Файл: Курсовая работа (курсовой проект) по учебному курсу Технология машиностроения Вариант 1 (при наличии).docx
Добавлен: 24.10.2023
Просмотров: 238
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Таблица 1.15
Нормирование технологических операций
| Номер и наименование операции | Основное время | Вспомогательное время | Оперативное время | Время обслуживания | Время на отдых | Штучное время | Подготовительно-заключительное время | Величина партии | Время штучно-калькуляционное |
| 015 фрезерно-центровальная | 0,16 | 0,22 | 0,67 | 0,04 | 0,15 | 0,76 | 10 | 21 | 0,86 |
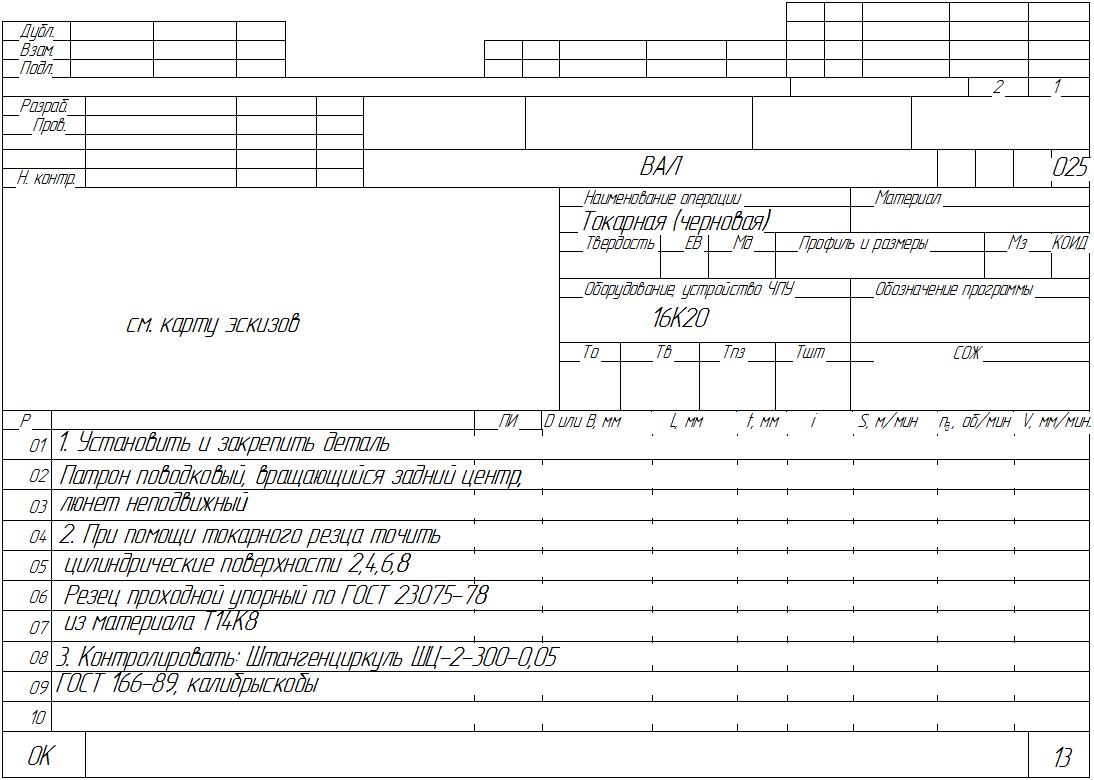
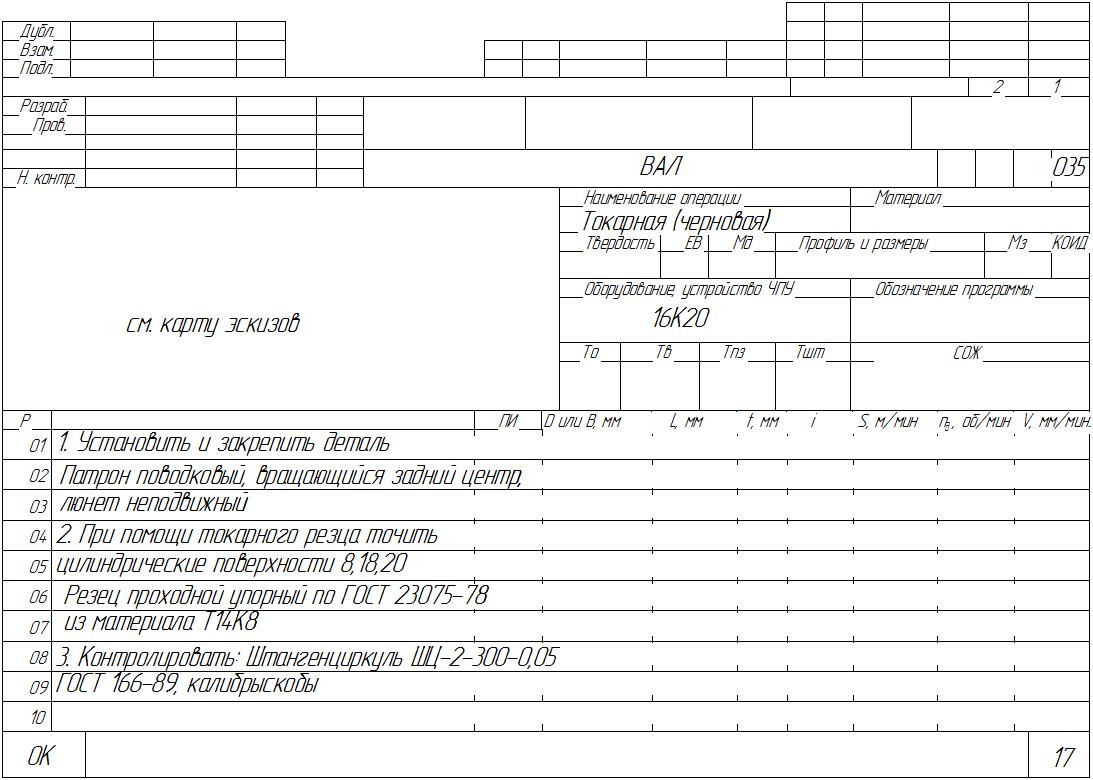
| 020 токарная (черновая) | 1.38 | 1,36 | 1.382 | 0,133 | 0,1 | 1.9 | 16 | 4,04 | |
| 020 токарная (черновая) | 1.51 | 1,36 | 1.377 | 0,127 | 0,1 | 1.81 | 16 | 4,62 | |
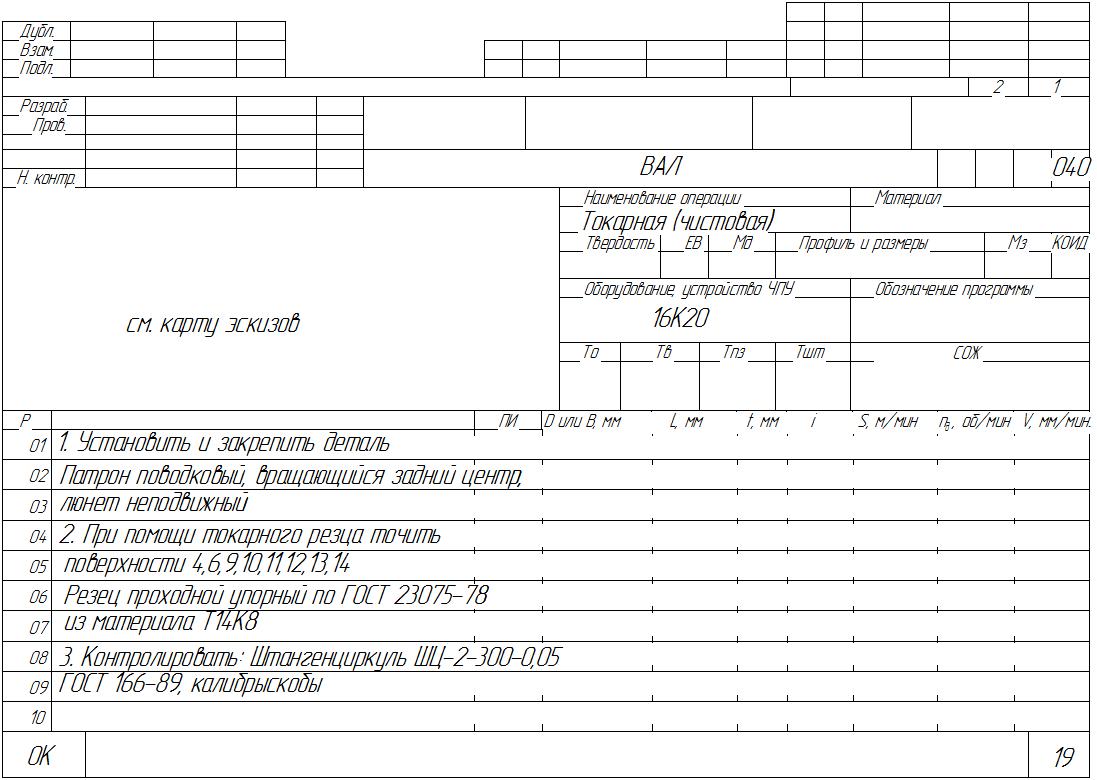
| .936 .....................................025 токарная (чистовая) | 1,13 | 1,2 | 1,234 | 0,098 | 0,17 | 1,826 | 12 | 3,42 | |
| 025 токарная (чистовая) | 1,2 | 1,2 | 1,227 | 0,098 | 0,17 | 1,73 | 12 | 3,55 | |
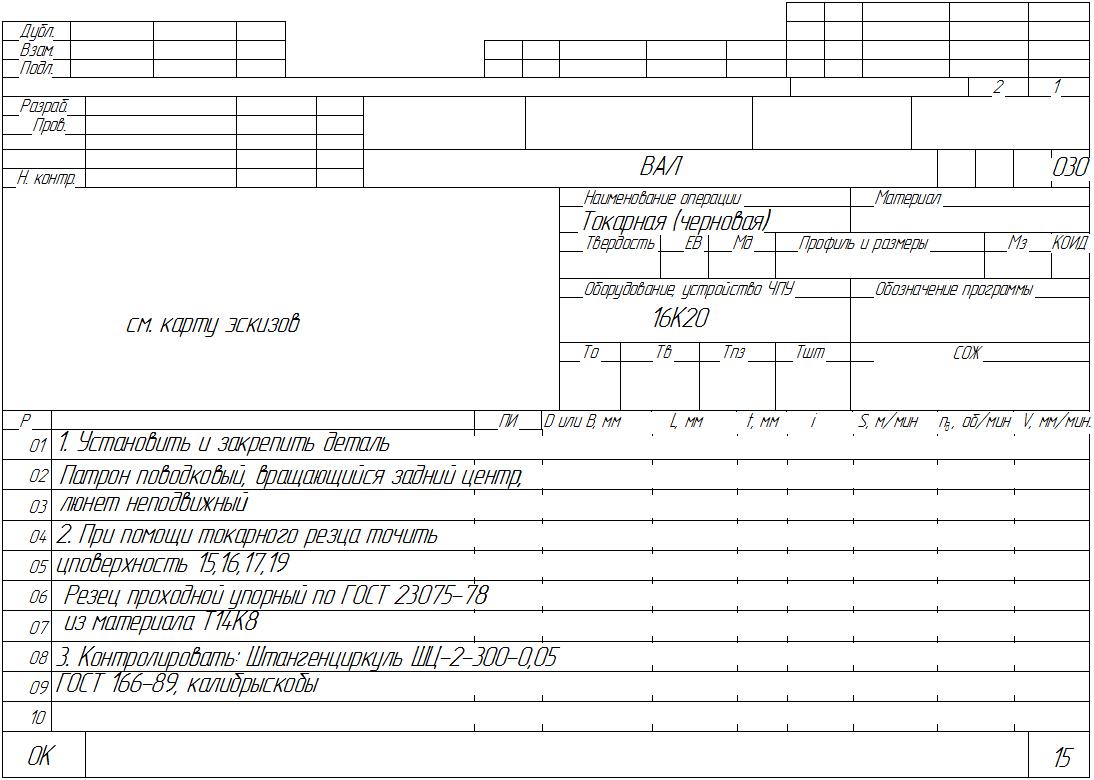
| 030 вертикально-фрезерная 21 | 1,12 | 0,68 | 1,52 | 0,145 | 0,121 | 1,78 | 15 | 3,02 | |
| 035 круглошлифовальная, предварительная | 0,69 | 0,44 | 2,13 | 0,17 | 0,13 | 1,43 | 20 | 2,23 | |
| 040 червячно-шлиф(предв) | 1,25 | 1,03 | 1,4 | 0,63 | 0,28 | 1,21 | 10 | 1,72 | |
| 055 токарная (чистовая) | 0,23 | 1,2 | 1,234 | 0,1 | 0,24 | 1,826 | 12 | 2,04 | |
| 060 резьбофрезерная | 2,25 | 1,3 | 0,55 | 0,144 | 0,3 | 3,627 | 18 | 3,92 | |
| 075 круглошлиф.1-ая получист. | 0,6 | 1,2 | 0,32 | 0,4 | 0,2 | 1,2 | 6 | 1,52 | |
| 040 червячно-шлиф.(получист.) | 1,35 | 1,03 | 1,4 | 0,73 | 0,28 | 1,33 | 10 | 1,78 | |
| 095 кругло-шлифовальная(предв.) | 1,82 | 0,5 | 1,61 | 0,1288 | 0,3 | 2,84 | 8 | 2,87 | |
| 100кругло-шлифовальная(чистовая.) | 2,23 | 0,46 | 1,86 | 1,2 | 0,4 | 4,13 | 7 | 4,26 | |
| 105 червячно-шлиф.(чист.) | 1,28 | 1,03 | 1,4 | 0,63 | 0,28 | 1,43 | 10 | 2,02 |
