ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 133
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Материалы. Чеканку выполняют на прокатных металлических листах — пластинах толщиной 0,3 — 1,5 миллиметров. Чаще всего используют медные листы различных марок. Пластичность меди, податливость ее любой обработке, красный цвет с различными тональными оттенками всегда привлекали любителей этого искусства. Лучше использовать латунь марок Л96, Л90, Л80; алюминий пригоден многих марок, из сталей применимы мягкие низкоуглеродистые (декапир) и кровельное железо. Для первых учебных работ можно воспользоваться жестью.
Все эти металлы и сплавы при выколотке легко принимают нужную форму и позволяют создать любой задуманный рельеф. При выборе той или иной пластины надо следить, чтобы она была хорошего качества. Лист не должен расслаиваться, иметь пузыри, выбоины, пятна и царапины.
Чтобы выполнять чеканку на смоляных подложках-подушках, потребуется смола. Сейчас в чеканном деле широко применяют искусственную смолу (битум). Эта смола, полученная от перегонки нефти, обладает различными свойствами, в зависимости от вязкости ее различают по номерам. Для чеканных работ наиболее подходит смола № 4 и № 5.
Для химической обработки поверхности металлической пластины необходимо запастись реактивами: соляной, азотной и серной кислотами, поташем и сернокислой медью. Чтобы придать металлу приятный вид и сделать тон его несколько светлее, пользуются кварцевым песком и порошком пемзы. Для удаления смолы и протирки чеканной пластины после химической обработки понадобится керосин и машинное масло.
Инструменты. Основными специальными инструментами чеканщика являются различного вида чеканы, пуансоны и особые металлические и деревянные молотки.
Чеканы — металлические или деревянные стержни разного размера с особой обработкой нижней (боевой) части. Длина стержня колеблется от 120 до 180 миллиметров в зависимости от сечения. Обычно металлический стержень несколько утолщен в средней части и в сечении имеет четырехгранник со снятыми фасками. Такой формы чекан удобен при работе, его легче удержать в руке, он исключает неприятные вибрации инструмента при ударе.
Металлические чеканы в нижней части затачивают по-разному в зависимости от назначения инструмента. В основном чеканы можно разделить на восемь групп.
Боевая часть расходника имеет расплющенную, несколько заостренную форму и служит для нанесения гравюрных линий и штрихов. Лощатник имеет квадратную или прямоугольную форму бойка; он выглаживает или вылащивает поверхность металла. Бабошник эллипсовидной формы служит для выбивания выпуклого рельефа. Пурошник — его рабочая часть имеет сферическую форму различного радиуса округления. При ударе получается сферическое углубление. Канфарник представляет собой вид иглы с притупленным концом; после удара по нему образуется небольшое углубление. Чекан-трубочка имеет в нижней части вогнутую полусферическую форму. При ударе оставляет шаровидную форму. Чекан-сапожок используют для чеканки выпуклых форм. Фигурные чеканы имеют различные по рисунку боевые части; с их помощью можно получить форму кружочка, крестика, звездочки и другие элементы геометрического орнамента. Их используют для обработки деталей и отделки фона в том случае, когда гладкий фон по тем или иным причинам не подходит.
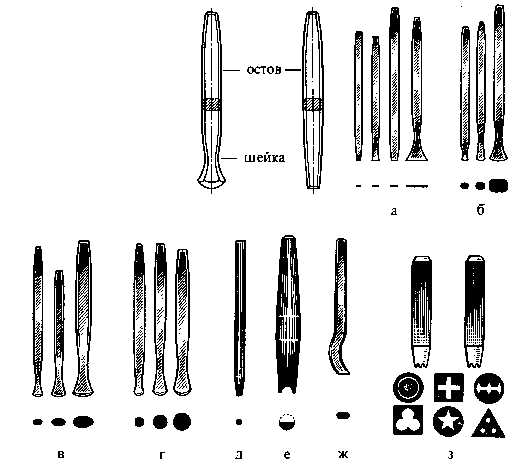
40. Чеканы:
а — расходники; б — лощатники; в — бабошники; г — пурошники; д — трубочка; е — канфарник; ж — сапожок; з — фигурные
Делают чеканы из прутка стали и закаляют при температуре до 800 °С, затем охлаждают в воде комнатной температуры. После этого пробуют металл напильником с мелкой насечкой; если напильник скользит свободно, значит инструмент закален хорошо. Для того чтобы чеканы и пуансоны были менее хрупкими и имели достаточную твердость, их следует немного отпустить. Для этого на одной из сторон чекана делают шлиф и нагревают инструмент до 220 °С, нагретый инструмент опускают в воду.
