Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10837
Скачиваний: 97
36
Более детально процесс проектирования технологических процессов изло-
жен в работе [11].
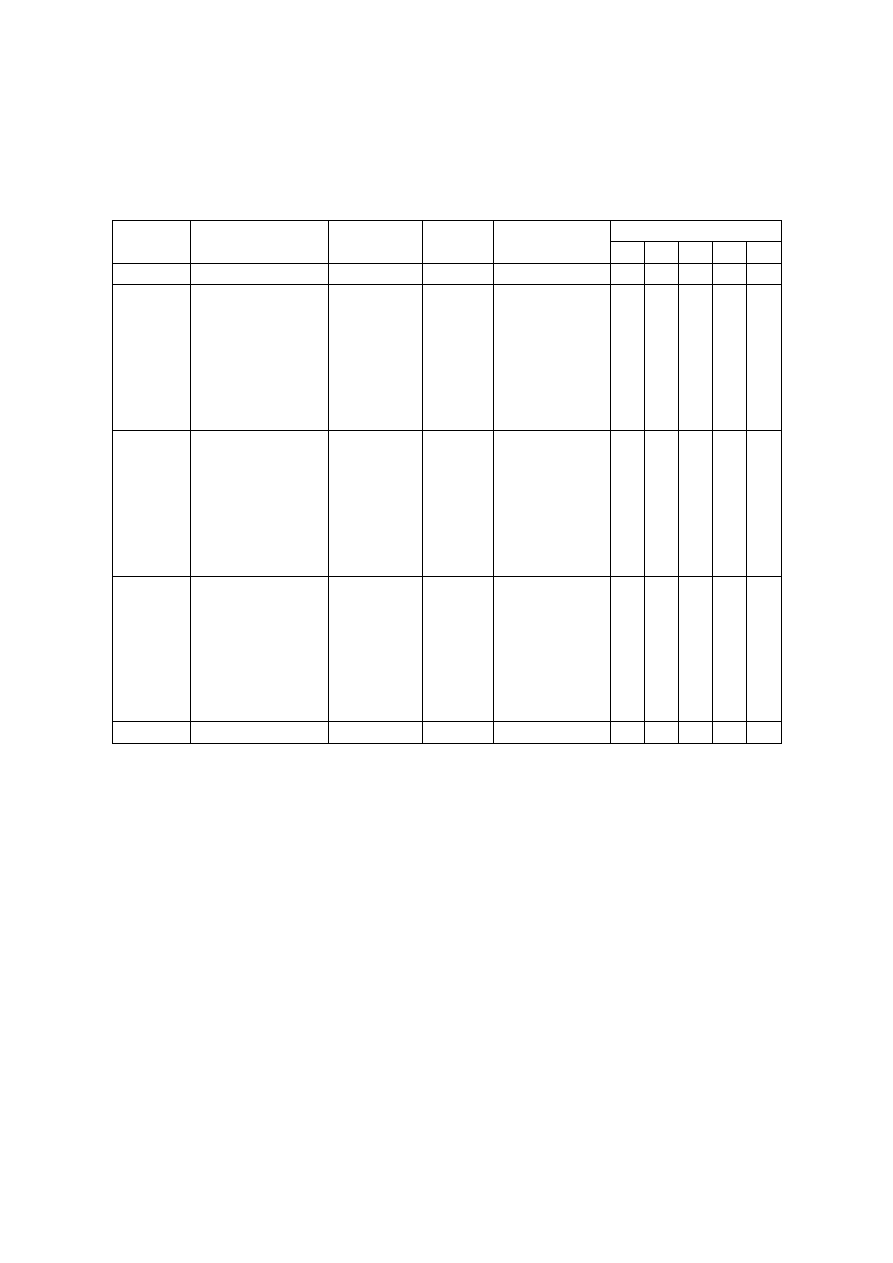
Таблица 9
Фрагмент маршрутного описания технологического процесса
№ опер Наименование
Станок
Этапы
Поверхно-
сти
Детали группы
1
2
3
4
5
…
…
…
…
…
… … … … …
15
Токарная
16А20Ф3
Э обд
Э чр
…
9
10
11
12
13
…
…
0
0
0
0
1
…
…
0
0
0
0
1
…
…
0
0
0
0
0
…
…
0
0
0
0
0
…
…
1
0
1
1
1
…
20
Токарная
16А20Ф3
Э пч
Э ч
…
9
10
11
12
13
…
…
0
0
0
0
1
…
…
0
0
0
0
1
…
…
0
0
0
0
0
…
…
0
0
0
0
0
…
…
1
0
1
1
1
…
25
Шлифовальная 3М151Ф2
Э п
Э в
…
9
10
11
12
13
…
…
0
0
0
0
0
…
…
0
0
0
0
0
…
…
0
0
0
0
0
…
…
0
0
0
0
0
…
…
0
0
1
1
0
…
…
…
…
… … … … …
Групповые технологические процессы встречаются в трех основных вари-
антах:
1) изделия группы имеют одну общую операцию – получение заготовки,
термическая обработка, нанесение покрытия и т.д. До и после групповой опе-
рации изделия обрабатываются в составе других групп или по единичному
процессу;
2) изделия группы имеют общий групповой многооперационный техноло-
гический процесс. Отдельные изделия могут пропускать отдельные операции;
3) изделия нескольких групп, каждая из которых охватывает весь техноло-
гический маршрут, объединяются на нескольких операциях.
