Файл: Оборудование, приспособления и инструмент для разборочносборочных работ.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 511
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Верстаки предназначены для выполнения различных разборочно-сборочных работ. Верстаки бывают на одно или два рабочих места. Они удобны для организации групповой разборки (сборки) комплектов и небольших узлов.
Стеллажи полочные предназначены для хранения деталей и узлов на рабочих местах сборщиков. В зависимости от назначения они имеют различные габариты.
В зависимости от вида работ, технологического применения, функционального назначения и места использования оборудование, оснастка и инструмент могут быть разделены на отдельные группы (Приложение 1. Рис. 2.105).
Рассмотрим отдельные виды оборудования из представленных групп:
станки для проточки тормозных дисков без снятия их с автомобиля;
станки для проточки тормозных дисков, снятых с автомобиля;
станки для проточки тормозных барабанов;
комбинированные станки для проточки тормозных дисков и барабанов без снятия их с автомобиля;
комбинированные станки для проточки тормозных дисков и барабанов, снятых с автомобиля;
станки для обработки тормозных колодок (клепки, срезания и шлифовки тормозных колодок, проточки накладок тормозных колодок).
Станки для проточки тормозных дисков и барабанов без снятия их с автомобиля относятся к постовому оборудованию. Этот фактор обусловил их конструктивное устройство. Остальное оборудование предназначено для использования на слесарно-механическом участке ПТС. Оно относится к стационарному оборудованию напольного и настольного исполнения. По своему принципиальному и конструктивно-компоновочному решению эти станки аналогичны шлифовальным, клепальным или токарным станкам машиностроительного профиля.
Станки для проточки тормозных дисков без снятия их с автомобиля. Станки состоят из двух составных частей — привода тормозного диска и обрабатывающей головки. Станки построены по двум принципиально различным схемам компоновки:
с моноблочной конструкцией и центрированию по ступице колеса;
с конструкцией в виде разнесенных отдельных блоков и центрированию по точкам крепления тормозной скобы (суппорта) автомобиля.
С
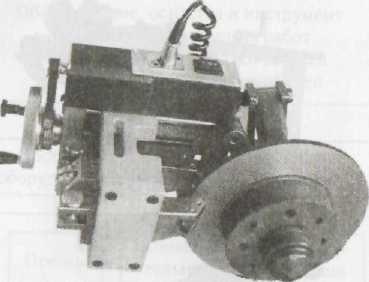
 танки первого типа (Приложение 1. рис. 2.106) выполнены в мобильном исполнении (подкатной вариант) на основании в виде тележки. Корпус станка представляет собой двухплечий рычаг, на одной стороне которого установлен электродвигатель привода центрирующего барабана станка, а на другой — консоль с обрабатывающей головкой. Корпус станка может регулироваться по высоте за счет перемещения в вертикальном направлении с помощью винтового механизма.
танки первого типа (Приложение 1. рис. 2.106) выполнены в мобильном исполнении (подкатной вариант) на основании в виде тележки. Корпус станка представляет собой двухплечий рычаг, на одной стороне которого установлен электродвигатель привода центрирующего барабана станка, а на другой — консоль с обрабатывающей головкой. Корпус станка может регулироваться по высоте за счет перемещения в вертикальном направлении с помощью винтового механизма.
Центрирующий барабан станка установлен в корпусе на подшипниках. Перед проточкой тормозного диска он соединяется со ступицей колеса (колесо предварительно снято с автомобиля) болтами по отверстиям для крепления колеса. Электродвигатель через ременную передачу приводит во вращение центрирующий барабан и тормозной диск с частотой от 80 до 160 об/мин. Скорость вращения диска регулируется на пульте управления станка.
Обрабатывающая головка (рис. 2.107) имеет каретку с двумя резцами, которые протачивают тормозной диск одновременно с двух сторон. Такой способ обработки позволяет устранить возможную деформацию. Резцы установлены на суппорте, который обеспечивает движение резцов по двум направлениям — поперек диска и по радиусу к центру диска.
