ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.07.2024
Просмотров: 323
Скачиваний: 0
СОДЕРЖАНИЕ
Глава I особенности ремонта электрооборудования и автоматики
§ 1. Организация ремонта электрооборудования
§ 2. Виды ремонта и общая схема технологического процесса
Глава II технология ремонта систем электрооборудования и автоматики
§ 1. Дефекты систем и их классификация
§ 2. Характеристика систем электрооборудования и автоматики как объектов ремонта
§ 3. Методика обнаружения неисправных агрегатов и узлов
§ 4. Замена агрегатов электрооборудования и автоматики
§ 5. Ремонт электромонтажных комплектов и проводов бортовой сети
§ 1. Начальные этапы технологического процесса ремонта аккумуляторных батарей
§ 2. Дефектация, ремонт и изготовление деталей и узлов
§ 3. Сборка и испытание аккумуляторных батарей
Глава IV технология ремонта электрических машин
§ 1. Начальные этапы технологического процесса ремонта электрических машин
§ 2. Дефектация, ремонт, изготовление деталей и узлов
§ 3. Сборка и испытание электрических машин
Глава V технология ремонта аппаратов регулирования и управления
§ 1. Начальные этапы технологического процесса ремонта аппаратов регулирования и управления
§ 2. Дефектация и ремонт узлов
§ 3. Сборка и предварительная регулировка аппаратов
1. Зависимость износа щеток и коллектора от величины усилия прижатия щеток к коллектору показана на рис. 274.
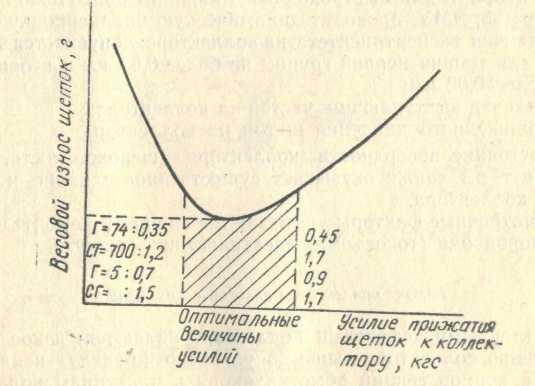
Рис. 274. Зависимость износа щеток и коллектора от величины усилия прижатия щеток к коллектору
При уменьшении усилия щетки становятся более чувствительными к вибрациям, неизбежным на машине и приводящим к усилению искрения, следствием чего является повышенный электроэрозиойный износ щеток и коллектора. При увеличении усилия возрастает механический износ щеток и коллектора от трения.
Из графика видно, что для каждой электрической машины (в зависимости от материала щеток и других факторов) имеет место оптимальная величина усилия прижатия щеток к коллектору. При ремонте машин необходимо обеспечить эту величину.
2. Величина площади контакта между щеткой и коллектором оказывает существенное влияние на их износ: чем меньше площадь контакта, тем больше давление щетки на коллектор, а это приводит к увеличению механического износа; с другой стороны, чем меньше площадь контакта, тем больше плотность тока (энергия), что также приводит к увеличению износа за счет увеличения электроэрозионного разрушения. Поэтому при ремонте машин нужно добиваться наилучшей притирки щеток по коллектору.
3. Вибрация щеток на коллекторе приводит к искрению и чем больше вибрация щеток, тем больше искрение, тем больше электроэрозионное разрушение щеток и коллектора. Повышенная вибрация щеток является следствием:
—несбалансированности якоря. Влияние этого фактора сказывается тем больше, чем больше обороты машины, поэтому при изготовлении сравнительно тихоходных электрических машин (п до 3000—4000 об/мин), например Г-74, проводят статическую балансировку якоря, а для быстроходных машин (п более 5000 об/мин), например Г-5, ЭМУ, проводят динамическую балансировку якорей:
—наличия эксцентриситета на коллекторе; допускается эксцентриситет для машин первой группы не более 0,03 мм и второй группы не более 0,02 мм;
—наличия выступающих частей на коллекторе;
—пониженного давления щеток на коллектор.
4. Состояние поверхности коллектора (шероховатость, риски, задиры и т. д.) также оказывает существенное влияние на износ щеток и коллектора.
Рассмотренные факторы учитываются во время ремонта деталей узла токоподвода (токосъема) электрических машин.
