Файл: Оборудование, приспособления и инструмент для разборочносборочных работ.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 513
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
При запрессовке подшипника в корпус:
- корпус нагреть струей воздуха или погружением (малогабаритные корпуса) в горячее масло.
- усилие прикладывать к наружному кольцу (рис. 5, Г).
При одновременной напрессовке на вал и в гнездо:
- усилие прикладывать на торцы обоих колец,
- вал и корпус должны быть неподвижны (рис. 5, В).
При сборке игольчатых подшипников с закрытым торцом:
- использовать оправку (рис. 5, Е),
- отверстие охватывающей детали 2 смазать тонким слоем консистентной смазки,
- в отверстие ввести монтажный валик 3 и в образовавшийся зазор устанавливают комплект иголок (роликов).
- вместо монтажного валика ввести рабочую ось.
Если торец игольчатого подшипника открыт, то иглы вводят в зазор между осью и корпусом без монтажного валика.
При установке неразъемных подшипников скольжения (втулки распределительного вала):
- запрессовывать в гнезда, совместив маслопроводимые отверстия втулки и корпуса;
- расточить или развернуть втулки под диаметр шеек сопряженных валов. Если втулки соосны - растачивать (развертывать) с одной установки. При сборке разъемных подшипников скольжения (вкладышей):
добиться равномерного прилегания вкладышей к поверхностям гнезд корпусов и шеек валов;
при необходимости, при сборке узлов с толстостенными вкладышами, выполнить пригоночные работы к поверхностям гнезд и к шейкам валов (по пятнам касания);
пригонку тонкостенных вкладышей к гнездам и валу не производить.
для обеспечения равномерного зазора между шейкой вала и вкладышем необходимо:
тщательно проверить геометрическую форму и соосность гнезд, а также параллельность плоскостей разъема;
убедиться в наличии гарантированного зазора между шейкой и вкладышами.
Масляный зазор для толстостенных вкладышей равен (0,001...0,005)D, тонкостенных (0,001...0,0015) D, Где D —Диаметр шейки вала, мм.
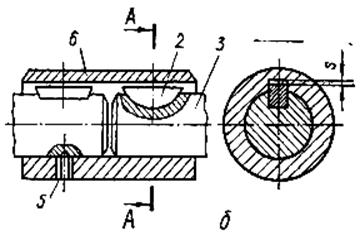
Cборка шпоночных соединений. Призматические и сегментные шпонки устанавливают в паз вала с натягом по ширине (легкими ударами медного молотка).
Между торцом шпоночной канавки ступицы (втулки) и верхней плоскостью шпонки должен быть зазор 5 (рис. 6, А, б).
  | |
| | |
Клиновидные шпонки должны входить в пазы сопрягаемых деталей с натягом по высоте. Между боковыми гранями и головкой шпонки должен быть зазор 5 (рис. 6, В). Зазор «головка шпонки - торец ступицы» равен 1,0... 1,5 высоты шпонки у головки.
 Рис. 6. Сборка шпоночных соединений: А - Призматической шпонкой; Б — сегментной шпонкой; В — Клиновой шпонкой; 1 — зубчатое колесо; 2 — шпонка: 3 — вал; 4 — Распорная втулка: 5 — установочный винт; 6 — втулка; S— зазор. Рис. 6. Сборка шпоночных соединений: А - Призматической шпонкой; Б — сегментной шпонкой; В — Клиновой шпонкой; 1 — зубчатое колесо; 2 — шпонка: 3 — вал; 4 — Распорная втулка: 5 — установочный винт; 6 — втулка; S— зазор. |
Cборка шлицевых соединений
а) неподвижные:
- натяг 0,03...0,04 мм,
-охватывающую деталь (шестерню) нагреть до температуры 90...120°С, а затем напрессовать на вал до упора.
б) подвижные:
- шестерня должна свободно перемещаться от усилия руки по всей длине шлицов вала, предварительно смазанных моторным маслом.
Сборка зубчатых передач.