До закалки инструмента боек (рабочую часть) чекана необходимо тщательно обработать напильником, отшлифовать наждачной бумагой и отполировать, удалив шероховатости и царапины. Для того чтобы выполнить на пуансоне гравированный или резной рисунок, пуансон необходимо зажать в тисках бойком кверху, вырезать насечку нужного рисунка, а затем закалить.
Штихель, как и расходник, служит для нанесения линейного рисунка на металл. Гравируют штихелем прямо от руки, без молотка. Штихель можно изготовить из старой матрацной пружины. Отрезают кусок пружины длиной примерно 80 миллиметров, накаляют на огне и выпрямляют. После этого выпрямленный конец опять накаляют на огне и осторожно расплющивают легким молотком; этот конец пружины будет рабочей частью штихеля: ему придают вид двухгранной или трехгранной пирамидки. Для прочности штихель можно закалить, а затем на него насаживают деревянную ручку.
При выколотке крупных глубоких рельефов удобнее применять деревянные чеканы. Они незаменимы при выравнивании фонов. Деревянные чеканы изготовляют из твердых пород дерева — граба, бука или дуба. Деревянные чеканы представляют собой четырехгранные брусочки с обработанной рабочей частью, по форме близкой к форме металлических чеканов — лощатнику, пурошнику, бабошнику. Их размеры значительно больше, чем металлических. Боевую часть деревянного чекана тщательно выравнивают напильником с мелкой насечкой, а затем шлифуют наждачной бумагой. Поверхность граней чекана зачищают и покрывают лаком.
Металлические молотки служат для выколачивания различных форм в металле и для удара по чекану, поэтому головка молотка часто имеет с одной стороны сферическую форму, с другой — плоскую квадратного или округлого очертания. Для молотков применяют углеродистую и инструментальную стали У7, У8. Масса головки не должна превышать 200 граммов. Ручку молотка изготовляют из крепкой неслоистой древесины, лучше из прикомлевой части дерева. Форма и длина ручки должны быть удобными для работы.
Деревянные молотки изготовляют из тех же пород дерева, что и деревянные чеканы.
Для резания тонких листов металла нужны ножницы; разрез ими можно сделать гораздо быстрее и чище, чем зубилом. Ножницы для разрезания металла отличаются от обыкновенных своей большой прочностью. Для небольших листов толщиной 0,2 — 0,4 миллиметра можно использовать медицинские ножницы с прочными губками. Для распиловки металла служит слесарная ножовка. Очень важным инструментом для изготовления и отделки пластин является напильник. Напильники различают по величине насечки. Напильники с очень крупной насечкой в виде отдельных зубцов пирамидальной формы, расположенных в шахматном порядке, называют рашпилями; они служат только для опиловки очень мягких металлов (свинца, алюминия, цинка). Очень маленькие напильники — надфили служат для опиловки тонких отверстий и прорезей. Далее следуют напильники с более мелкой насечкой: личные, бархатные или шлифные. Для закрепления пластины на деревянной подложке (в виде фона для готовой чеканки) потребуется пробойник — небольшой стальной стержень с закаленным концом. Из измерительного и разметочного инструмента понадобятся стальная линейка, складной метр, рейсмус, стальной циркуль, кронциркуль, металлический или деревянный угольник.

41. Штихель
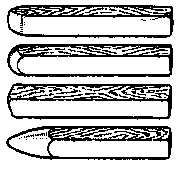
42. Деревянные чеканы
Выполнение чеканки. По виду чеканка, как и резьба по дереву, может быть плоско-рельефной, когда чеканное изображение находится в одной плоскости с фоном металлической пластины, рельефной, когда изображение выступает над фоном пластины, и объемной, когда чеканное изображение не связано с фоном и существует само по себе, т. е. представляет собой объемное скульптурное изображение.