Групповой метод организации производства был разработан известным
российским ученым Сергеем Петровичем Митрофановым.
3. ПОКАЗАТЕЛИ НОРМИРОВАНИЯ, ЗАГРУЗКИ И ТИПОВ
АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
3.1. Техническое нормирование автоматизированного производства

37
Каков бы ни был уровень автоматизации производственных потоков, они
управляются и контролируются людьми, занятыми на рабочих местах, подго-
товленных для исполнения различных операций. Неполная занятость исполни-
телей в автоматизированных производственных процессах ставит перед техно-
логической службой предприятий задачу справедливого учета квалификации и
затрат труда, организации рациональной загрузки оборудования и персонала.
При разработке автоматизированного производственного процесса необ-
ходимо учитывать особенности их технического нормирования.
Техническое нормирование – установление технически обоснованных норм
расхода производственных ресурсов: рабочего времени персонала и оборудова-
ния, материалов, энергии и т.д.
Важнейшей задачей технического нормирования является определение
трудоемкости и станкоемкости производственного процесса, которые в значи-
тельно степени определяют расход других ресурсов и используются для реше-
ния основных задач проектирования, управления и организации производства.
Трудоемкость – время работы исполнителей.
Станкоемкость – время работы оборудования.
Трудоемкость и станкоемкость рассчитывают для каждой технологической
операции и последующим суммированием определяют для производственных
процессов.
Технологическая операция – законченная часть технологического процесса,
выполняемая на единице технологического оборудования. Операция охватыва-
ет все действия оборудования и рабочих над одним или несколькими совместно
обрабатываемыми или собираемыми изделиями.
Расчеты трудоемкости в автоматизированном производстве должны учи-
тывать, что производственный персонал взаимодействует с автоматизирован-
ными средствами технологического оснащения и системой автоматизированно-
го управления (АСУ) в общем цикле технологического процесса.
Цикл технологического процесса Т
Ц
– интервал времени от начала до окон-
чания технологического процесса изготовления или ремонта изделия.
Цикл технологической операции – интервал времени от начала до оконча-
ния периодически повторяющейся технологической операции – части цикла
технологического процесса.
Число изделий в цикле, N
ц
– число изделий, обрабатываемых одновременно
в одном цикле.
3.2. Структура штучного времени автоматизированной операции
Штучное время, Т
ш
– интервал времени, определяемый отношением вре-
мени цикла к числу изделий в цикле:
ц
ц
ш
N
T
T
,
(4)

38
Структура штучного времени автоматизированной операции приведена в
табл. 10.
Ручное время, Т
р
– часть штучного времени, затрачиваемая персоналом при
выполнении технологической операции, без применения СТО.
Кооперировано – ручное время, Т
кр
– часть штучного времени, затрачивае-
мая персоналом при выполнении технологической операции с применением
СТО, но без использования энергии неживой природы.
Неперекрытое ручное время, Т
рн
– сумма ручного и кооперировано – руч-
ного времени:
Т
рн
= Т
р
+ Т
кр
. (5)
Машинно-ручное время, Т
мр
– часть штучного времени, затрачиваемая пер-
соналом в период применения автоматизированных СТО.
