ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.07.2024
Просмотров: 361
Скачиваний: 0
СОДЕРЖАНИЕ
Глава I особенности ремонта электрооборудования и автоматики
§ 1. Организация ремонта электрооборудования
§ 2. Виды ремонта и общая схема технологического процесса
Глава II технология ремонта систем электрооборудования и автоматики
§ 1. Дефекты систем и их классификация
§ 2. Характеристика систем электрооборудования и автоматики как объектов ремонта
§ 3. Методика обнаружения неисправных агрегатов и узлов
§ 4. Замена агрегатов электрооборудования и автоматики
§ 5. Ремонт электромонтажных комплектов и проводов бортовой сети
§ 1. Начальные этапы технологического процесса ремонта аккумуляторных батарей
§ 2. Дефектация, ремонт и изготовление деталей и узлов
§ 3. Сборка и испытание аккумуляторных батарей
Глава IV технология ремонта электрических машин
§ 1. Начальные этапы технологического процесса ремонта электрических машин
§ 2. Дефектация, ремонт, изготовление деталей и узлов
§ 3. Сборка и испытание электрических машин
Глава V технология ремонта аппаратов регулирования и управления
§ 1. Начальные этапы технологического процесса ремонта аппаратов регулирования и управления
§ 2. Дефектация и ремонт узлов
§ 3. Сборка и предварительная регулировка аппаратов
При этом пластины нагреваются, что приводит к разрыхлению и выпадению активной массы, к деформации пластин.
Кроме того, при дальнейшем использовании окисленных пластин на них образуется сульфат сразу же при заливке аккумуляторов электролитом
РbО + Н2SО4 == РbS О4 + Н2О.
Аккумуляторы разряжают на реостаты ЗРУ током 10-часового разрядного режима до напряжения 1,7 В. Следует иметь в виду, что разряжать нужно только заряженные аккумуляторы. В противном случае может произойти переполюсовка разряженных аккумуляторов.
Когда нет времени на разряд, заряженные отрицательные пластины после разборки аккумуляторов хранят в дистиллированной воде для предохранения их от окисления.
Слив электролита из дефектных аккумуляторов и их промывка. Перед разборкой дефектных аккумуляторов необходимо слить из них электролит, 2—3 раза промыть водой и протереть батарею насухо ветошью.
Разборка дефектных аккумуляторов начинается со снятия выводных зажимов и межэлементных соединений. Эта операция выполняется рассверливанием межэлементных соединений трубчатой фрезой (рис. 267), применение которой обеспечивает сохранение выводных штырей и межэлементных соединений.
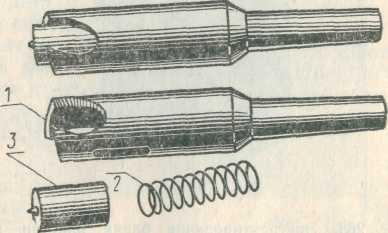
Рис. 267. Трубчатая фреза:
1 — фреза; 2 — пружина; 3 — направляющий штырь
Мастика удаляется металлическими лопатками с электрическим нагревом (t=200°С). После ее удаления снимают крышки, для чего применяют специальные приспособления — съемники. Затем вынимают блоки пластин из сосудов. Если пластины глубоко разряжены или засульфатированы, то их объем увеличен, и они плотно сидят в банке. Для извлечения таких блоков применяют специальное приспособление (рис. 268).
Блоки пластин ополаскивают водой и разбирают на полублоки положительных и отрицательных пластин. Для этого вынимают сепараторы, начиная с крайних.
После разборки аккумуляторов промывают и сушат все детали. Сушка деталей аккумуляторов осуществляется при t = 40—50°С в сушильных электронагревательных шкафах.
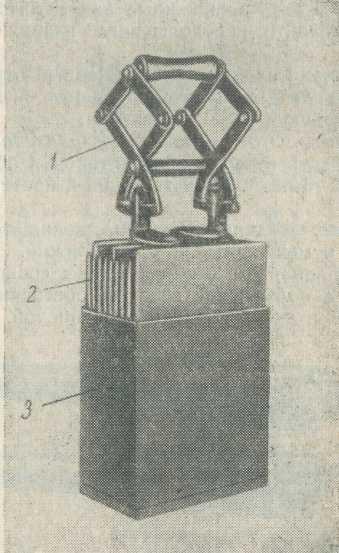
Рис. 268. Экстрактирование блока пластин из
корпуса аккумулятора: 1 — съемник; 2 — блок пластин; 3 — корпус
§ 2. Дефектация, ремонт и изготовление деталей и узлов
Дефектация банок и крышек производится в основном внешним осмотром, при котором обнаруживают отколы, пробоины и значительные трещины. Обнаружение мелких трещин и испытание банок на герметичность осуществляют водой, нагретой до 80—90°С.