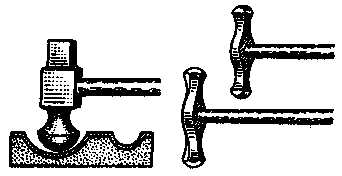
43. Металлические молотки
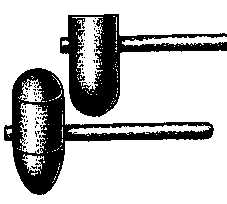
44. Деревянные молотки
По приемам выполнения чеканку можно поделить на контурную, плоскорельефную, заоваленную с подобранным фоном, рельефную с прорезью, или ажурную, и чеканку накладную. Выколачиванием плоской пластины металлу придают разнообразную выпуклую форму. Удобнее всего выколачивать рельеф на оправке — матрице или на мягких подложках (подушках) — смоляных, резиновых, на мешках с песком, когда подложкой служит свинцовая плита.
Матрицей может служить толстая доска средней твердости, в которой круглой стамеской выбирают углубления необходимой формы (обратное изображение). На тщательно зачищенную доску — матрицу помещают металлическую пластину, закрепляют ее на доске, а затем круглым молотком или киянкой выколачивают самое большое углубление, постепенно переходя к меньшей глубине. Выколачивание на матрице производят до тех пор, пока не получится правильно оправленная поверхность углублений без морщин.
При выколачивании на мягких подложках благодаря пластичности материала чеканку можно осуществить сравнительно быстро и чисто. В частности, смоляная подушка, растекаясь под ранее выколоченные формы, при дальнейшей работе хорошо предохраняет их от деформации. Кроме того, такая подложка значительно смягчает звук от удара молотка о металл.
Технология и технические приемы изготовления чеканного изображения во многом зависят от тех задач, которые ставит перед собой исполнитель, но во всех случаях необходимо придерживаться определенного технологического режима, строгой последовательности намеченных операций. Мы предлагаем один из технологических процессов чеканки плоскорельефного и невысокого рельефа изображений на мягких подложках, наиболее часто встречающихся в практической работе чеканщиков.
Подготовка рисунка и лепной модели. Особенностью плоскорельефной и рельефной чеканки является выразительность формы. Подборка (опускание) фона на большую глубину способствует лучшему выявлению формы орнамента, обогащает игру светотени, повышает декоративные качества материала.
Чеканка рельефа требует от исполнителя не только твердой руки и верного глаза, но и большого художественного понимания выражаемой формы, высокой техники владения инструментом.
Лучшему исполнению чеканки поможет тщательная подготовка к выполнению композиции рисунка и модели орнамента. Работу над композицией начинают с натурных зарисовок, составления эскизов, с поиска наиболее выразительных и оригинальных решений. Зарисовки ведут карандашом, фломастером или углем. Размеры эскизов могут быть небольшие, но они должны быть обязательно связаны масштабом с размерами будущей чеканной пластины. Наиболее удачный вариант, отвечающий замыслам композиции, увеличивают до размеров пластины, уточняют детали и доводят рисунок до полной законченности.
Но как бы хорошо не был решен рисунок, он не сможет заменить модели, изготовленной из глины или пластилина. Лепка рельефа для будущей чеканной работы поможет лучше прочувствовать форму, понять художественный смысл создаваемой вещи в металле. Для изготовления модели потребуются скульптурная глина или одноцветный пластилин, деревянные лопаточки (стеки) и доска или многослойная фанера, на которой будет выполнена модель. Глину лучше применять для лепки крупных, а пластилин — для лепки мелких моделей.
Глина должна быть сырой, хорошо промятой, очищенной от различных примесей и не должна липнуть к рукам. Очистить обычную глину от примесей (камешков и песка) очень легко. В прочной посуде глину разводят до густоты сливок, 2/3 массы сливают в другую посуду. Через 10 — 12 часов глина оседает на дно, а вода поднимается наверх. Воду сливают, а глину вынимают и просушивают до тех пор, пока она не станет густой, как тесто. Приготовленную глину для предохранения ее от высыхания кладут в ящик или бочку и накрывают мокрой мешковиной.
Из полученной таким образом глины можно приготовить пластилин. Дав глине несколько просохнуть, в глиняное тесто начинают лить глицерин и тщательно перемешивают его с глиной до однородной массы. Глицерин льют до тех пор, пока глиняная масса почти перестает прилипать к рукам.
Для придания лепной скульптуре необходимой формы, кроме собственных пальцев, пользуются деревянными лопаточками (стеками), они могут иметь заостренный, закругленный или зазубренный вид. Обычный размер стека 25 — 30 сантиметров. Стеки легко можно сделать самому из любого дерева, только оно должно быть без сучков.