П
 оперечное перемещение резцов (их сближение) устанавливает глубину резания. Это перемещение производится вручную. Радиальное перемещение соответствует подаче резцов при токарной обработке. Подача может быть либо ручной, либо механической с помощью электродвигателя, установленного на головке, и ременно-винтовой передачи. По сути, обрабатывающая головка является суппортом токарного станка.
оперечное перемещение резцов (их сближение) устанавливает глубину резания. Это перемещение производится вручную. Радиальное перемещение соответствует подаче резцов при токарной обработке. Подача может быть либо ручной, либо механической с помощью электродвигателя, установленного на головке, и ременно-винтовой передачи. По сути, обрабатывающая головка является суппортом токарного станка.1.3 Обрабатывающая головка
Обрабатывающая головка станка для проточки тормозных дисков легковых автомобилей без снятия их с автомобиля фирмы СОМ ЕС (Италия) изображена на Рис. 2.107.
Станки второго типа (рис. 2.108) представляют собой совокупность приводного Рис. 2.107.
устройства и обрабатывающей головки, изготовленных как отдельные изделия. Привод — это электродвигатель с регулируемой скоростью вращения, на выходном валу которого закреплено вилочное устройство сочленения его со ступицей колеса автомобиля. Вилка соединяется со ступицей болтом по отверстию крепления колеса. За счет этого электродвигатель вращает тормозной диск.
Обрабатывающая головка (рис. 2.109) крепится на базовых точках крепления суппорта или тормозной скобы автомобиля с помощью болтов, благодаря чему достигается высокая точность обработки. В остальном конструкция головки мало отличается от головки станков первого типа.
Проточка тормозного диска, как и в станках первого типа, осуществляется двумя резцами одновременно с двух сторон.
 Рис. 2.108. Станок для двусторонней проточки тормозных дисков легковых автомобилей DL 87001 фирмы MAD-TOOLING (Нидерланды) | 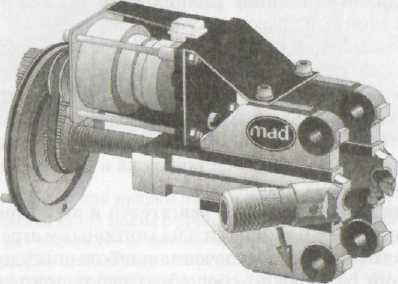 Рис. 2.109. Обрабатывающая головка станка для проточки тормозных дисков легковых автомобилей без снятия их с автомобиля фирмы MAD-TOOLING (Нидерланды) |
Станки для правки дисков колес. Диски колес могут иметь деформацию двух видов — коробление типа восьмерки, приводящее к появлению торцового биения обода диска, и местные деформации горизонтальных поверхностей диска и закраин обода. Коробление диска устраняют на прессовом оборудовании, местные деформации — на специальных станках для правки дисков. Эти станки предназначены для использования на шиномонтажных участках ПТС.
Станки для правки дисков колес являются стационарным оборудованием напольного исполнения. В зависимости от комплектации исполнительных механизмов они делятся на две группы — только для устранения деформаций (рис. 2.110, а, б), для устранения деформаций и финишной токарной обработки диска (Приложение 2.рис. 2.110, в, г).
Станки обеих групп имеют комбинированный привод. Электромеханический привод служит для вращения диска, установленного на шпиндель, гидравлический — для создания необходимого усилия на штоке правочного цилиндра.
Станки имеют станину, которая крепится к специальному столу или устанавливается на пол. Станина состоит из основания, передней бабки и задней стойки с упором для диска. В отдельных моделях для придания большей жесткости задняя стойка и передняя бабка выполнены в виде рамной конструкции.
В корпусе передней бабки установлен шпиндель и приводной механизм. Электродвигатель привода шпинделя находится либо в основании станины, либо в нише стола. Там же расположены насосная станция и аппаратура управления гидроприводом.