Полное ручное время, Т
рп
– часть штучного времени, затрачиваемая персо-
налом:
Т
рп
= Т
мр
+ Т
рн
= Т
мр
+ Т
р
+ Т
кр
. (6)
Неперекрытое машинное время, Т
мн
– часть штучного времени, равная
времени функционирования автоматизированных СТО без участия персонала.
Полное машинное время, Т
м
– часть штучного времени, равная времени
функционирования автоматизированных СТО с участием и без участия персо-
нала.
Т
м
= Т
мр
+ Т
мн
. (7)
Время управления, Т
у
– часть штучного времени, затрачиваемая персона-
лом при наблюдении за технологической операцией и воздействиях на средства
управления.
Свободное производственное время, Т
с
– часть штучного времени, неис-
пользуемая персоналом для участия в технологическом цикле.
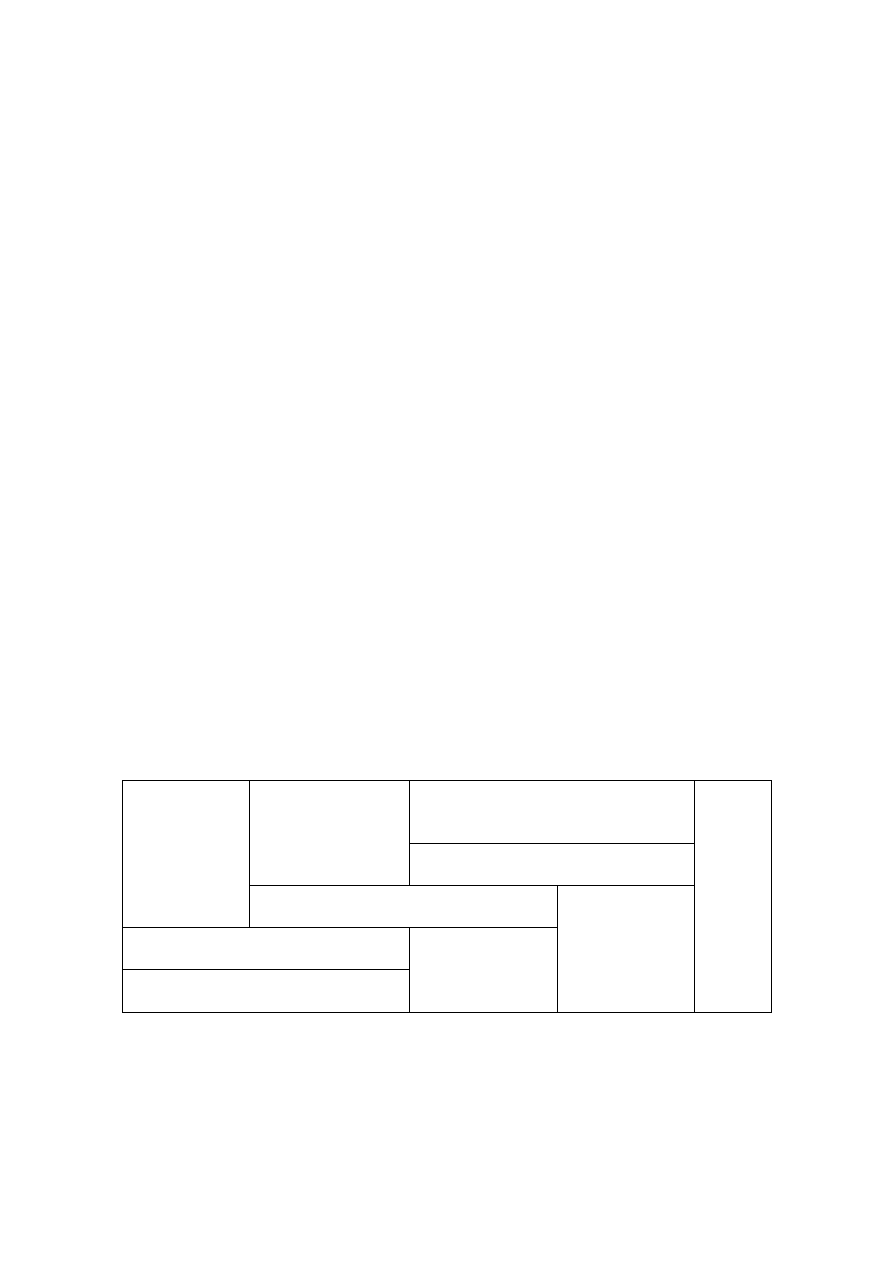
Таблица 10
Структура штучного времени автоматизированной операции
Машинное
Т
м
; (Т
м
/Т
ш
)
Неперекрытое
машинное
Т
мн
; (Т
мн
/Т
ш
)
Свободное
производственное
Т
с
; (Т
с
/Т
ш
)
Шт
уч
ное
вр
емя
Т
ш
; (1
,00)
Управления
Т
у
; (Т
у
/Т
ш
)
Машинно-ручное
Т
мр
; (Т
р
/Т
ш
)
Полное
ручное
Т
рп
; (Т
рп
/Т
ш
)
Кооперировано-ручное
Т
кр
; (Т
кр
/Т
ш
)
Неперекрытое
ручное
Т
рн
; (Т
рн
/Т
ш
)
Ручное
Т
р
; (Т
р
/Т
ш
)
Приступая к разработке автоматизированного технологического процесса,
рекомендуется представить структуру штучного времени базового технологи-
ческого процесса в виде табл. 10 с указанием численных значений как самого
Т
ш
, так и его составляющих. Помимо абсолютных значений, следует привести
относительную долю каждой составляющей в штучном времени. Наибольшие