Приступая к выполнению модели, поудобнее располагают рисунок-оригинал, глину или пластилин, стеки. Берут в левую руку кусок материала, правой небольшими кусочками начинают постепенно наращивать высоту рельефа. Сначала ищут объем общих форм и характер модели, стараясь вести лепку широко, касаясь всех частей модели. Найдя соотношение всех частей композиции, переходят к лепке деталей, стремясь подчеркнуть декоративные особенности модели. Закончив лепную модель, готовят пластину к чеканке.
Подготовка пластины к чеканке. Начинают с разметки и раскроя пластины (медной, латунной, алюминиевой). Эта работа требует особой внимательности и аккуратности. Пластину обрезают с некоторым запасом по сравнению с величиной рисунка, а затем выкраивают простую открытую коробку. При раскрое учитывают площадь дна и высоту стенок. Рейсмусом прочерчивают линию сгибов. Перевернув лист пластины на доску, носком молотка отсекают углы по биссектрисе примерно до границы будущих стенок. Снова перевернув пластину, на ребре куска железа загибают киянкой бока. Образованные стенки коробки будут прочно держать пластину на смоле. Далее на поверхности пластины карандашом намечают осевые линии, которые в дальнейшем будут служить ориентиром при переводе рисунка на металл. На этом подготовка пластины заканчивается.
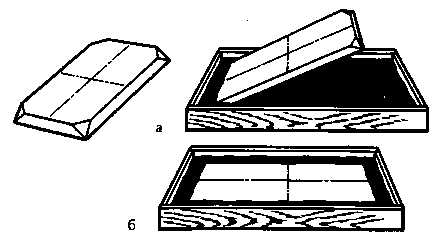
45. Насмолка пластины
Насмолка пластины. Для насмолки пластины потребуется ящик с невысокими сторонами; он может быть деревянным или металлическим. Смолу (битум с наполнителем) варят в обычном котле на небольшом огне, тщательно перемешивая лопаткой состав. После того как смола закипит, варку прекращают и разливают смолу по ящикам. Не дав смоле остынуть, берут подготовленную пластину и бортами вниз постепенно погружают в смолу. Насмоленной подложке пластины дают остынуть и приступают к переводу рисунка.
Разметка и гравировка рисунка. На пластину кладут копировальную бумагу, а сверху — рисунок композиции. Располагают рисунок так, чтобы его осевые линии совпали с линиями, ранее намеченными на пластине; тупым концом заточенной палочки или твердым карандашом рисунок переводят на пластину. Оставшиеся от копирки следы рисунка осторожно закрепляют нитролаком.
Затем штихелем гравируют нанесенный на пластину рисунок. Штихель берут так, чтобы большой палец правой руки опирался на торец ручки, а четыре остальных пальца обхватывали ручку. При этом указательным пальцем левой руки нажимают приблизительно на середину штихеля с вогнутой его стороны. Инструмент продвигают равномерно;
указательный палец позволяет управлять движением и не дает сдвинуться в сторону от намеченной линии. Нужно стараться намечать линии с одного прохода, не останавливая инструмента, добиваясь одной глубины во всех частях рисунка.
Иногда разметку рисунка делают канфарником, а гравируют чеканом-расходником. Легким ударом молотка по канфарнику оставляют на металле неглубокую канавку. Постепенно перемещая чекан по линии, проходят все контуры композиции, оставляя пунктирный след на металле, после чего расходником превращают пунктирную линию в тонкую сплошную канавку. При этом чекан держат с небольшим наклоном от себя, чуть приподняв переднюю часть бойка. Для удобства разметки рисунка следует поворачивать весь ящик на необходимый угол.
Подбор (опускание) фона. Закончив разметку и гравировку рисунка композиции на пластине, приступают к подбору фона, т. е. тех мест пластины, где по замыслу исполнителя должны быть углубленные планы. Для этого используют чекан-лощатник. Чекан держат с некоторым наклоном и, ударяя молотком, ведут чекан вдоль внешней стороны контуров с таким расчетом, чтобы он подбирал (уплотнял) металл лишь одной своей стороной; с другого края он должен выходить на плоскую поверхность. Постепенно уплотняя металл, доводят чеканку фона до необходимой глубины.