В станках, которые кроме правки осуществляют и токарную обработку дисков, суппорт с резцами устанавливается на отдельной стойке, закрепленной на основании с тыльной стороны станка.
В гидроприводе станков используются либо ручной насос, либо насос с приводом от электродвигателя. Гидропривод передает энергию рабочей жидкости в один или несколько правочных гидроцилиндров. Если в станке имеется один цилиндр, то он соединяется с гидроприводом гибким шлангом и может быть вручную установлен на любую позицию одного из двух шаблонов, которые закреплены на передней бабке и задней стойке.
В станках с двумя или тремя правочными цилиндрами последние расположены подвижно на передней бабке, задней стойке и траверсе. Комплект правочной оснастки с различными головками, который имеют все модели станков, позволяет прикладывать технологические усилия к любой точке диска. Оснастка крепится на шток цилиндра.
Наиболее совершенные модели станков имеют электронные системы управления, позволяющие быстро и точно определять местоположение деформированного участка диска и позиционировать их относительно правочных цилиндров.
Стенды для разборки/сборки двигателей и агрегатов трансмиссии. Данное оборудование применяется на моторных и агрегатно-механических участках ПТС для обеспечения наибольших удобств механику при проведении разборочно-сборочных работ при ремонте автомобильных агрегатов. Различают стенды для укрупненной разборки/ сборки двигателей и других агрегатов, и стенды для разборки головок блока цилиндров (ГВЦ
Стенды для укрупненной разборки/сборки имеют стоечную или рамную конструкцию (рис. 2.111). Для крепления агрегатов используются фланцы или опорные балки рамы. Крепление агрегатов на стенде осуществляется по тем же самым посадочным местам, что и на автомобиле. Установленный на стенде агрегат может проворачиваться на 360° вокруг продольной оси и фиксироваться в любом из двенадцати положений.

Рис. 2.111. Стенды для разборки/сборки двигателей и коробок передач фирмы RAVAGLIOLY (Италия): a— R 15 — для крупногабаритных силовых агрегатов; 6 — R 10 — одностоечный с креплением агрегата по фланцу; в — R 12 — двухстоечный передвижной; г — R 11 — двухстоечный с электромеханическим приводом поворота изделия
Стенды второй группы предназначены для быстрого и качественного демонтажа/монтажа клапанов в обычных и мультиклапанных ГВЦ двигателей автомобилей. Стенды относятся к стационарному оборудованию с пневматическим приводом, запитанным от централизованной пневмосети участка. Стенды имеют рамную конструкцию с установленными на верхней крышке пневматическим рассухаривателем и поворотным на 360° монтажным столом. Управление приводом рассухаривателя производится педалью.
Станки для механической обработки деталей двигателей, головок и блоков цилиндров. Данное оборудование предназначено для использования на моторном или агрегатно-механическом участках ПТС, его классификация по обобщенным критериям дана на рис. 2.112(Приложение 3). В своем большинстве оборудование данной группы принципиально не отличается от металлообрабатывающего оборудования общепромышленного назначения, поэтому в настоящем пособии рассматриваются только станки, имеющие существенные отраслевые отличия.
Горизонтально-расточные машины для обработки постелей коленчатых и распределительных валов в блоках цилиндров двигателей автомобилей. Блок цилиндров двигателя автомобиля представляет собой изделие, имеющее не менее пяти посадочных мест для подшипников коленчатого и распределительного валов, расположенных на одной оси, на значительном расстоянии друг от друга. В связи с этим вопросы обеспечения точности обработки постелей этих валов являются определяющими при разработке обрабатывающих станков.
Для решения этой технической задачи созданы и предлагаются на рынке оборудования для автосервиса горизонтально-расточные станки, имеющие требуемые точностные характеристики, небольшие габариты и доступную цену. Эти станки (рис. 2.113) имеют массивную и жесткую станину, на которой установлены передняя бабка, опоры для обрабатывающего инструмента, опоры под блок цилиндров, блок питания.