ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.07.2024
Просмотров: 308
Скачиваний: 0
СОДЕРЖАНИЕ
Глава I особенности ремонта электрооборудования и автоматики
§ 1. Организация ремонта электрооборудования
§ 2. Виды ремонта и общая схема технологического процесса
Глава II технология ремонта систем электрооборудования и автоматики
§ 1. Дефекты систем и их классификация
§ 2. Характеристика систем электрооборудования и автоматики как объектов ремонта
§ 3. Методика обнаружения неисправных агрегатов и узлов
§ 4. Замена агрегатов электрооборудования и автоматики
§ 5. Ремонт электромонтажных комплектов и проводов бортовой сети
§ 1. Начальные этапы технологического процесса ремонта аккумуляторных батарей
§ 2. Дефектация, ремонт и изготовление деталей и узлов
§ 3. Сборка и испытание аккумуляторных батарей
Глава IV технология ремонта электрических машин
§ 1. Начальные этапы технологического процесса ремонта электрических машин
§ 2. Дефектация, ремонт, изготовление деталей и узлов
§ 3. Сборка и испытание электрических машин
Глава V технология ремонта аппаратов регулирования и управления
§ 1. Начальные этапы технологического процесса ремонта аппаратов регулирования и управления
§ 2. Дефектация и ремонт узлов
§ 3. Сборка и предварительная регулировка аппаратов
Обгорание, окисление, загрязнение штырей (гнезд) штепсельных разъемов или наконечников проводов приводит к увеличению переходного сопротивления в месте контакта. Часто такого рода дефекты являются следствием ослабления затяжки винтов или болтов крепления наконечников или плохого контакта штырей и гнезд штепсельного разъема из-за неполной затяжки накидной гайки. В результате в месте контакта появляется искрение, усиливающее обгорание вплоть до полной потери контакта.
Подобные дефекты устраняются зачисткой обгоревших, окислившихся, загрязненных мест мелкой шлифовальной шкуркой № 240 с последующим обеспечением надежного контакта. Сильно обгоревшие наконечники, штыри и гнезда разъемов заменяются новыми.
Наконечники проводов заменяются так же, как и в случае обрыва в месте пайки провода к наконечнику. Для замены штыря (гнезда) штепсельного разъема сначала выполняются все операции по частичной разборке разъема для пайки провода к штырю гнезду). Затем от обгоревшего штыря отпаивается провод, после чего снимаются пружинное кольцо 4 (см. рис. 264) и втулка 5. Дефектный штырь извлекается из втулки изоляционной 6 и заменяется новым того же диаметра. Сборка разъема выполняется в обратной последовательности.
При повреждениях деталей штепсельных разъемов, изгибах или изломах штырей дефекты устраняют заменой неисправных деталей. При некоторых дефектах приходится заменять штепсельный разъем в сборе.
Глава III
ТЕХНОЛОГИЯ РЕМОНТА СТАРТЕРНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ
Вследствие естественного износа, длительного хранения, а иногда в результате небрежного обращения или неправильного ухода за батареями в процессе эксплуатации в них могут возникать различные неисправности.
Некоторые из них могут быть устранены путем проведения обслуживания аккумуляторной батареи или путем подзарядки ее. Другие же неисправности требуют выполнения ремонтных работ, связанных с частичной или полной разборкой батареи и отдельных аккумуляторов.
В настоящеее время подвижные и стационарные ремонтные средства оснащены необходимым оборудованием для всех видов работ по обслуживанию, зарядке, текущему (с частичной разборкой) и капитальному (с полной разборкой) ремонту аккумуляторных батарей. Потребителями большого числа капитально отремонтированных аккумуляторных батарей являются сами ремонтные средства. Капитально отремонтированные батареи используются в качестве технологических при стационарных, заводских и сдаточных испытаниях отремонтированной бронетанковой техники. Они являются основными источниками электроэнергии для питания различных стендов испытания агрегатов и систем электрооборудования и автоматики при ремонте танков.
Так как вопросы устройства и эксплуатации аккумуляторных батарей изучались в соответствующих курсах, данная глава касается только вопросов технологии всех видов ремонта аккумуляторных батарей. Однако поскольку решение о выполнении того или иного вида ремонта принимается в процессе приемки аккумуляторной батареи в ремонт и оценки ее технического состояния на основании обнаруженных в ней неисправностей, то в соответствующем параграфе главы коротко будут повторены основные неисправности аккумуляторных батарей.