39
составляющие полного ручного времени указывают на наиболее перспективные
объекты автоматизации.
В нормировании автоматизированного процесса штучное время удобно
представлять его основными составляющими:
рн
мр
мн
ш
Т
Т
Т
T
. (8)
Применение средств автоматизации увеличивает долю неперекрытого ма-
шинного времени и уменьшает долю ручного времени. Это обстоятельство
необходимо учитывать при определении трудоемкости. Для целей нормирова-
ния труда персонала применяют показатели уровня автоматизации труда:
ш
мн
т
/ Т
Т
d
. (9)
и уровня автоматизации средств технологического оснащения:
ш
м
п
/ Т
Т
d
. (10)
Из приведенных выше соотношений следует, что полное ручное время
определяется выражением:
)
(1
т
ш
рп
d
Т
T
. (11)
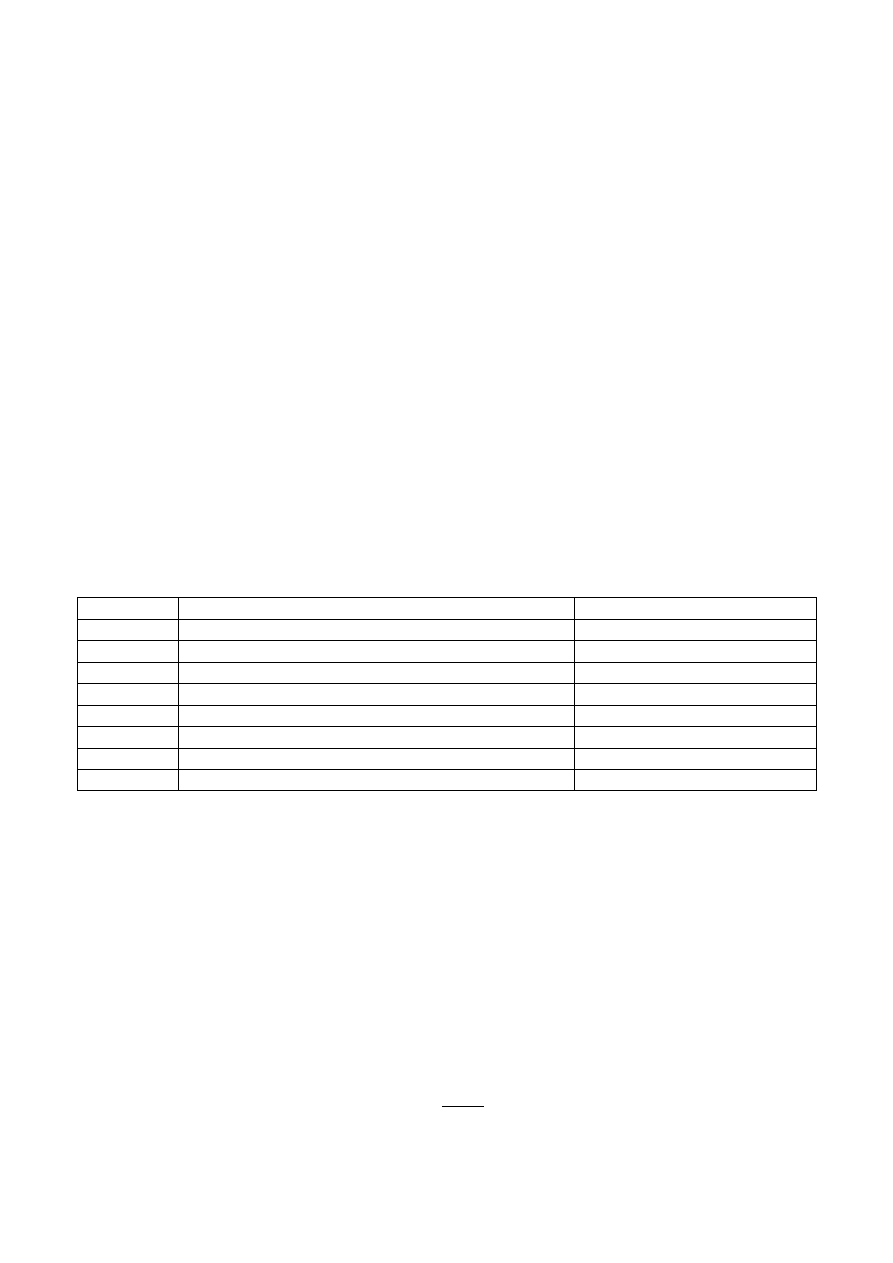
ГОСТ 23004-78 устанавливает 7 категорий автоматизации в зависимости
от уровня автоматизации СТО (табл. 11).
Таблица 11
Категории автоматизации
№
Категории автоматизации
Диапазон изменения d
п
0
Нулевая
0 – нет автоматизации
1
Низшая
0.00 – 0.25
2
Малая
0.25 – 0.45
3
Средняя
0.45 – 0.60
4
Большая
0.60 – 0.75
5
Повышенная
0.75 – 0.90
6
Высокая
0.90 – 0.99
7
Завершенная
1.00
В серийном автоматизированном производстве сохраняется подготови-
тельно заключительное время, Т
пз
– необходимое для изучения документации,
настройки управляющих программ, подготовки рабочих мест, оборудования,
приспособлений, инструмента, устройств контроля готовых изделий, возврата
на хранение документации и инструмента. Применение средств автоматизации
