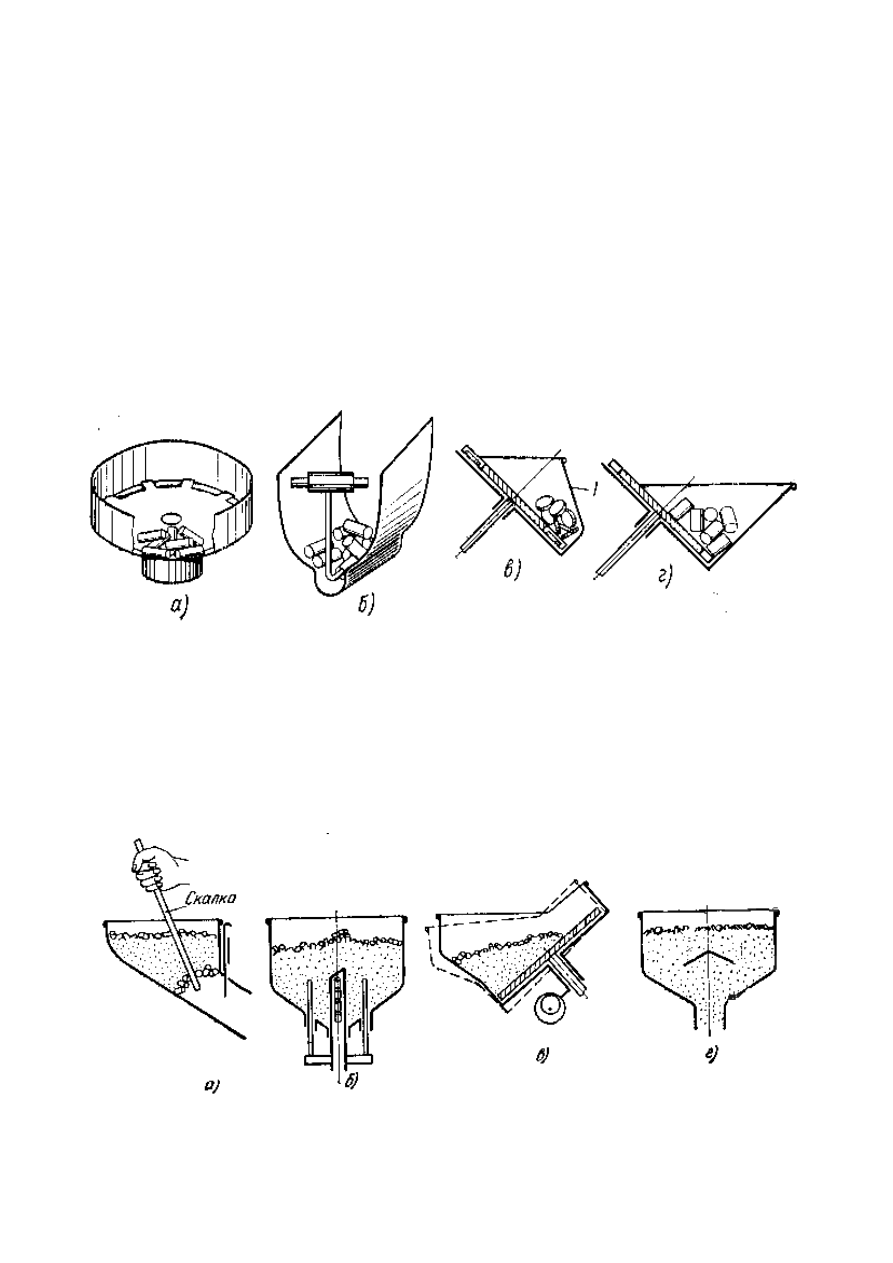
Основной элемент бункерного загрузочного устройства – емкость под за-
сыпку предметов. В бункере размещен захватывающий орган, способный за-
хватывать предметы и перемещать в лоток магазина. Захватывающий орган,
движение и форма бункера обеспечивают ориентацию предметов (рис. 12).
Рис.12. Конструкции бункеров [9]
а
–
подвижный с центральным ориентирующим отверстием; б
–
неподвижный с крючковым
ворошителем-захватом; в
–
неподвижный наклонный закрытый с дисковым ворошителем. г
–
неподвижный наклонный открытый с дисковым ворошителем
В местах, прилегающих к выходу предметов из бункера, образуются своды
– взаимное заклинивание деталей, которые блокируют их движение к захваты-
вающему устройству (рис. 13).