В настоящее время простых и надежных способов ремонта эбонитовых банок нет, поэтому при ремонте батарей их заменяют новыми.
Дефектацию пластин производят по их внешнему виду. Негодными и подлежащими замене следует считать пластины, у которых имеются следующие дефекты: сильная сульфатация (когда сульфат проник вглубь активной массы), разрушенная решетка, выпадение активной массы более чем из четырех ячеек, рыхлая или сцементировавшаяся, уплотненная активная масса, переполюсовка.
Ремонту подлежат пластины, имеющие слабую или среднюю сульфатацию (когда белым налетом сульфата покрыта только поверхность пластин), коробление и обрыв ушек.
Слабая или средняя сульфатация пластин устраняется очисткой их металлической щеткой.
Коробление пластин (со стрелой прогиба более 3 мм) устраняют путем правки их в специальных тисках.
Обломанные ушки пластин наваривают в специальном шаблоне, а затем опиливают напильником.
Возможные дефекты сепараторов (истирание и сульфатация) устанавливают внешним осмотром. Практически удается устранить лишь сульфатацию мипоровых и мипластовых сепараторов путем кипячения их в воде. Негодные сепараторы заменяют годными со списанных батарей.
Изготовление свинцовых деталей батарей. В ремонтных частях изготовляют межэлементные соединения, выводные зажимы и штыри из сплава свинца с 4—6% сурьмы путем отливки их в металлические формы. Для приготовления сплава используют дефектные свинцовые детали, а также стружку и опилки, получающиеся при разборке и сборке батарей.
Сплав плавят при температуре 450—500°С. Формы (рис. 269) перед отливкой деталей подогревают до 125—150°С и припудривают внутренние поверхности графитным порошком.
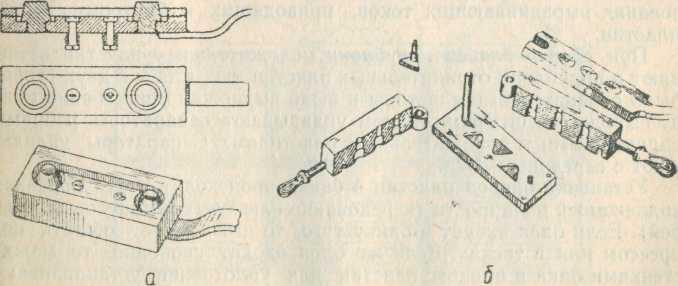
Рис. 269. Стальные формы для отливки свинцовых деталей: о — межэлементных соединений; б — выводных штырей
Деревянные ящики батарей при ремонте проходят обработку, которая включает нейтрализацию их раствором каустической соды, протирку и окраску кислотостойким лаком № 411 в два слоя.
§ 3. Сборка и испытание аккумуляторных батарей
При сборке аккумуляторов и аккумуляторных батарей значительное место занимает сварка свинцовых деталей, которая в большой степени определяет качество ремонта.
Низкая температура плавления свинца (327°С) и интенсивное окисление его при высоких температурах требуют применения таких способов сварки, при которых был бы невысокий температурный режим и надежная защита от окисления. С другой стороны, условия работы сварных швов в аккумуляторах требуют, чтобы швы были однородны по своему составу и не имели посторонних включений, которые приводят к засорению электролита, вызывают дополнительный саморазряд аккумуляторов и повышают внутреннее их сопротивление. Поэтому применение флюсов и обмазок в данном случае исключается. При сборке аккумуляторов наиболее часто применяют электроконтактную сварку свинца.
При электроконтактной сварке используют тепло, выделяющееся в угольном электроде и в месте контакта его со свинцом при прохождении электрического тока. Этот способ сварки очень прост, дает хорошие результаты и поэтому широко применяется в войсковых ремонтных средствах. При сварке применяют переменный (от понижающего трансформатора типа ОСО 220/12) или постоянны!! ток (от аккумуляторных батарей).
Сборку полублоков пластин производят с помощью сварки в специальных приспособлениях (рис. 270).
Аккумуляторы различных типов имеют различный шаг между пластинами, различную толщину и количество пластин. Поэтому при сборке полублоков подбирают соответствующую данному типу аккумулятора гребенку. Для одного полублока следует подбирать пластины одинакового технического состояния во избежание образования выравнивающих токов, приводящих к быстрому износу пластин.