V. ЗАКЛЮЧЕНИЕ
По результатам технологической части выпускной квалификационной работы бакалавра был спроектирован технологический процесс изготовления детали «Вал с фланцем». В ходе выполнения данного раздела был проведен анализ исходных данных, были сформулированы назначение детали, описаны комплекты конструкторских основных и вспомогательных баз.
Был произведен анализ технологичности детали, включая количественную оценку технологичности, а также выявлены технологические задачи, подлежащие решению.
После определения типа производства был составлен типовой маршрут обработки заготовки с учетом ее конструктивных особенностей по рекомендациям из учебных материалов. Исходя из типа производства, в качестве заготовки была выбрана поковка. Данный выбор был обусловлен результатами сравнения двух заготовок по таким критериям как коэффициент использования материала и стоимость изготовления заготовки.
После выбора заготовки были выявлены технологические базы, используемые при дальнейшей обработке, и разработан маршрут обработки отдельных поверхностей на основе типового технологического маршрута.
Далее по результатам вышеизложенных пунктов, был составлен укрупненный маршрут обработки, включающий в себя проектирование операций и переходов, сопровождающееся выбором технологического оборудования, оснастки, назначением режимов резания, а также нормированием операций и расчетом наладочного размера. Был разработан комплект технологической документации, представленный в приложении.
VI. СПИСОК ЛИТЕРАТУРЫ
1. Методы и средства измерений в машиностроении: Учеб. пособие/ С. А. Любомудров, Т. А. Макарова, С. Б. Тарасов. – СПб.: Изд-во Политехн. ун-та, 2011. – 211 с.: ил.
2. ОК 012-93. Общероссийский классификатор изделий и конструкторских документов.
3. Основы технологии машиностроения. Производство деталей машин: учеб. пособие/ Э.Л. Жуков [и др.]; под общ. Ред. С.Л. Мурашкина – СПб.: Изд-во Политехн. ун-та, 2008. – 412 с. – (Машиностроение в политехническом университете).