Ремонт коллекторов электрических машин
Характерными дефектами коллектора являются: износ коллектора, биение коллектора выше допустимого предела, ненадежная припайка концов секций обмотки якоря к пластинам коллектора, ослабление посадки коллектора на валу якоря и расшатанность пластин, замыкание пластин коллектора между собой и на массу (вал якоря).
Дефекты коллекторов определяются наружным осмотром и промером измерительным инструментом.
Замыкание пластин коллекторов между собой и на массу обнаруживают при проверке обмоток якорей. 540
Процесс ремонта коллекторов в случае наличия их износа или биения состоит из трех операций.
1. Проточка коллектора. Она осуществляется на токарных станках. Для получения высокой чистоты поверхности коллектора и уменьшения силы удара миканита или слюды по резцу глубина резания и подача должны быть минимальными. Рекомендуется следующий режим резания для проточки коллекторов: глубина резания h = 0,2 — 0,3 мм; подача s не более 0,1 мм/об; скорость резания v = 50—60 м/мин и более; материал резца — сталь Р-9, Р-18, сплав Т15К6.
2. Фрезерование миканита или слюды между пластинами коллектора. Эта операция выполняется не на всех коллекторах, а только для электрических машин, имеющих меднографитные или электрографитированные щетки (Г-74, Г-5, Г-6,5, ЭМУ). Фрезерование осуществляется либо фрезой, либо ножовочным полотном на глубину 0,5—1,0 мм и на полную ширину паза. При этом после удаления миканита или слюды пазы должны иметь строго прямоугольное поперечное сечение.
На рис. 275 показано универсальное приспособление к токарному станку для фрезерования миканита на коллекторах электрических машин. На рис. 276 показан специальный настольный станок для этой же цели^ Выбор того или иного оборудования определяется типом ремонтного средства, его программой.
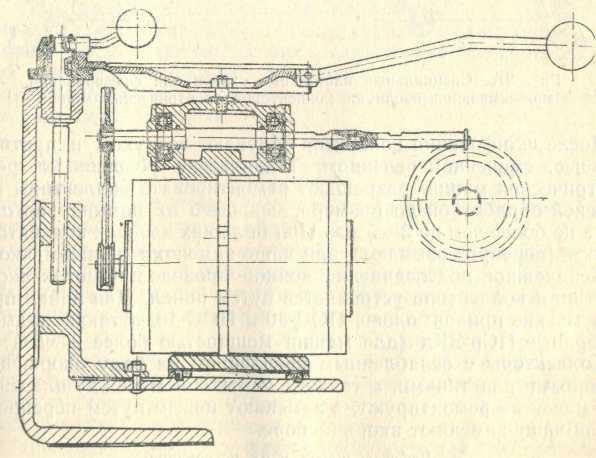
Рис. 275. Универсальное приспособление к токарному станку
для фрезерования межламельной изоляции коллекторов
электрических машин
3. Шлифование коллектора. В ряде случаев при небольшом износе коллектора ограничиваются только этой операцией (без проточки). Коллектор шлифуется на токарном станке мелкозернистой стеклянной бумагой № 1 или № 0, которая применяется при ремонте деталей электрооборудования (вместо наждачной бумаги). Для шлифования коллектора используют специальные деревянные оправки, укрепляемые в резцедержателе суппорта станка.
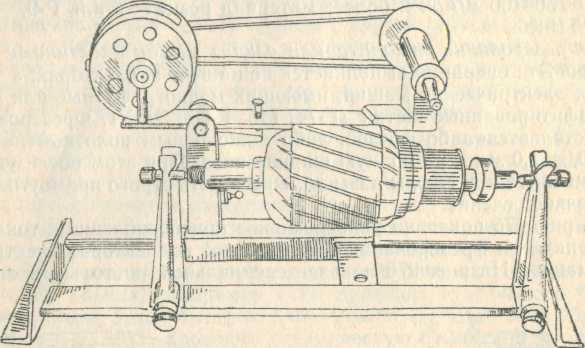
Рис. 276. Специальный настольный станок для фрезерования межламельной изоляции коллекторов электрических машин
После шлифования коллектор обдувают воздухом и протирают ветошью, смоченной бензином. Технические условия на ремонт электрических машин разрешают ремонтировать коллекторы механической обработкой до размера, меньшего их номинального дна-метра не более чем на 3—5 мм. При больших износах коллектор заменяют (перепрессовывают) или чаще заменяют целиком якорь.
Ненадежное подсоединение концов проводов обмоток якоря к пластинам коллектора устраняется путем пайки. Для пайки применяют мягкие припои: олово, ПОС-30 и ПОС-40, а также кадмиево-серебряные ПСр-ЗКд (для машин мощностью более 3 кВт).
