Файл: Курсовой проект по мдк. 01. 02 Организация ремонтных работ промышленного оборудования и контроль за ними.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 424
Скачиваний: 17
СОДЕРЖАНИЕ
1.3 Конструкция ремонтируемого механизма
1.4 Расшифровка химического состава и механических свойств материала ремонтируемой детали.
- коэффициент формы зуба, определяемый по приведенному числу зубьев шестерни:
- коэффициент перекрытия в торцовом свечении. Определяется по формуле:
- соответственно, числа зубьев шестерни и колеса;
“+”- для наружного зацепления;
“-”-.для внутреннего зацепления;
Определение цикла ремонтов и технических обслуживаний (Ц)
Определяем ЦКР - цикличность капитальных ремонтов.
ТКР – периодичность капитальных ремонтов оборудования
НГ – максимальная наработка оборудования в год, ч.
Определяем ЦТР - цикличность текущих ремонтов.
ТТР - периодичность текущего ремонта, ч.
НМ - максимальная наработка в месяц
Определяем ЦТО - цикличности технических обслуживаний.
ТТО - периодичность технического обслуживания, ч;
НМ - максимальная наработка в месяц;
Определение числа ремонтов и технических обслуживаний
Определяем число капитальных ремонтов (НКР).
Определяем число текущих ремонтов (НТР).
Определяем число технических обслуживаний (НТО).
НТО = ТКР / ТТО - НКР - НТР (6)
НТО = 34560 / 4320 - 1 - 3 = 4
2.3 Графическое изображение полей допуска сопрягаемых изношенных деталей.
3. Монтаж, техническое обслуживание и ремонт станка
Рисунок – 4. Типовая кривая нарастания износа деталей.
2.4 Расчет размерных цепей
1. Составляем схему размерной цепи и таблицу расчетных данных.
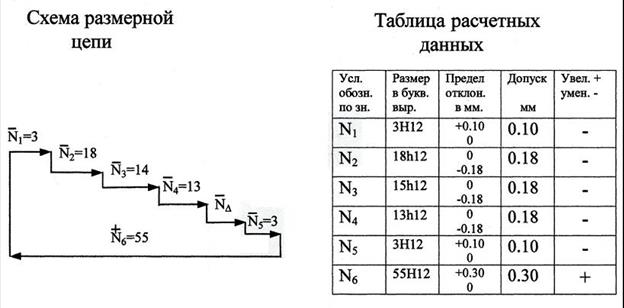
2. Составляем уравнение номинальных размеров и определяем
N1 + N2 + N3 + N4+
ND = N6 - N1 - N2 - N3 - N4 - N5 = 55 - 3 - 18 - 15 - 13 - 3 = 3 мм
3. Определяем допуск замыкающего звена.
3. Монтаж, техническое обслуживание и ремонт станка
3.1 Техническое обслуживание, виды ремонта и их содержание
Перед началом работ должны быть оговорены контрольные точки приемки качества изготовления деталей на этапе разборке и на этапе сборки уже отремонтированных узлов:
- полная разборка станка и всех его узлов. Промывка и дефектация деталей.
- шлифовка и шабровка базовых поверхностей, восстановление геометрической точности станка;
- ремонт узлов: ревизия каждого узла, замена РТИ, подшипников, изношенных деталей. Сборка узла;
- замена пускорегулирующей аппаратуры. Ревизия электродвигателей. Замена электрокабелей;
- восстановление механизма перемещения хобота;
- модернизация электросхем с учетом современных требований электробезопасности;
- ремонт системы смазки и системы подачи СОЖ;
- восстановление освещения зоны резания;
- восстановление защитных ограждений;
- поузловая покраска станка;
- сборка станка;
- проверка станка по нормам точности согласно ТУ норм точности и паспорту станка;
- испытание станка в работе на холостом ходу и под нагрузкой;
Сдача станка в эксплуатацию.
Ремонт направляющих консоли
Качество ремонта направляющих консоли во многом определяет точность работы всего станка. При ремонте необходимо восстановить прямолинейность и взаимную параллельность горизонтальных направляющих консоли, параллельность их к базовой поверхности, а также перпендикулярность их к вертикальным поверхностям, сопрягаемым со станиной.