4. Приспособления для металлорежущих станков: Справочник / Горошкин А.К.– М.: Машиностроение, 1971. – 384 с.
5. Проектирование и расчет приспособлений. / В.А. Горохов– Минск: Высшаяшкола, 1986, 238 с.
6. Проектирование установочно-зажимных приспособлений : учеб. пособие/Э.Л.Жуков, И.И. Козарь, С.А. Любомудров.- СПб:Изд-во Политехн.ун-та,2013.-205 с
7. Режущие инструменты: Учебное пособие / В.Ф. Истомин, Ю.М. Панкратов,СПб: Изд-во СПбГТУ, 1993, 80с.
8. Справочник инструментальщика Под ред. И.А. Ординарцева. Л.: Машиностроение. 1987. 846с.
9. Справочник конструктора по расчету и проектированию станочных приспособлений / Антонюк В.Е., Королев В.А,, Башеев С.М. – Минск: Беларусь, 1969,392 с.
10. Справочник нормировщика-машиностроителя.Том II. / Стружестрах И. Е.,Гальцов А. Д. М.: МАШГИЗ, 1962. 894с
11. Справочник технолога машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение,1986. – 656 с., ил.
12. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986.– 656 с., ил
13. Станочные приспособления: Справочник в 2-х т. Т2/ под ред. Б.Н. Вардашкина, А.А. Шатилова – М.: Машиностроение, 1984. 592 с.
14. Технология машиностроения. В 2-х т. Т. 1: Основы технологии машиностроения. / В.М. Бурцев, А.С. Васильев, А.М. Дальский; Под ред. А.М. Дальского –М.: МГТУ им. Н.Э. Баумана, 2001.
VII. ПРИЛОЖЕНИЯ
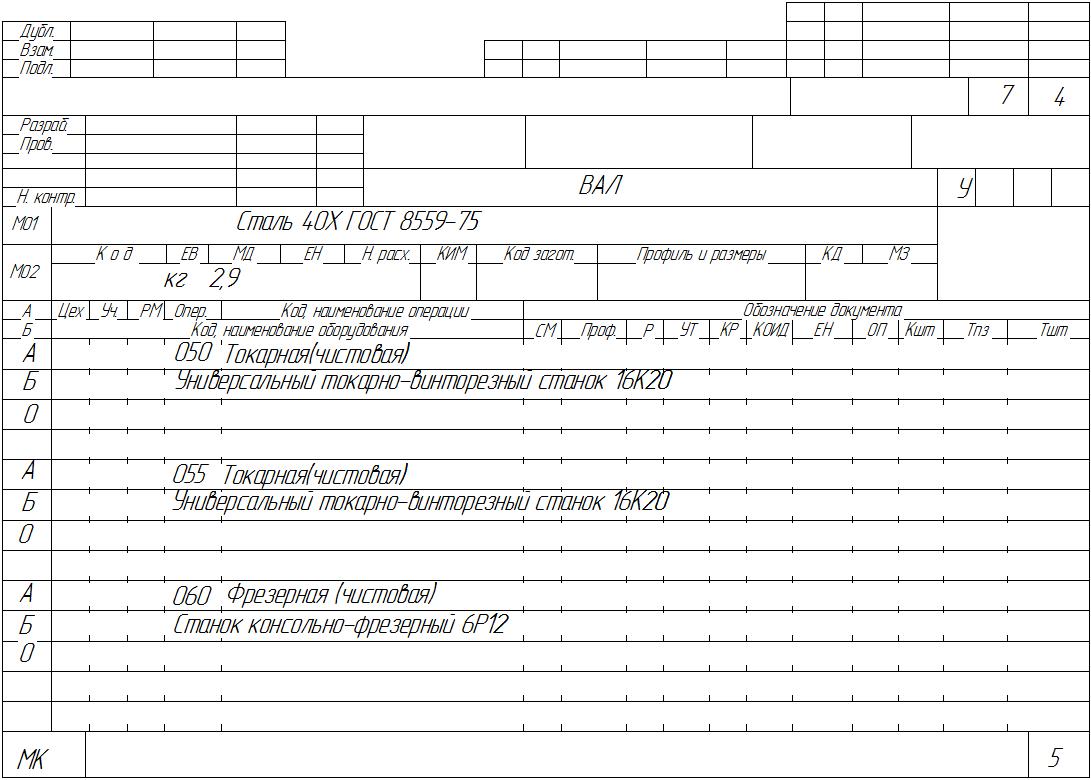
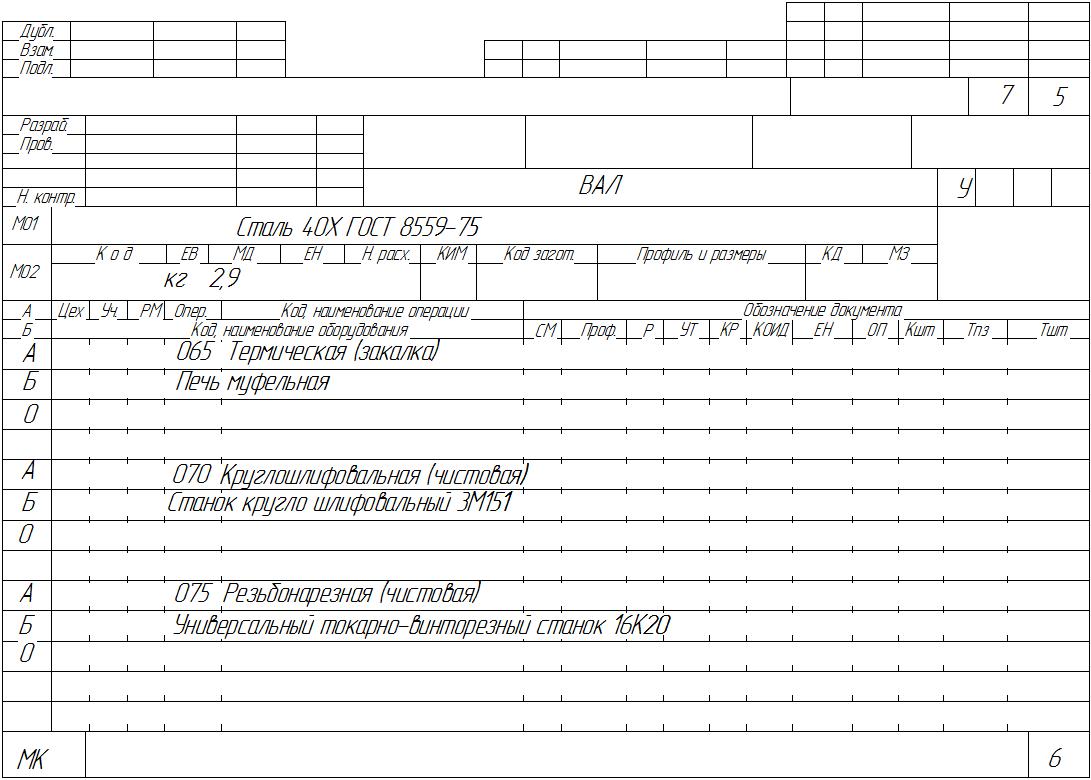
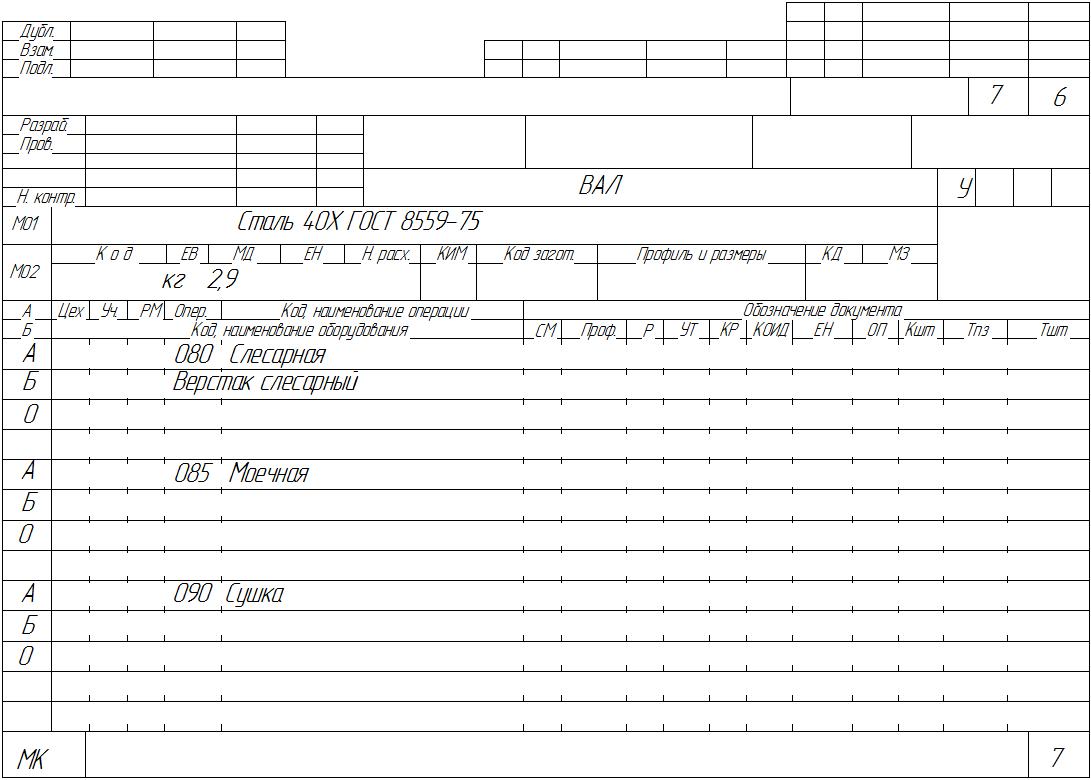
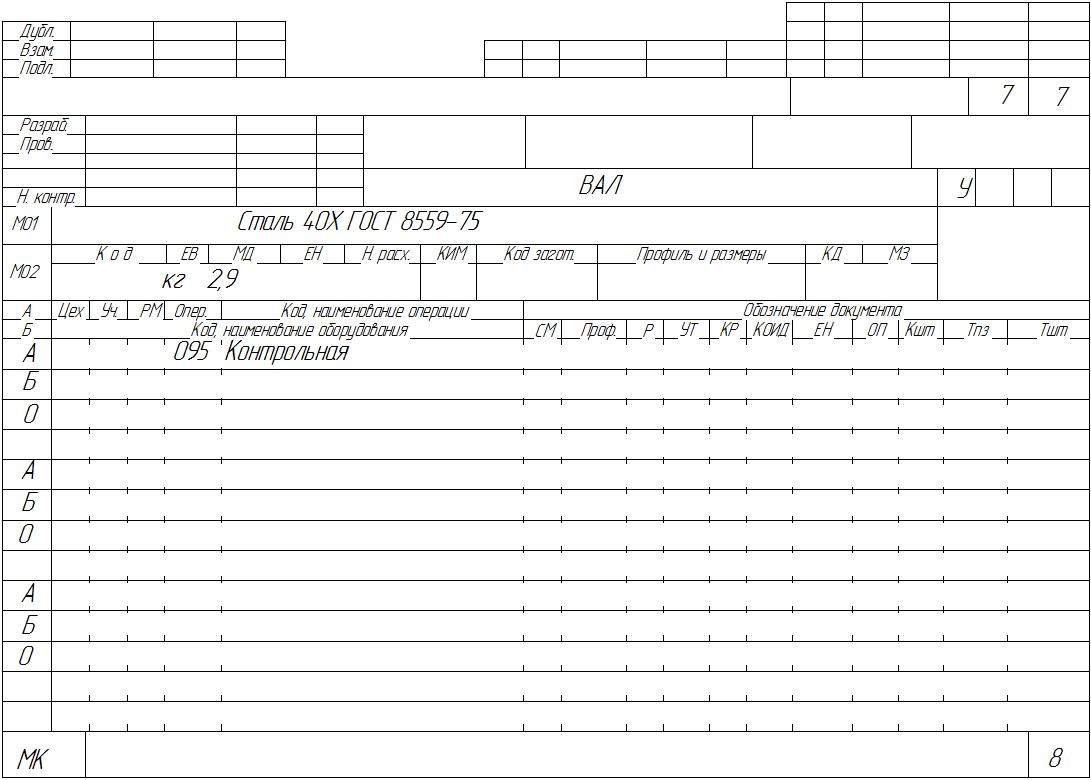
маршрутная карта
Маршрут обработки вала червячного
| № опер | Наименование операций и их краткое содержание. | Оборудование. |
| 1 | 2 | 3 |
| 005 | Заготовительная. Штамповать заготовку. | Молот штамповочный |
| 010 | Термическая 1. Нормализация. | Печь нагревательная. |
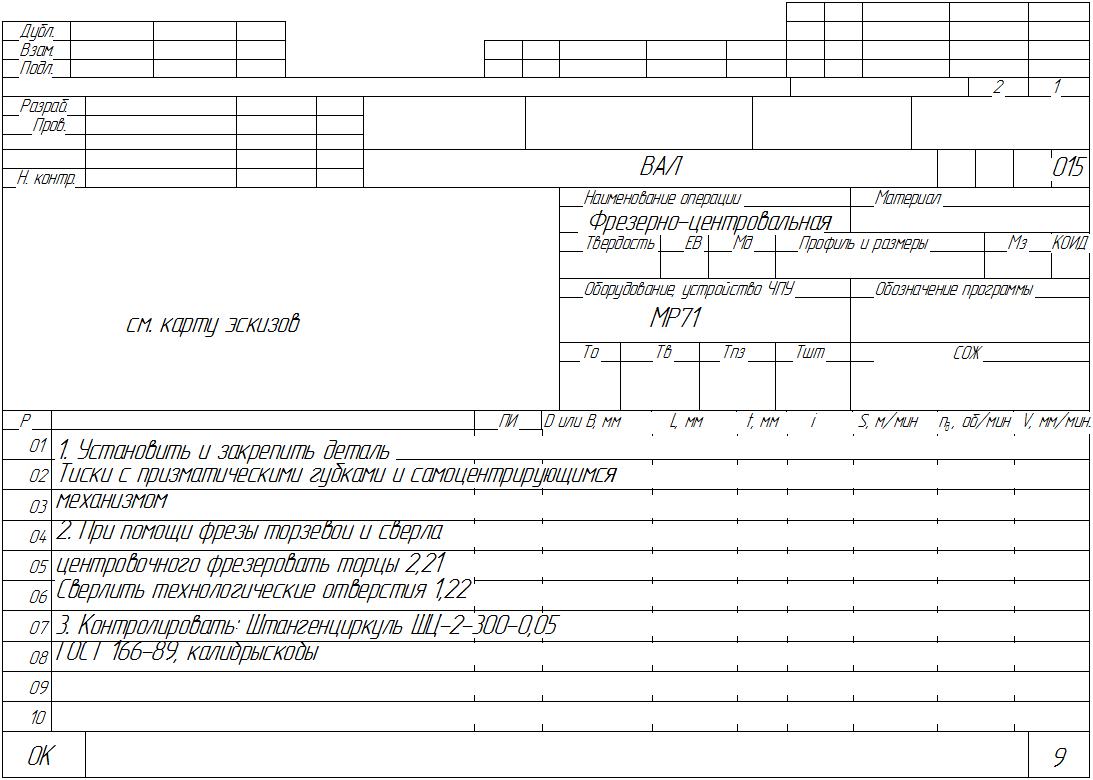
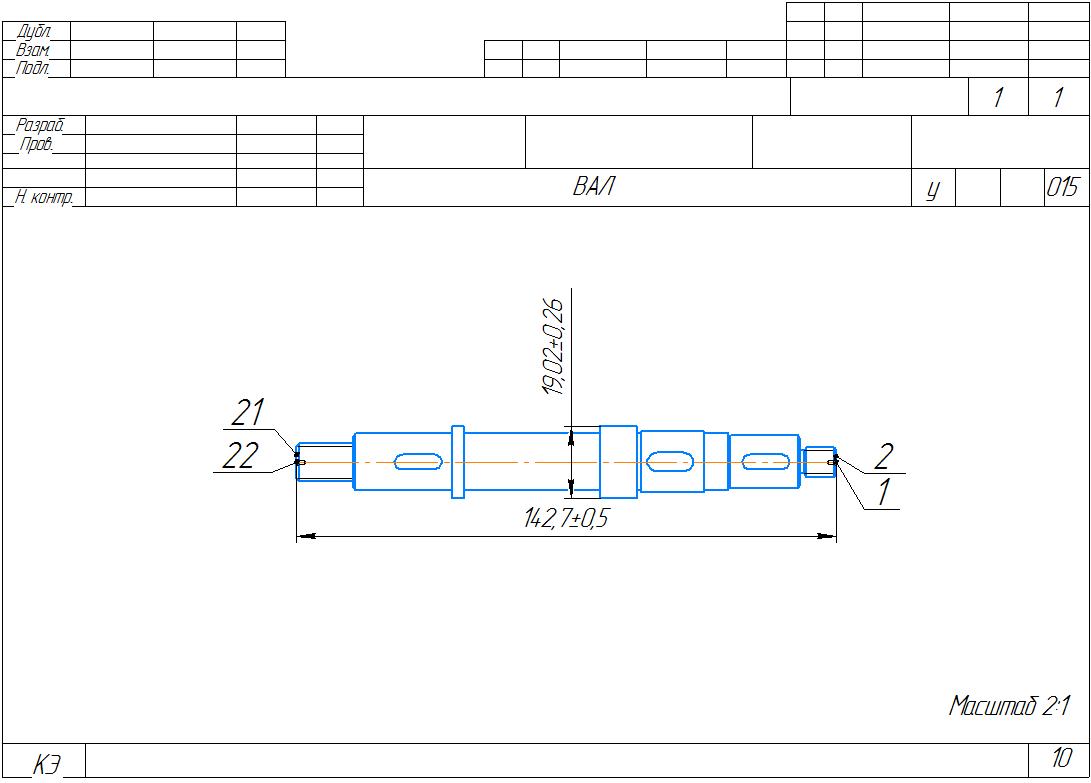
| 015 | Фрезерно-центровальная. Фрезеровать торцы 1 и сверлить центровые отверстия 2 окончательно. | Фрезерно-центровочный станок модели 2Г943. |
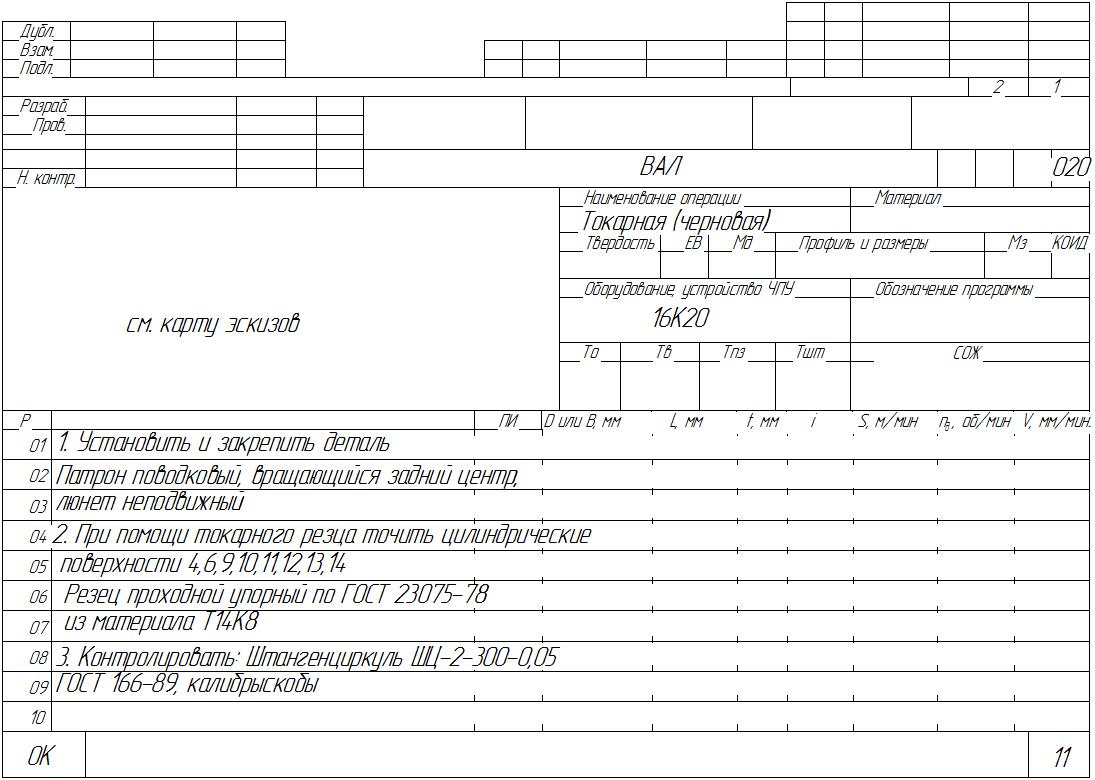