Прокаливание чеканной пластины. Надо помнить, что при холодной обработке металлической пластины (разметка рисунка и подборка фона) происходит изменение ее структуры, пластина становится хрупкой, и для восстановления пластичности необходимо время от времени пластину прокаливать и давать медленно остывать на воздухе.
Для прокаливания пластину снимают со смолы. Зубилом и молотком отбивают смолу в тех местах, где стороны пластины утопают в смоле, а затем зубило подводят под край пластины, слегка ударяют молотком, и она свободно отлипает от смолы. Если пластина сидит прочно и не снимается, следует сверху немного прогреть ее и снять кузнечными щипцами.
Снятую со смолы пластину паяльной лампой или газовой горелкой равномерно нагревают до темно-красного цвета, а затем охлаждают. Если пластина после прокаливания потеряет блеск и на металле появятся темные грязные пятна, ее поверхность следует отбелить. Если пластина медная или латунная, для этого используют соляную или серную кислоту. Алюминиевую пластину опускают в теплый раствор едкого натра или двууглекислой соды, после чего отбеленную пластину промывают теплой водой и просушивают в древесных опилках.
Чеканка рельефа. Закончив прокаливание, выколотку ведут на оборотной стороне пластины на мешках с песком или на резиновой подложке. Имея в виду, что пластину трудно закрепить на подушке и она подскакивает при ударах, чеканят лишь общие места с приблизительным выколачиванием формы и высоты рельефа.
После вытяжки общих форм чеканного рельефа выколотку вновь ведут на смоляной подушке; здесь вычеканивают и уточняют найденные элементы, углубляют и выравнивают фон, намечают отдельные детали композиции. Во время работы нельзя надеяться только на глазомер, надо стараться чаще пользоваться лепной моделью, используя линейку, циркуль, кронциркуль, измерять выпуклые части и углубления, сравнивая элементы лепной модели с частями чеканной пластины.
Когда поднятие рельефа будет закончено, детали уточнены и проверены по модели, чеканную пластину следует вновь снять со смолы, прокалить на огне, если необходимо, отбелить, промыть и просушить. После этого ее следует вновь насмолить, но уже кверху выпуклой (лицевой) стороной, поэтому до насмолки боковые стороны пластины загибают в противоположную сторону.
В последней стадии чеканки окончательно доводят до нужных размеров объемы больших и средних деталей, чрезмерно высокие осаживают чеканами-лощатниками, а если нарушен характер формы, то ее исправляют расходником. Моделируют мелкие детали и наносят на них штриховые линии штихелем или расходником. Завершают работу чеканкой фона, придавая канфарником его поверхности различную фактуру в виде рассеянных точек или завивающихся линий, пуансонами с узорным бойком — геометрические рисунки. Фактура фона пластины в сочетании с тонко прочеканенными гладкими объемами узора усиливает художественное впечатление, создает декоративное богатство орнаментальной композиции. Готовую чеканную пластину снимают со смолы, прокаливают и просушивают.
Чеканка с прорезью, в отличие от других чеканных украшений, не имеет фона, эта особенность требует и иных условий при ее применении. Прорезную чеканку делают в тех местах, где она приобретает особую легкость и ажурность, например, когда видима на просвет или когда фоном для нее служит яркая ткань. Составляя композицию мотива на бумаге, следует помнить одно необходимое условие чеканной композиции с прорезью: орнамент в отдельных местах должен обязательно соприкасаться между собой и с внутренней частью рамки, окаймляющей украшение. Фон прорезают после выполнения чеканного рельефа. Для просечки используют зубила, при резании — ножницы для металла, при выпиливании кривых форм — слесарный лобзик.
Накладные чеканные детали одной композиции выколачивают порознь и крепят на металлическую основу (фон) с помощью пайки или склепыванием. При склепывании металлических пластин в просверленное отверстие вкладывают заклепку или стержень с головкой и прижимают их тяжелым молотком, чтобы заклепка не выскакивала. Выходящий конец заклепки слесарным молотком расплющивают и формуют ее головку; таким образом заклепка стянет соединяемые пластины.
Лицевая отделка чеканной пластины. После того как чеканка пластины будет закончена, переходят к отделке ее поверхности. Цель всякой отделки — придать пластине более приятный вид и предохранить ее от окисления. Для этого поверхность металлического листа тщательно шлифуют и полируют. Шлифуют мелкой шкуркой, стараясь не заваливать прямых и острых выступов изображения и не менять формы поверхностей. Для этого куски шкурки наклеивают на деревянный брусочек или пробку. Назначение материалов для шлифования зависит от размеров зерен, из которых они состоят. Чем мельче зерно, тем чище, ровнее получится обрабатываемая поверхность. Кроме шкурки можно применять различные шлифующие порошки, пемзу, крокус (окись железа), мел, известь. Некоторые из них продаются в готовом виде.