качество сборки оценивать по боковому зазору и прилеганию рабочих поверхностей зубьев,
боковые зазоры между зубьями замерять индикатором или щупом, а для зубчатых зацеплений с большим модулем — с помощью свинцовой пластины, прокатив ее между зубьями и измерив ее толщину,
прилегание рабочих поверхностей зубьев оценивать по расположению и форме пятна контакта,
в шестернях, находящихся в постоянном зацеплении, торцы венцов зубьев должны совпадать.
Боковой зазор в зацеплении можно замерить индикатором (рис. 7). Методика измерения:
- застопорить нижнюю шестерню 1,
- стержень индикатора 4 установить перпендикулярно хомуту 3,
- проворачивая незакрепленное зубчатое колесо 2, фиксировать показания индикатора.
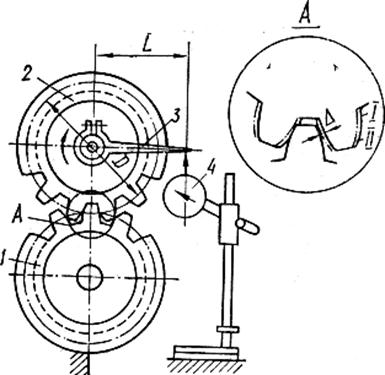 |
Рис. 7. Проверка бокового зазора в зацеплении цилиндрических зубчатых колес: 1 — нижняя шестерня; 2 — зубчатое колесо, 3 — Хомут; 4 — Индикатор, I— II— положения зубчатого колеса.
Боковой зазор определяют по формуле:
∆ = Dh / 2L
где D — диаметр делительной окружности зубчатого колес, мм;
L — длина плеча, мм;
h — показания индикатора, мм,
Прилегание (взаимный контакт) рабочих поверхностей зубчатых колес. Проверка «на краску».
Возможная форма и расположение отпечатка показаны на рисунке 8.
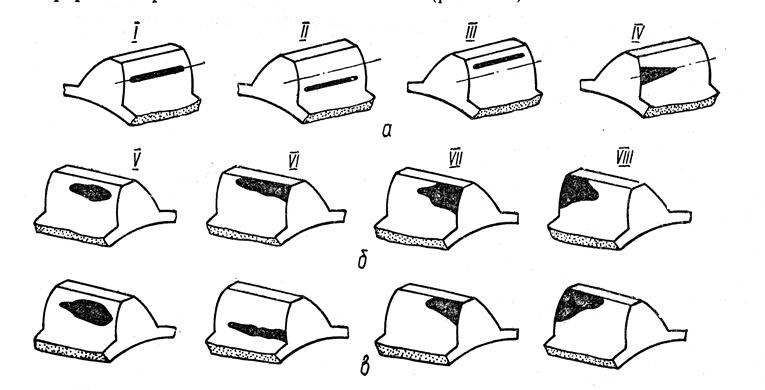
Рис. 8. Проверка правильности контакта зубчатых колес «на краску»: А — цилиндрических; Б— конических зубьев ведущей шестерни; в — конических зубьёв ведомой шестерни» I — при нормальном межцентровом расстоянии; II — при уменьшенном; III— при увеличенном, IV —при перекосе осей; V— при нормальном зацеплении; VI, VII, VIII — при неправильном зацеплении.
Сборка цепных и ременных передач. Необходимые условия:
- параллельность и расположение в одной плоскости валов и звездочек (шкивов),
- стрела прогиба:
для горизонтальных цепных передач - 2 % от межцентрового расстояния,
для вертикальных — 0,6 % от межцентрового расстояния,
для клиноременных передач –1,5 – 2,0 % от межцентрового расстояния при усилии 10 кг.
Установка самоподжимных сальников и др. уплотнений. При запрессовке самоподвижного сальника усилие прикладывать только к армированному корпусу.
Сальник вместе устанавливать на шейку вала при помощи конусной оправки. Шейку вала предварительно смазать моторным маслом. Обеспечить перпендикулярность плоскости расположения сальника к оси вала.