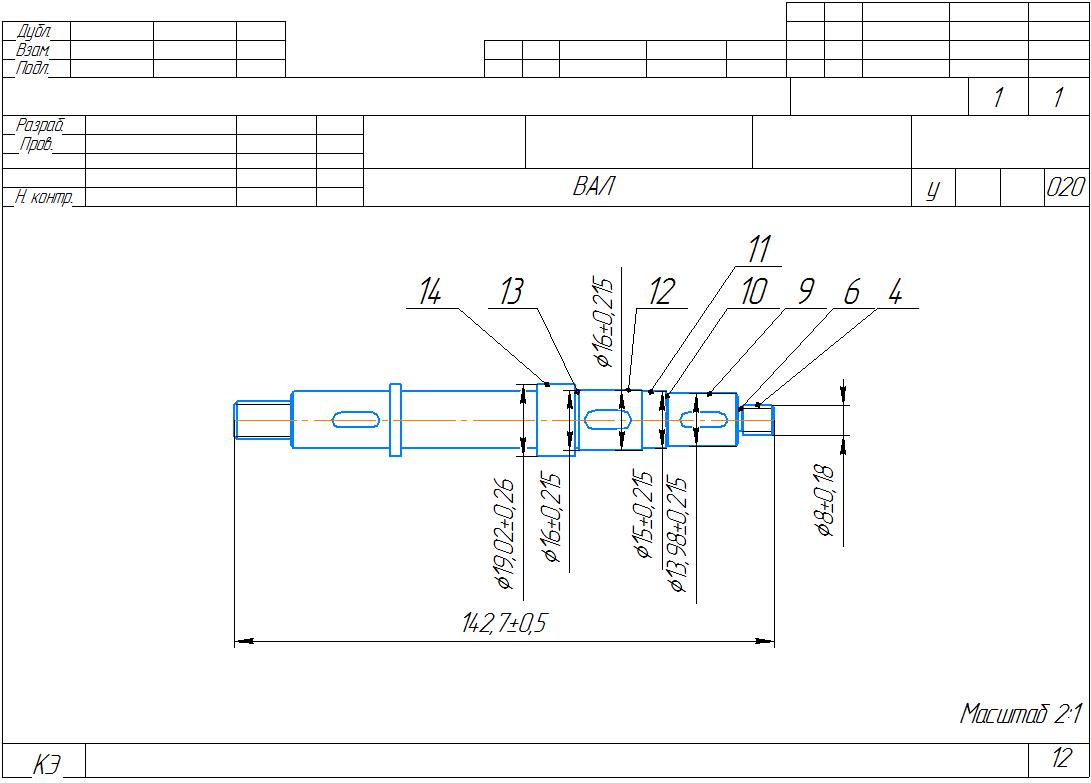
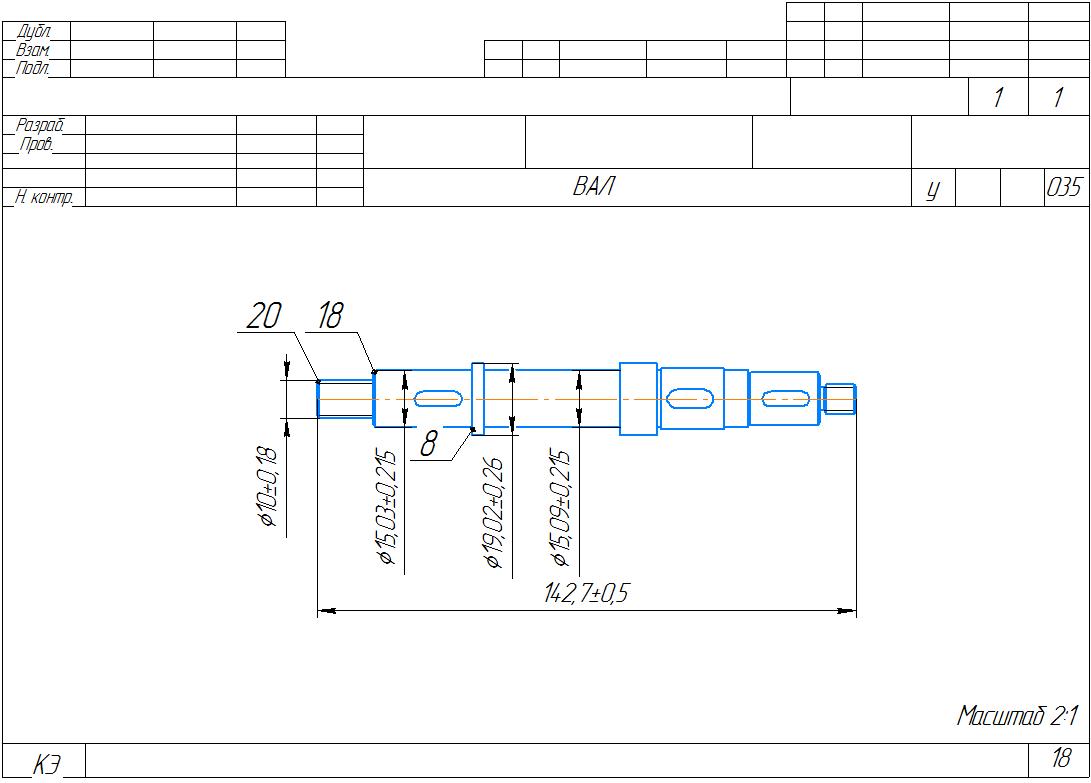
| 020 | Токарная с программным управлением, черновая. 1 установ. Точить поверхности 4,7,11,15,16,17,18,19 начерно, подрезать торцы 6,10,14. Проточить начерно витки червяка на полную глубину. Проточить предва-рительно витки червяка на глубину с одной стороны - пов.19,21,22. 2 установ. Точить поверхности 19,24,25,26,27,30,32, 35 начерно, подрезать торец 28. Проточить начерно витки червяка на полную глубину. Проточить предварительно витки червяка на глубину с другой стороны - пов.19,20,22. | Токарный станок модели 16К20Ф3 с ЧПУ. |
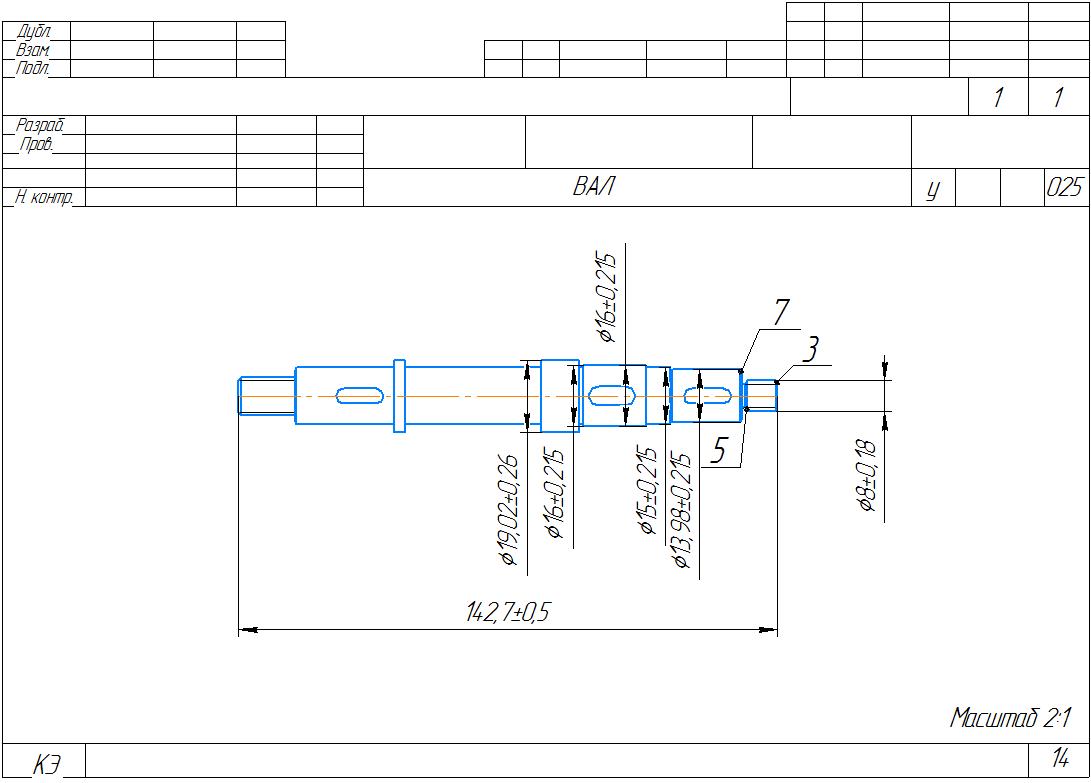
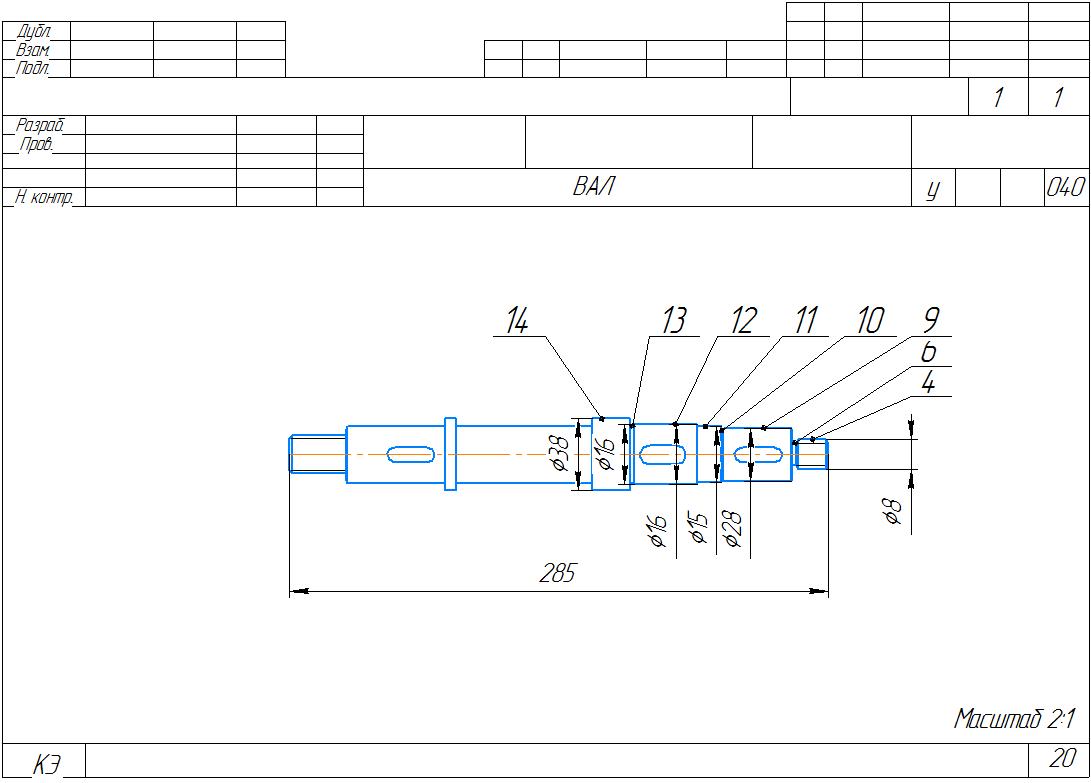
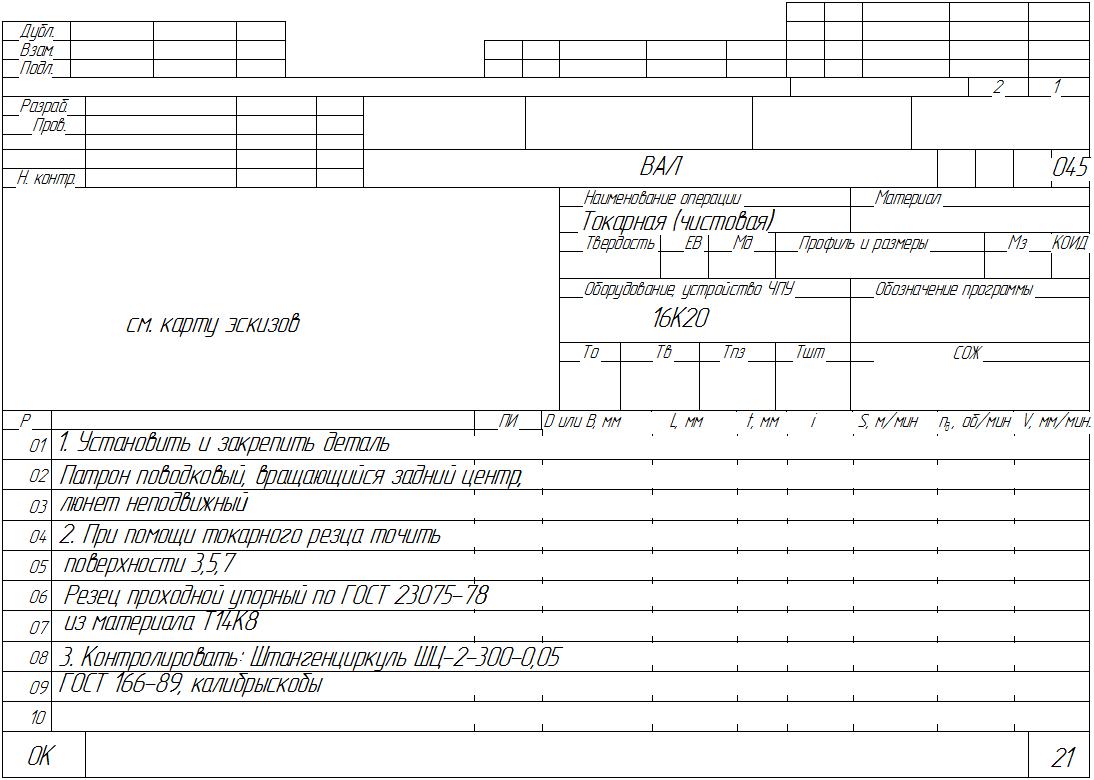
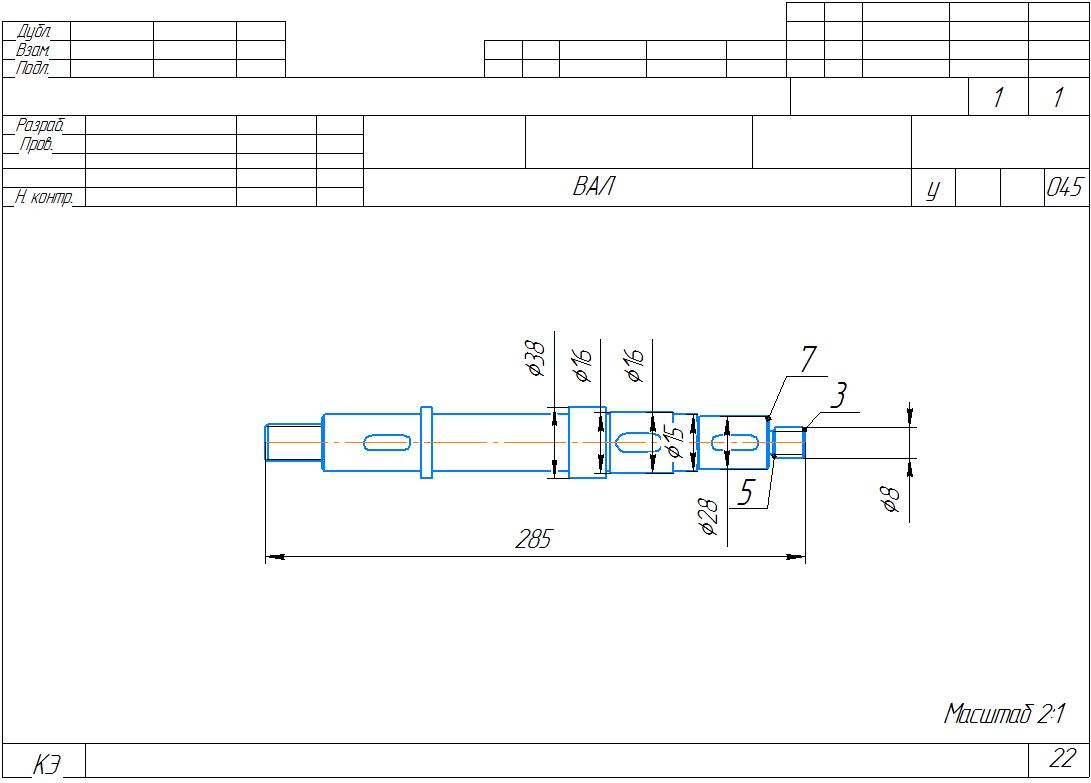
| 025 | Токарная с программным управлением, чистовая. 1 установ. Точить поверхности 4,7,15,16,17,18 с при-пуском на шлифование; подрезать торцы 6,10,14; канавки и фаски с одной стороны окончательно. 2 установ. Точить поверхности 24,25,26,27,30,32 с припуском на шлифование; подрезать торец 28; канавки и фаски с одной стороны окончательно. | Токарный станок модели 16К20Ф3 с ЧПУ. |