Коллекторы с ослабленным креплением на валу якоря, с расшатанными пластинами, а также с замыканием между пластинами и на массу не ремонтируют, а заменяют новым путем перепрессовки или чаще заменяют якорь в сборе.
Дефекты щеток и их устранение
Характерными дефектами щеток являются: износ более допустимой величины, равной 1/3—1/4 номинальной их высоты; отколы и трещины; недостаточно полное прилегание к поверхности коллектора, которое должно быть не менее 2/3 их рабочей поверхности; ненадежное закрепление выводных проводничков.
Дефекты щеток можно обнаружить наружным осмотром и промером их высоты. Щетки, имеющие отколы, трещины, высоту менее допустимой и ненадежное крепление выводных проводников, выбраковывают и заменяют новыми.
Новые щетки и щетки с недостаточно полным прилеганием рабочей поверхности притирают по коллектору. Для ускорения притирки под щетки на коллектор накладывается полоска мелкозернистой стеклянной бумаги абразивной поверхностью, обращенной к щеткам.
Ремонт щеткодержателей и пружин
Характерными дефектами щеткодержателей и пружин являются: шаткость в соединениях деталей, трещины и отколы деталей щеткодержателей, заедания щеток в направляющих (нет свободного 1вижения щеток), пробой изоляционных частей щеткодержателей, потеря упругости пружин.
Изоляционные части щеткодержателей проверяются на пробой эком напряжения 220 В, а также путем замера величины их сопротивления мегомметром (типа М1101).
Проверка упругости пружин осуществляется с помощью динамометра, когда щетки установлены на коллекторе.
Ремонт щеткодержателей и пружин состоит в следующем:
— шаткость в соединениях щеткодержателей устраняют переклепкой или подтяжкой винтов и болтов;
— поломанные детали, пробитую изоляцию и пружины, потерявшие упругость, заменяют.
Ремонт обмоток электрических машин
Характерными дефектами обмоток электрических машин являются разрушение изоляции и обрывы .
Разрушения изоляции в зависимости от места проявляются как межвитковые замыкания или замыкания на массу. Обрывы возможны как самих обмоток, так и в местах припайки обмоток к коллекторным пластинам — для якорей или к выводным проводникам и наконечникам — для обмоток статоров.
Качество изоляции обмоток от массы проверяют путем испытания изоляции на пробой напряжением и путем замера сопротивления изоляции мегомметром. Проверка изоляции на пробой осуществляется переменным напряжением 220 В.
Для проведения этих испытаний поступают так, как показано на рис. 277. Лампочка является индикатором и предохраняет от коротких замыканий. Если в течение минуты лампочка не вспыхнет, то изоляция считается исправной. Загорание лампочки указывает на пробой изоляции. Этот способ хотя и прост, но не позволяет определить сопротивление изоляции. Для замера сопротивления изоляции обмоток используют мегомметр типа М1101. Сопротивление изоляции при напряжении 500 В должно быть не менее 2 5-5,0 МОм.
Проверка обмоток на отсутствие межвитковых замыканий осуществляется разными способами в зависимости от конструкции обмотки.
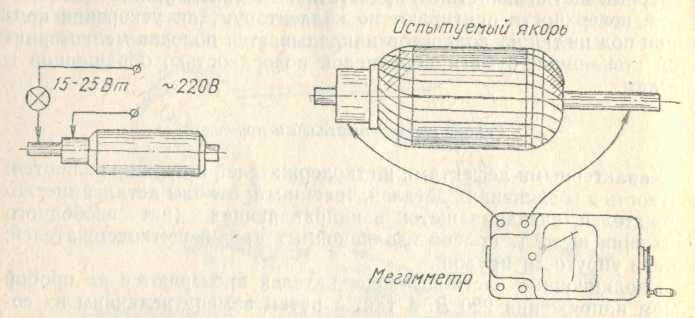
Рис. 277. Подключение контрольной лампы и мегомметра при проверке
изоляции якорей
Исходя из учета возможности обнаружения межвитковых замыканий, все обмотки можно разбить на две группы: обмотки проволочные, имеющие значительное сопротивление, и обмотки шинные, имеющие весьма малое сопротивление.
Межвитковые замыкания в обмотках первой группы обнаруживаются путем замера их сопротивления или падения напряжения на отдельных секциях этих обмоток. В обоих случаях через проверяемые обмотки пропускается ток от внешнего источника.