Установка фетрового (войлочного) уплотнения:
пропитать в солидолографитной смеси (80% солидола и 20 % чешуйчатого графита) в течение 30 мин. при 50...70°С.
пропитанное уплотнение установить в канавку корпуса и обжать оправкой по месту.
При установке Асбестового кольца (шнура):
отпустить нажимную втулку;
в зазор между корпусом и валом намотать шнур,
зажать втулкой.
Зазор между торцами втулки и корпуса в рабочем положении должен быть не менее 3 мм. При установке уплотняющих картонных прокладок:
покрыть клеем «Герметик», если они соприкасаются с маслом (допускается ставить без клея),
покрыть пастой типа УН-25, суриком или белилами, если они соприкасаются с водой.
пробковые прокладки перед установкой выдержать в увлажненной ткани в течение 4...5 ч.
Сборка заклепочных соединений:
сверление отверстия под заклепку;
фиксация склепываемых деталей с помощыо штифтов;
сжатие склепываемых деталей.
высаживание свободного конца заклепок (равен 1,5 диаметра Заклепки) оправками с приложением ударной или статической нагрузки.
Клепка может выполняться в холодном состоянии или после предварительного нагрева заклепок до температуры 900... 950 °С.
Второй способ клепки бесшумен и обеспечивает получение соединения лучшего качества. Механизация клепки заключается в применении клепальных скоб, пневматических клепальных молотов и специальных клепальных машин (прессов, полуавтоматов и автоматов).
Необходимая сила холодной клепки (кН) на прессах составляет не менее 250 F, А горячей — 100 F, Где F — Площадь поперечного сечения заклепки, см2. Пресс выбирают из расчета превышения расчетной силы клепки на 20...40%.
Раздел 3. Охрана труда и техника безопасности
3.1) Охрана труда на СТО
ТО и ТР автомобилей производится в специально отведенных местах (постах), оснащенных необходимыми приборами и приспособлениями, инвентарем, оборудованием и инструментом, в том числе специализированным, предусмотренными определенным видом работ.
На посты ТО и ТР автомобили должны подаваться чистыми и в сухом состоянии.
Постановка автомобилей на посты ТО и ТР осуществляется под руководством мастера или начальника участка.
Не допускается въезжать в помещения стоянки, ТО и ТР на автомобиле, габариты которого превышают указанные над въездными воротами.
Автомобиль, установленный на напольный пост ТО и ТР, необходимо надежно закрепить путем установки не менее двух упоров под колеса, затормозить стояночным тормозом, при этом рычаг коробки переменных передач должен быть установлен в нейтральное положение, на автомобилях с бензиновыми двигателями следует выключить зажигание, а на автомобилях с дизельными двигателями перекрыть подачу топлива. Во всех случаях кнопка массы автомобиля должна быть выключена.
На рулевое колесо должна быть вывешена табличка с надписью "Двигатель не запускать! Работают люди!".
На автомобилях, имеющих дублирующее устройство для пуска двигателя, аналогичная табличка должна вывешиваться у этого устройства.
Перемещение автомобилей с помощью подъемников необходимо производить в соответствии с требованиями паспортов-инструкций подъемников.
При обслуживании автомобиля на подъемнике (гидравлическом, электромеханическом) на пульте управления подъемником должна быть вывешена табличка с надписью "Не трогать - под автомобилем работают люди!".
Перед вывешиванием подвижного состава с помощью грузоподъемных машин и механизмов все другие работы на нем должны быть прекращены, а исполнители этих работ должны быть удалены на безопасное расстояние.
В рабочем или подмятом положении плунжер гидравлического подъемника должен надежно фиксироваться упором или штангой, гарантирующим невозможность самопроизвольного опускания подъемника.
Посты ТО на поточных линиях с принудительным передвижением автомобилей должны быть оборудованы:
сигнализацией (световой, звуковой), предупреждающей работающих на линии обслуживания о начале передвижения автомобиля с поста на пост
устройством, обеспечивающим остановку передвижения с любого поста