Полируют шлифпорошками с маслом, натирая поверхность до блеска суконным или войлочным тампоном. Хорошей полировочной смесью может быть состав: венской извести 50 весовых частей, крокуса 25 весовых частей и окиси хрома 25 весовых частей.
Иногда, обрабатывая шкуркой или порошками, металлическим поверхностям придают чешуйчатый вид. Шкурку или тампон с порошком придавливают к поверхности большим пальцем и несколько раз поворачивают на месте. Получается кружок, рядом делают другой.
Шлифованную и полированную поверхность металла можно покрывать стойкими химическими соединениями, образующими на металле пленки, окрашенные в различные цвета. Сюда относятся способы воронения, патинирование. При воронении медную или латунную пластину раствором каустической соды очищают от жира и опускают в горячий раствор из 50 граммов гипосульфита, 50 граммов медного купороса на один литр воды. Посуду при этом надо брать глиняную или фарфоровую. Получают прочный коричневый цвет. При патинировании чеканный лист протравливают соляной кислотой и протирают нашатырным спиртом, затем промывают в воде и протирают твердым войлоком; на выпуклостях она заблестит, а в углублениях останется темной с зеленью.
Чтобы металлическая пластина стала похожа на старую бронзу, ее покрывают масляной краской (умброй жженой или хромом зеленым). После того как краска немного просохнет, пластину слегка протирают и снимают краску с поверхности, в углублениях же она остается. Затем пластину покрывают спиртовым лаком.
Медная чеканная пластина приобретает серебряный блеск, если ее натереть смесью, состоящей из 4 граммов нашатыря, 4 граммов винного камня и 1 грамма ляписа. Смесь разбавляют водой до густоты кашицы.
Облагораживающим металл средством служит лак, состоящий из 4 граммов каустической соды и 4 граммов молочного сахара, растворенных в 100 миллилитрах воды. Эту смесь кипятят в течение 15 минут. Затем добавляют в смесь, непрерывно помешивая, 4 миллилитра насыщенного раствора медного купороса. Тщательно очищенную пластину погружают в горячий раствор. В зависимости от продолжительности его действия пластина приобретает золотистую или зеленоватую окраску различных оттенков (до полной черноты).
Поверхность металлических пластин надолго сохраняет блеск, если их покрыть целлулоидным лаком. Если в целлулоидный лак прибавить немного анилиновой краски, то он станет цветным. Лаки на поверхность чеканных пластин наносят кистью ровным слоем.
Изображение на металле хорошо сочетается с деревянной подложкой, которая служит как бы фоном для чеканного панно. Поверхность деревянной подложки (доски) можно обработать подкури-ванием (обжигом на огне или в горячем песке) или обжигом кислотами, например,, смачиванием поверхности крепкой серной кислотой, используя травяную щетку, после чего доска принимает приятный коричневый вид.
Рассмотренный нами технологический процесс выполнения чеканки по листовому металлу является одним из многих встречающихся в практике чеканного дела. Например, если приходится выколачивать плоский рельеф, можно обойтись без пересмолки, ограничившись лишь подбором (опусканием) фона, или пропускается выколотка на мешках с песком, а поднимается рельеф прямо на смоле, но можно и увеличить число технологических стадий.
Занимаясь всерьез чеканными работами и ставя перед собой различные художественные задачи, Вы сами будете находить наиболее рациональные способы и приемы выполнения чеканки, дающие наибольший художественный эффект.
1 2 3 4 5 6 7 8 9 10
ГРАВИРОВАНИЕ РЕЗЦОМ ПО МЕТАЛЛУ
Резцовая гравюра является старейшим видом искусства. Принцип гравирования заключается в механическом вырезании штрихов на металле с помощью специальных инструментов — резцов. Сохраняя все особенности глубокой печати, гравюра резцом по металлу отличается высокими художественными достоинствами. Четкость линий, выразительность штриха, строгость и лаконизм, заложенные в технике гравирования, заставляют художника быть особенно требовательным к процессу создания композиции в металле.