Консоли встречаются различных конструкций, однако способы ремонта их направляющих в основном одинаковы. Базой при ремонте может служить ось винта перемещения каретки или поверхность 10, которая при эксплуатации не изнашивается. Поэтому рационально начинать ремонт консоли с обработки поверхностей и завершать пригонкой поверхностей, сопрягаемых с направляющими 1 и 2 станины. При этом восстанавливают перпендикулярность этих направляющих по направлениям a—a и a1—a1; б—б и б1—б1; в—в и в1—в1.
Для этих проверок удобно пользоваться приспособлениями, представленными на рис. 13—15. Консоль и приспособления устанавливают на станине станка и наблюдают за показаниями стрелки индикатора.
Все замеченные отклонения устраняют шабрением поверхностей консоли, сопрягаемых со станиной.
Технологический процесс ремонта направляющих консоли шабрением сводится к следующему:
Устанавливают консоль на верстаке поверхностями 3 и 7 вверх
Шабрят поверхности 3 и 7 по поверочной линейке, на краску и периодически контрольным угольником проверяют их перпендикулярность к поверхности 8 (рис. 67, а и б). Допускаемая не прямолинейность (вогнутость) — 0,015 мм на всей длине направляющих.
Количество отпечатков при проверке на краску должно быть не менее 12—15 на площади 25×25 мм. Отпечатки краски должны более рельефно выделяться на концах поверхностей.
Сопрягаемые с кареткой направляющие консоли с большим износом (более 0,2 мм), а также с задирами целесообразно ремонтировать, используя финишное строгание на продольно-строгальном станке или фрезерование на расточном станке. При этом следует снимать минимальный слой металла до устранения следов износа.
Установку и выверку консоли, например, на столе строгального станка, осуществляют по базовым поверхностям, указанным в настоящем технологическом процессе, обеспечивая заданную технологическим процессом точность.
Окончательную пригонку поверхностей консоли, сопрягаемых со станиной, производят шабрением согласно операции 9 технологического процесса.
Ремонт и восстановление каретки
Вследствие износа направляющих каретки нарушается прямолинейность, параллельность и взаимная перпендикулярность поверхностей, а также соосность отверстий винтов и валов, смонтированных на столе и консоли, относительно перемещающихся по ним деталям, закрепленным на каретке. Поэтому при ремонте направляющих консольно-фрезерных станков восстанавливают прямолинейность всех направляющих, в том числе клиновых направляющих, параллельность поверхностей, поверхностям по направлениям б—б и в—в и взаимную перпендикулярность поверхностей по направлениям, а—а и а1—а1.
Ремонт направляющих каретки следует начинать с поверхностей, сопрягаемых с продольным столом. В качестве накладки применяют текстолит, капрон, акрилопласт, чугун, бронзу и др.
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены.
3.2 Нормативы на ремонт, структура ремонтного цикла основного и вспомогательного оборудования
Нормативно-технической документацией предусматриваются следующие виды периодического технического обслуживания:
-
ежесменное техническое обслуживание (ЕО); -
техническое обслуживание № 1 (ТО-1 или, ТО, в случае, когда последующие. виды технического о6еслуживания ТО-2, ТО-3 не предусматриваются); -
техническое обслуживание № 2 (ТО-2); -
техническое обслуживание № 3 (TO-3).
В зависимости от периодичности и трудоемкости выполняемых работ на оборудовании, а также при изменении конструкции изделия допускается обоснованное сокращение числа видов технического обслуживания. Для оборудования, у которого периодичность проведенияТО-3и текущего ремонта совпадают по времени проведения, выполняется ТР.
Структура ремонтного цикла станка 6R13 включает в себя следующие этапы:
- диагностика неисправности: В этом этапе производится проверка станка на наличие неисправностей, определение их характера и масштаба.
- планирование работ: На основании диагностики, составляется план ремонтных работ, который включает в себя перечень необходимых запчастей, инструментов и технологий, а также определяет сроки и стоимость ремонта.