Рис.13. Образование и разрушение сводов [9]
а
–
внешним воздействием; б
–
приводным толкателем; в
–
вибрацией бункера;
г
–
рассекателем
60
Для гарантированного исключения свода применяют специальные устрой-
ства: ворошители, вибраторы, рассекатели, наклоненные под разными углами
стенки. Движение предметов вдоль крутых стенок происходит быстрее, чем
вдоль пологих, и они способны разбивать своды.
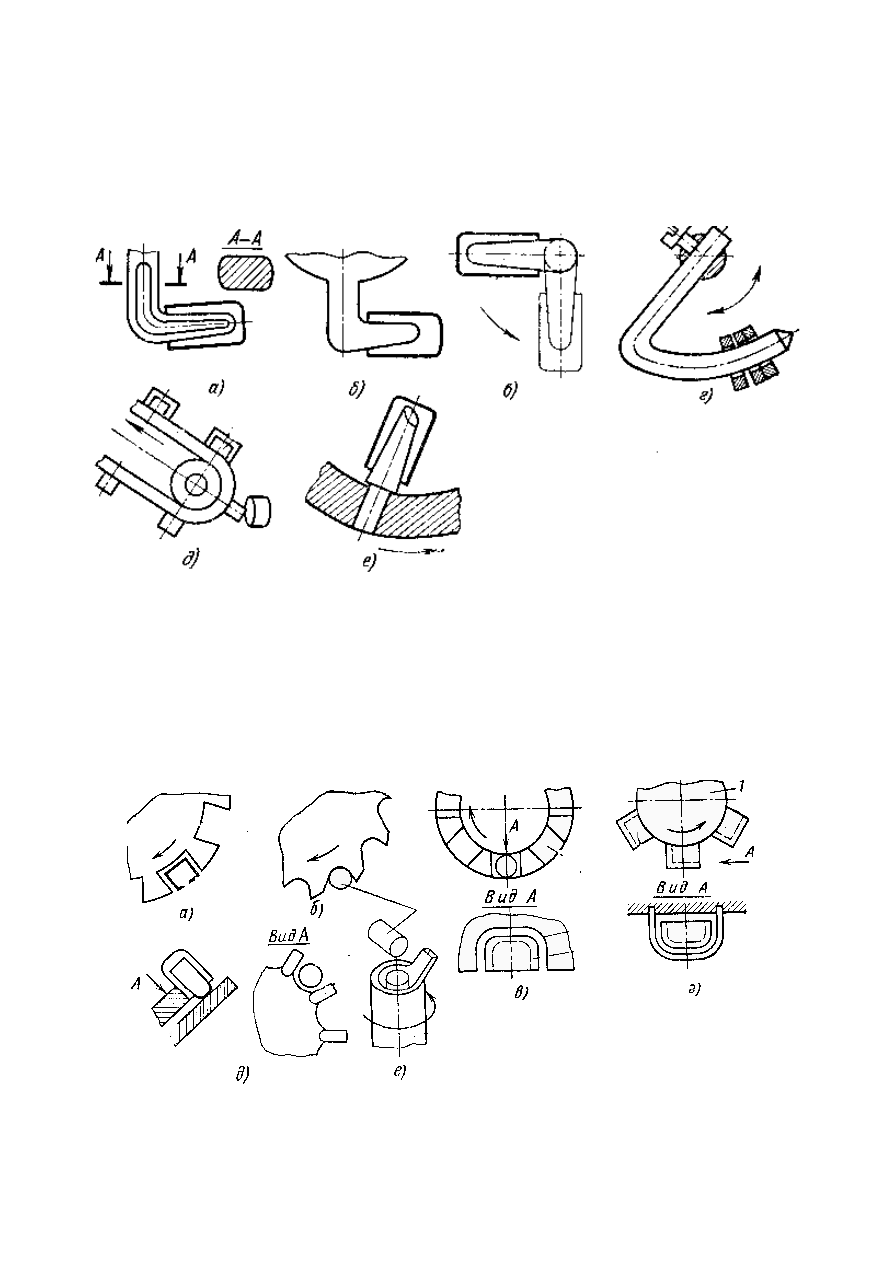
Рис.14. Способы захвата: а, б, г – крючковой; в, д, е – штыревой [9]
Бункерные загрузочные устройства используются в условиях массового
производства для мелких деталей, для которых допустимо незначительное по-
вреждение поверхностей в процессе валовой загрузки и ворошения: обычно это
крепежные детали различного назначения. Применение бункеров-ориентаторов
ограничено массой предметов до 0.1 кг.
Рис.15. Способы захвата: а, б, в – зубчатый; г, д – карманчиковый;
е – с ориентирующей трубой [9]