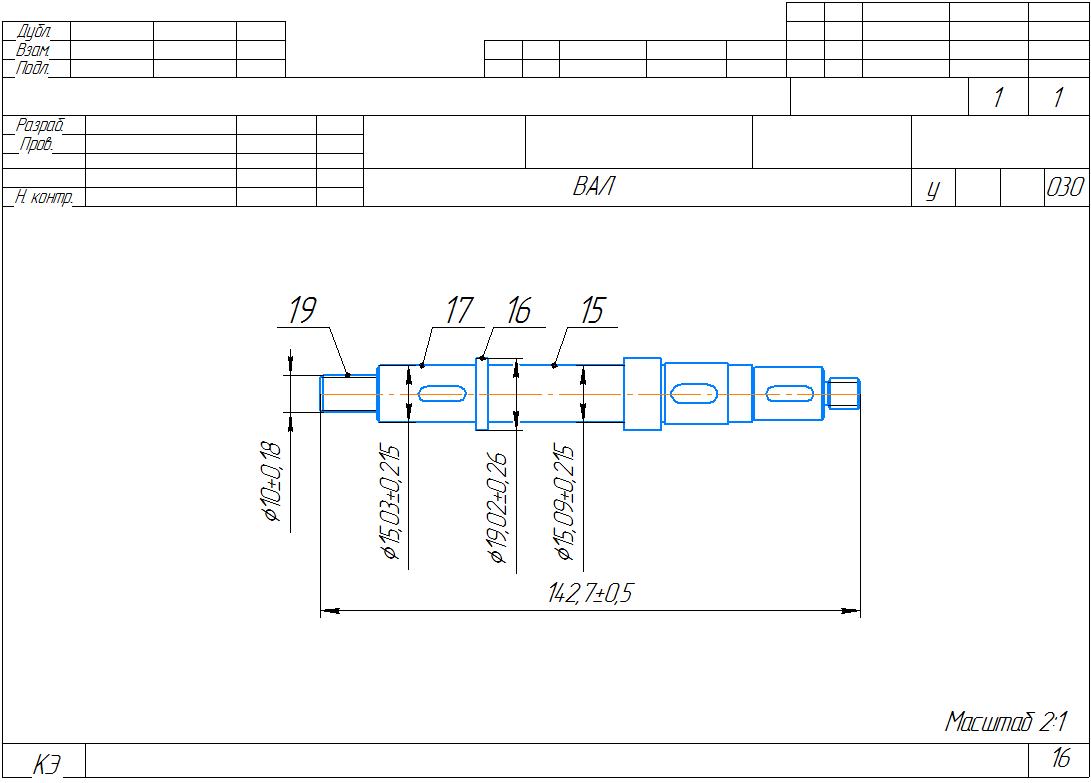
| 030 | Вертикально-фрезерная. Фрезеровать шпоночный паз 12 и лыски 8,34 окончательно, отрезать острые концы червяка с двух сторон. | Вертикально - фрезерный полуавтомат 6Р12. |
| 1 | 2 | 3 |
| 035 | Круглошлифовальная, предварительная. Шлифовать наружную поверхность диаметра витка червяка 19 с припуском на шлифование. | Круглошлифовальный станок модели 3М151. |
| 040 | Червячно - шлифовальная, предварительная. Шлифо-вать витки червяка с двух сторон с припуском на шлифование (два установа) - поверхности 20,21. | Червячно - шлифовальный станок модели 5887. |
| 045 | Термическая 2. Цементация в газовом карбюризаторе 900-920°С. | |
| 050 | Центрошлифовальная. Шлифовать фаски центровых отверстий за два установа - поверхности 2. | Центрошлифовальный станок модели МВ119. |
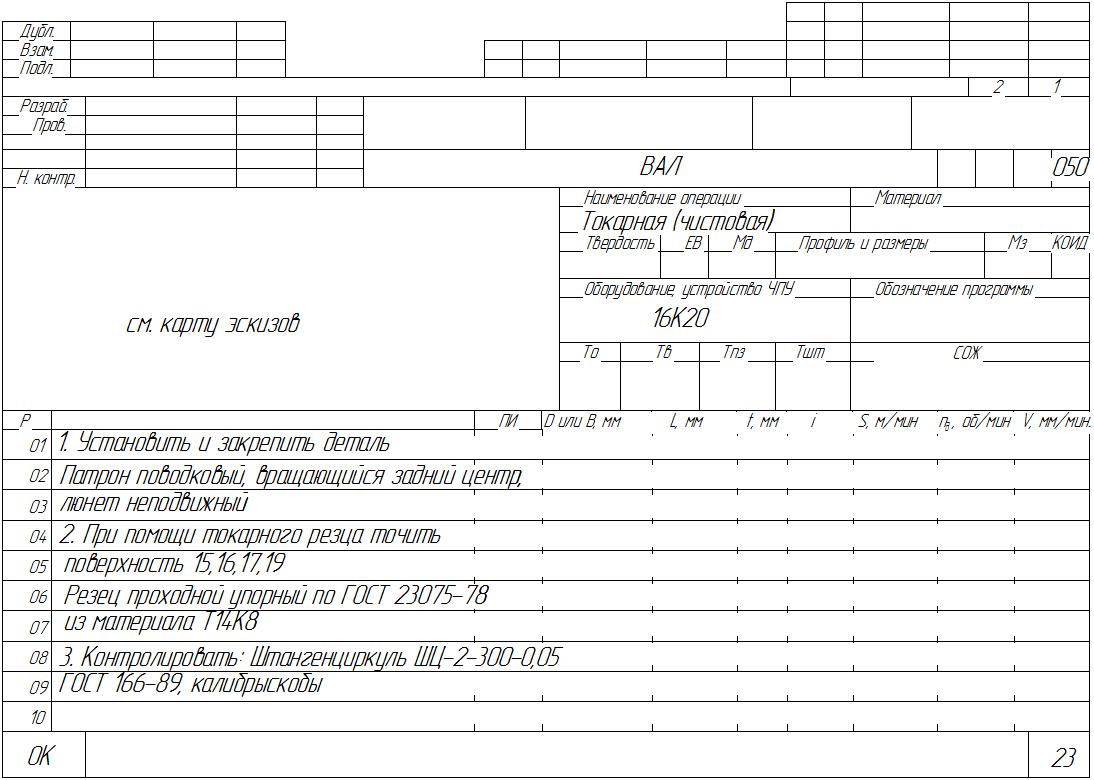