- замена деталей: В этом этапе производится замена выявленных неисправных деталей и компонентов станка на новые или восстановленные. Этот этап может включать в себя разборку и сборку станка.
- регулировка и настройка: После замены неисправных деталей, производится регулировка и настройка всех механизмов станка.
Это включает в себя проверку и настройку точности позиционирования, установку сил зажима и другие настройки, которые влияют на качество и точность работы станка.
Тестирование: В этом этапе производится тестирование станка на работоспособность и качество выполнения своих функций. После успешного тестирования, станок готов к использованию.
Обслуживание: Для продления срока службы станка, рекомендуется производить его регулярное обслуживание и проверку на наличие неисправностей
3.3 Основные неисправности при работе станка 6R13
Основные неисправности, которые могут возникать при работе станка 6R13 могут включать в себя следующее:
- износ деталей: износ деталей является одной из самых распространенных
причин неисправностей на станке 6R13. Это может включать износ подшипников, зубчатых колес, ремней и других деталей;
- неправильная настройка: неправильная настройка может привести к
неравномерной или неточной работе станка. Это может включать в себя неправильную установку инструментов, неправильную настройку скорости и другие проблемы;
- неисправности электроники: неисправности в электронике могут привести к отказу станка или неравномерной работе. Это может включать в себя проблемы с питанием, электронными платами и другими компонентами электроники;
- неправильное использование: неправильное использование станка,
например, перегрузка или использование не подходящих инструментов, может привести к поломке деталей и компонентов;
- недостаточное обслуживание: недостаточное обслуживание станка,
включая неправильное смазывание, очистку и проверку на неисправности, может привести к его поломке или уменьшению срока службы.
3.4 Способы дефектации деталей при разборке станка 6R13
Для дефектации деталей при разборке станка 6R13 можно использовать следующие способы:
- визуальный осмотр: это наиболее простой и распространенный способ дефектации. При этом осуществляется визуальный осмотр деталей на наличие видимых дефектов,
таких как трещины, сколы, изломы, коррозия, загрязнения и другие;
- измерения: при этом используются инструменты для измерения размеров деталей, например, штангенциркуль, микрометр, нутромер и другие. Они позволяют проверить соответствие размеров деталей требованиям технической документации и выявить отклонения;
- неразрушающий контроль: это методы контроля, которые не приводят к повреждению деталей, например, визуальный контроль дефектоскопом, магнитопорошковый контроль, ультразвуковой контроль и другие. Они позволяют выявить дефекты, которые не видны при визуальном осмотре, например, внутренние трещины;
- разрушающий контроль: это методы контроля, которые приводят к повреждению деталей, например, металлографический анализ. При этом деталь подвергается механической или химической обработке для выявления дефектов, например, трещин или включений;
- испытания: это методы контроля, которые позволяют проверить работоспособность деталей в условиях эксплуатации. Например, при помощи испытаний на прочность можно определить, как деталь будет работать при нагрузке.
При проведении дефектации деталей станка 6R13 необходимо использовать соответствующие инструменты и методы, а также руководствоваться технической документацией и рекомендациями производителя.
3.5 Дефектная ведомость детали ремонтного узла
Для составления дефектной ведомости детали ремонтного узла механизма рукоятки переключения скоростей необходимо выполнить следующие шаги.
Осмотреть деталь и выявить все ее дефекты и повреждения. Это могут быть трещины, сколы, износ поверхности, коррозия и т.д. Важно детально и внимательно изучить каждый элемент детали.
Записать все выявленные дефекты в дефектную ведомость. Для каждого дефекта следует указать его характеристики, например, место расположения, размер, глубина, причины возникновения.
Оценить степень влияния каждого дефекта на работоспособность детали и ремонтный узел в целом. Некоторые дефекты могут быть критичными и требовать немедленного устранения, в то время как другие могут не влиять на работу узла.
Определить причины возникновения дефектов. Это может быть неправильная эксплуатация, износ детали, некачественный материал, неправильный монтаж или другие факторы.
3.6 Монтаж станка 6