При сборке блоков полублоки положительных пластин вставляют в полублоки отрицательных пластин так, чтобы с двух сторон были отрицательные пластины и было выдержано расстояние между выводными штырями. Затем укладывают сепараторы ребрами, обращенными к положительным пластинам. Сепараторы укладывают с середины блока.
Установка блоков пластин в банки происходит с соблюдением надлежащей полярности (чередование плюсовых и минусовых штырей). Если блок входит в банку туго, то его следует обжать под прессом или в тисках. Если же блок входит свободно, то между стенками бака и блоком пластин для уплотнения устанавливают сепараторы.
Контроль качества установки блоков состоит в проверке отсутствия в них коротких замыканий между положительными и отрицательными пластинами. Если были поставлены влажные сепараторы то проверка осуществляется с помощью вольтметра со шкалою 3—0—3 В по схеме а (рис. 271). При отсутствии короткого замыкания вольтметр должен показывать э.д. с, равную 1 — 1,5 В. Если же окажется короткое замыкание, то вольтметр покажет 0.
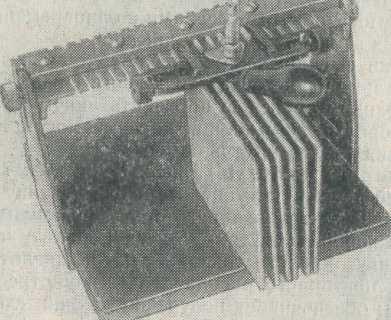
Рис. 270. Гребенчатое приспособление для сварки полублоков
пластин
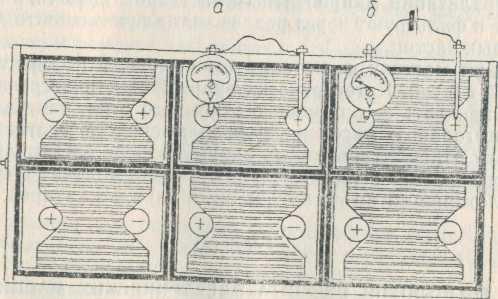
Рис. 271. Проверка блоков пластин на отсутствие
коротких замыканий-
а — при постановке влажных сепараторов- б - пои постановке сухих сепараторов
При установке сухих мипоровых или мипластовых сепараторов проверку аккумуляторов на отсутствие в них коротких замыканий следует выполнять с использованием источника тока напряжением 2—3 В по схеме б. Если короткого замыкания нет, вольтметр покажет 0. При коротком замыкании вольтметр покажет напряжение источника тока.
Крышки автомобильных батарей уплотняют асбестовым шнуром, а танковых —резиновым клином.
Приварка межэлементных соединений и выводных зажимов производится рассмотренными способами с одновременным расплавлением свинцовых втулок, залитых в крышки.
Для наварки выводных зажимов автомобильных батарей применяют специальные формочки — шаблоны. После выполнения этой операции необходимо еще раз проверить аккумуляторы на отсутствие в них коротких замыканий, которые могут явиться следствием протекания свинца внутрь банки.
Заливка батарей мастикой. Для заливки всех типов аккумуляторных батарей применяют универсальную мастику БР-20. Эта мастика отвечает всем требованиям, предъявляемым к заливочным мастикам: она хорошо пристает к дереву, эбониту и металлу; однородна по составу, кислотостойка, водо- и кислотонепроницаема; пригодна для повторного расплавления и употребления для заливки батарей; обеспечивает получение ровной, глянцевой поверхности и является морозо- и теплостойкой (при t = — 35°С она не растрескивается, а при t = + 60°С несколько размягчается, но не подтекает).
Перед заливкой на крышки батарей мастику БР-20 расплавляют при обязательном перемешивании. Температура расплавленной мастики перед заливкой должна быть в пределах 210—220°С.
В случае повторного использования мастики ее подвергают вначале нейтрализации 10-процентным раствором щелочи, а затем расплавляют и фильтруют через редкое металлическое сито для удаления твердых частиц.
Заливают мастику из металлических ковшей и обязательно непрерывной струей. Категорически запрещается разогревать мастику и разравнивать ее с помощью открытого огня, так как это приводит к выгоранию масел и ухудшению свойств мастики.
Заливку отремонтированных аккумуляторов электролитом и последующую их зарядку осуществляют в соответствии с существующими положениями по эксплуатации и зарядке батарей.