может увеличить подготовительно-заключительное время по отношению к не-
автоматизированному процессу, так как требуется дополнительное время для
подготовки средств автоматизации – переобучение (перепрограммирование)
роботов, переналадки устройств загрузки, крепления, средств контроля и т.п.
Уровень подготовительно-заключительного времени определяется выра-
жением:
ш
пз
α
NT
Т
, (12)
где N – число изделий в партии.
40
Уровень времени управления определим, как
ш
у
β
T
Т
. (13)
Таким образом, для серийного автоматизированного производства:
N
Т
Т
T
пз
ш
шк
(14)
или
α)
(1
ш
шк
T
T
. (15)
Для неавтоматизированных операций используется другая структура
штучного времени, которая, однако, не противоречит структуре штучного вре-
мени автоматизированной операции (табл. 12).
Основное время – часть штучного времени, затрачиваемая на изменение и
последующее определение состояния предмета труда, т. е время непосредствен-
ного воздействия на предмет труда (деталь, сборочную единицу или изделие в
целом).
Вспомогательное время – часть штучного времени, затрачиваемая на вы-
полнение приемов, необходимых для обеспечения изменения и последующего
определения состояния предметов труда: установка, закрепление, раскрепление,
снятие, ручное управление СТО, подвод и отвод инструмента, измерения и т.д.
Оперативное время – сумма основного и вспомогательного времени. При
этом к оперативному времени относят только ту часть вспомогательного време-
ни, которая не перекрывается основным временем.