Блестящим художником резцовой гравюры считают русского медальера Ф. П. Толстого, исполнившего иллюстрации к поэме «Душенька» писателя И. Ф. Богдановича. Из советских художников особенно интересно творчество старейшего гравера Д. И. Митрохина. Его чрезвычайно поэтичные гравюры, выполненные главным образом на тонком цинке, отличаются большой художественной выразительностью. Современные советские художники, особенно молодежь, все чаще и настойчивее обращаются к гравюре резцом. Их смелые поиски в технике, бережное отношение к чистой и изящной линии резца являются залогом успешного развития гравюры в советском искусстве.
Рабочее место гравера. Успех начинающего резчика по металлу во многом зависит от правильной организации рабочего места. На устойчивом и просторном столе гравера располагают подушку — кожаную или брезентовую, круглой или продолговатой формы, набитую песком. Подушка позволяет исполнителю во время работы менять наклон и свободно вращать в горизонтальной плоскости гравировальную доску.
При перерисовке рисунка-оригинала на печатную доску и при корректуре оттиска граверу необходимы лупа и зеркало.
Во избежание обратного изображения, рисунок-оригинал или печатный оттиск кладут перед зеркалом «вверх ногами» и рисуют с него, смотря в вертикально стоящее зеркало. Помимо приспособлений на столе располагают штихель и гравировальные иглы различных формы и назначения. Штихели хорошо держать на специальной подставочке с гнездами.
При гравировании на металле большое значение имеет освещение. При прямом и открытом свете металл блестит, затрудняет работу и портит зрение, поэтому нужен экран (деревянный подрамник, обтянутый калькой). Экран устанавливают с наклоном между источником света и рабочим местом. Это приспособление дает достаточно сильный и рассеянный свет без резких теней.
Доски для гравирования. Для гравирования используют главным образом медные пластины толщиной 0,5 — 2,5 миллиметра, а также тонкие цинковые или стальные пластинки. Медь берут чистую красную; чем чище медь, тем лучше идет работа — игла или штихель ровнее берут металл, выбирая нужную в нем глубину. Чистый хорошо прокатанный и прокованный лист меди не ломок, в нем нет отслоев и пузырьков, его лучше шлифовать.
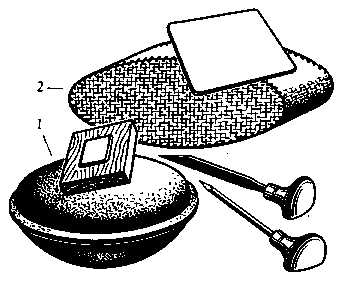
46. Подушки для гравирования:
1 — кожаная; 2 — брезентовая
Чтобы металл сделать наиболее плотным, его планируют на металлической основе. Для этого пластинку равномерно проковывают сильными ударами молотка с закругленным концом и выравнивают окончательно молотком с плоским и широким концом. После этого лист разрезают на доски нужного размера концом шабера или слесарной ножовкой. Края досок опиливают широким плоским напильником, закругляют углы и снимают фаску. Фаска нужна для того, чтобы во время печатания вал легче находил на доску, бумага и сукно не прорезались неопиленным краем при сильном давлении вала. Обрезанную и опиленную доску сначала зачищают шабером, а затем шлифуют грубым шлифовальным камнем из песчаника, периодически смачивая камень водой или маслом. Затем поверхность доски шлифуют пемзой и древесным углем, смоченным в растворе поваренной соли.
При таком шлифовании поверхность доски будет достаточно спланированной, без заметных углублений и выпуклостей. Закончив шлифование, поверхность доски полируют и доводят до зеркального блеска. Для этого применяют отмученный мел или крокус. Порошок мела или крокус перетирают с деревянным маслом и этой смесью с помощью мягкой тряпочки кругообразными движениями трут доску. Затем отполированную доску промывают скипидаром или бензином, чтобы смыть следы жирных пятен, так как в жирных местах лак не будет приставать к металлу.
Эстампная бумага. Для печатания гравюр употребляют бумагу определенной сортности — эстампную. Она слабо проклеена, активно впитывает влагу, хорошо принимает на себя краску, имеет достаточную плотность и шероховатую поверхность. Если нет специальной бумаги, можно использовать другую, предварительно ее обработав. Бумагу, содержащую большое количество клея, нужно залить кипятком и оставить в воде на сутки.