При проверке обмоток статоров таким внешним источником являются батарейки омметра. Омметр в этом случае подключается так, как показано на рис. 278. Если сопротивление проверяемой обмотки соответствует номинальной величине, обмотка исправна. Если сопротивление меньше нормы, значит в обмотке часть витков замкнута накоротко. Естественно, что этим способом легко обнаружить и обрыв: показания омметра в этом случае будут равны бесконечности.
При проверке проволочных обмоток якорей (генераторы до , 1,5 кВт) в качестве источника используют аккумуляторные батареи, а в качестве индикатора — вольтметр. В этом случае через обмотку пропускают ток номинальной величины (например, для Г-731 — 52Л), как показано на рис. 279. Затем вольтметром с переключением пределов измерений на 3 и 30 В отыскивают дефекты. Прежде всего необходимо убедиться в том, что отсутствуют обрывы в обмотке (рис. 280,а). Для этого следует поступить таким образом: один провод вольтметра (со шкалой 0—З0 В) соединить с
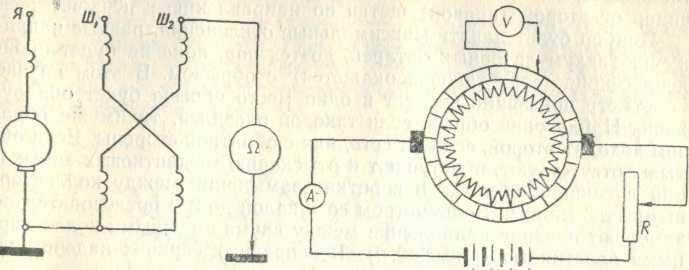
Рис. 278. Подключение оммет- Рис 279 Схема для проверки проволочных
ра при проверке сопротивления обмоток якорей методом вольтметра
вольтметра
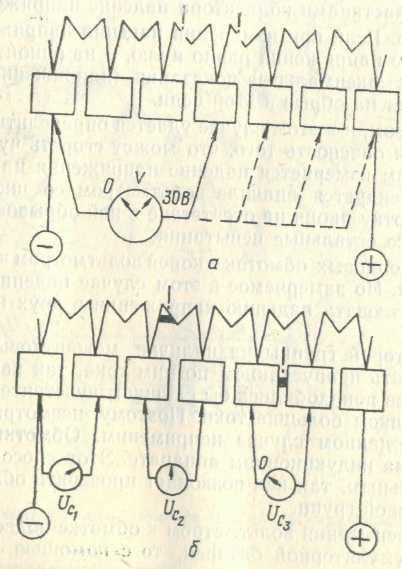
Рис 280. Способы обнаружения дефектов
обмоток якорей методом вольтметра а — обнаружение обрыва; б — обнаружение межвитковых замыканий
токоподводящей щеткой (левой), а другой вести по коллектору, начиная от второй (правой) щетки по направлению к первой.
Прибор
будет давать максимальные отклонения,
равные напряжению аккумуляторных
батарей, до тех пор, пока не будет
пройдена секция (если таковая окажется)
с обрывом. В этом случае вольтметр
показаний не даст и одно место обрыва
будет обнаружено. Найдя один обрыв,
если таковой оказался, таким же образом
находят второй, если он есть, идя с
обратной стороны. Если обрывы
отсутствуют, приступают к отысканию
межвитковых замыканий в секциях
обмотки и коротких замыканий между
коллекторными пластинами. Вольтметром
со шкалой до 3 В последовательно замеряют
падение напряжения между двумя смежными
коллекторными пластинами (рис. 280,6).
В исправных секциях падение напряжения
![]() будет
одинаково и равно
будет
одинаково и равно
![]()
При
межвитковом замыкании в секции падение
напряжения
![]() в
ней будет меньше, чем в исправных секциях.
При коротком замыкании между пластинами
коллектора падение напряжения
в
ней будет меньше, чем в исправных секциях.
При коротком замыкании между пластинами
коллектора падение напряжения
![]() будет
равно нулю. Если при измерении падения
напряжения на всех секциях падение
напряжения равно нулю, а на одной паре
пластин вольтметр даст максимальные
показания (напряжение источника), то
это указывает на обрыв в этой цепи.
будет
равно нулю. Если при измерении падения
напряжения на всех секциях падение
напряжения равно нулю, а на одной паре
пластин вольтметр даст максимальные
показания (напряжение источника), то
это указывает на обрыв в этой цепи.