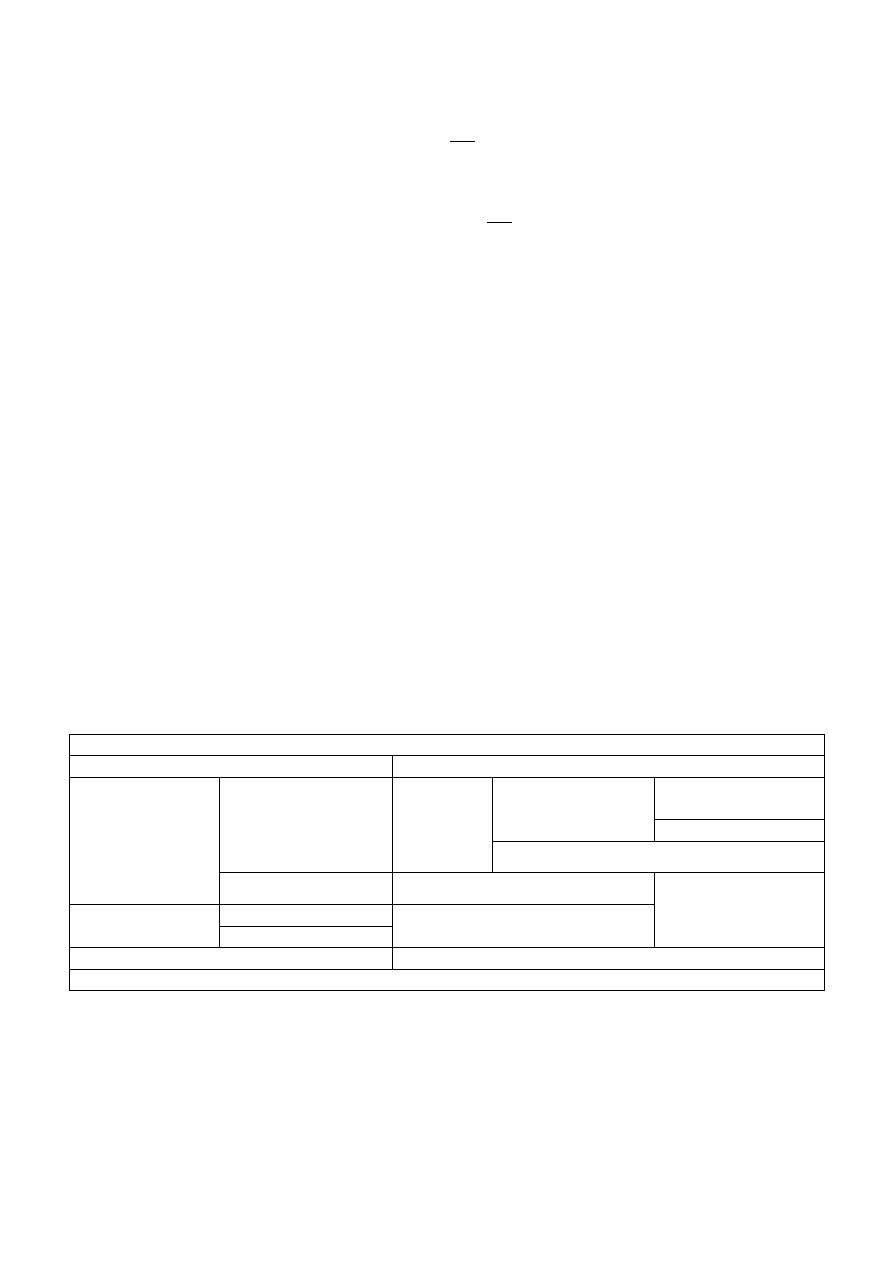
Таблица 12
Сравнение структур штучного времени
неавтоматизированной и автоматизированной операций
Составляющие штучного времени
Неавтоматизированная операция
Автоматизированная операция
Оперативное
Основное
Машинное
Неперекрытое
машинное
Свободное
производственное
Управления
Машинно-ручное
Вспомогательное
Кооперировано-ручное
Ручное
неперекрытое
Обслуживания
Технического
Ручное
Организационного
Отдыха и естественных потребностей
Не нормируется
Подготовительно - заключительное
Время обслуживания рабочего места – часть штучного времени, затрачива-
емая исполнителем на поддержание СТО в работоспособном состоянии и уход за
рабочим местом.
Время технического обслуживания – время, затрачиваемое на смену ин-
струмента, его заправку и регулировку, наладку оборудования, активное наблю-
дение и перемещения при многостаночном обслуживании.