| 055 | Токарная с программным управлением, чистовая. Точить поверхность 11 с припуском на шлифование (снятие цементационного слоя). | Токарный станок модели 16К20Ф3 с ЧПУ. |
| 060 | Резьбофрезерная. Фрезеровать резьбу на поверхнос-тях 7 и 32 окончательно. | Резьбофрезерный станок модели 5Б63Г. |
| 065 | Термическая 3. Закалка 860°С и низкий отпуск 200°С по всей поверхности детали. | Печь нагревательная. |
| 070 | Центрошлифовальная. Шлифовать фаски центровых отверстий за два установа - поверхности 2. | Центрошлифовальный станок модели МВ119. |
| 075 | Круглошлифовальная, 1-ая получистовая. Шлифовать наружную поверхность диаметра витка червяка 19 с припуском на чистовое шлифование. | Круглошлифовальный станок модели 3М151. |
| 080 | Червячно - шлифовальная, 1-ая получистовая. Шли-фовать витки червяка с двух сторон с припуском на шлифование (два установа) - поверхности 20,21. | Червячно - шлифовальный станок модели 5887. |
| 085 | Термическая 4. Стабилизирующий низкий отпуск 200°С по всей поверхности детали. | Печь нагревательная. |
| 090 | Центрошлифовальная. Шлифовать фаски центровых отверстий за два установа - поверхности 2. | Центрошлифовальный станок модели МВ119. |
| 095 | Круглошлифовальная, предварительная. Шлифовать наружную поверхность диаметра витка червяка 19 окончательно. Шлифовать шейки и торцы червяка за два установа - поверхности 4,11,14,28,30. | Круглошлифовальный станок модели 3М151. |
| 100 | Круглошлифовальная, чистовая. Шлифовать шейки и торцы червяка окончательно за два установа - поверх-ности 4,11,14,28,30 (доводка с помощью скобы актив-ного контроля). | Круглошлифовальный станок модели 3М151. |
| 105 | Червячно - шлифовальная, чистовая. Шлифовать вит-ки червяка с двух сторон окончательно (два установа) - поверхности 20,21. | Червячно - шлифовальный станок модели 5887. |
| 110 | Моечная. Промыть деталь. | Моечная машина. |
| 115 | Контрольная. Провести технический контроль требований чертежа. | |
| 120 | Антикоррозионная обработка. Нанести антикорро-зионное покрытие. | |
операционная карта