§ 1. Начальные этапы технологического процесса ремонта аккумуляторных батарей
Схема технологического процесса ремонта аккумуляторных батарей с полной разборкой отдельных аккумуляторов представлена на рис. 265. В этой схеме отражены принципиальные отличия аккумуляторных батарей от других агрегатов танкового электрооборудования и систем автоматики. Так, например, в число подготовительных этапов схемы входят разрядка аккумуляторов, подлежащих разборке, или всех аккумуляторов батареи, а также слив электролита из дефектных аккумуляторов.
Особым этапом является этап изготовления свинцовых деталей аккумуляторов. Этот этап характерен как для ремонта аккумуляторных батарей с полной разборкой, так и для их ремонта с неполной разборкой. Наконец своеобразными этапами схемы являются этапы, связанные с приведением аккумуляторной батареи после ремонта в рабочее состояние. Как видно из схемы, этап испытаний аккумуляторных батарей после ремонта отсутствует. Заключение о качестве ремонта делается по параметрам, замеряемым на этапе зарядки аккумуляторной батареи.
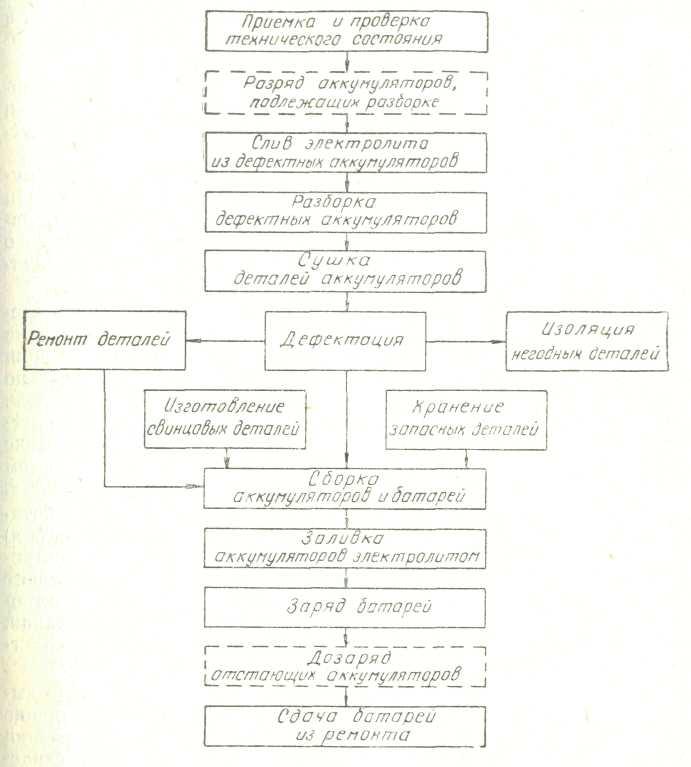
Рис. 265. Схема технологического процесса ремонта аккумуляторных батарей с разборкой отдельных аккумуляторов
Приемка батарей в ремонт и проверка их технического состояния
На этом этапе технологического процесса проверяют комплектность батареи и определяют объем и характер предстоящих ремонтных работ. Состояние батарей проверяют внешним осмотром и испытанием работоспособности каждого аккумулятора в отдельности.
Работоспособность аккумулятора определяется уровнем и чистотой электролита, его плотностью, электродвижущей силой и напряжением под нагрузкой каждого аккумулятора, а также отсутствием тока утечки.
Отсутствие или ненормальный уровень электролита в аккумуляторе свидетельствует о возможной течи бака и сульфатации верхних частей или всех пластин в целом; наличие мутного, загрязненного электролита — о повышенном саморазряде и даже о возможном разрушении пластин. Оба эти дефекта требуют, как правило, полной разборки дефектного аккумулятора.
Плотность электролита -\ измеряют с целью определения степени заряженности аккумуляторов. Однако одна эта проверка не всегда дает ясное представление о действительном состоянии аккумуляторов. Иногда степень заряженности, определенная по плотности электролита, оказывается выше, чем в действительности. Это может произойти, если, например, долить аккумуляторы раствором серной кислоты вместо дистиллированной воды. Вследствие этого нарушается известное соотношение между удельным весом электролита и электродвижущей силой аккумулятора: Е = 0,84 + y.
Проверка электродвижущей силы каждого аккумулятора батареи осуществляется для выявления возможных частичных или полных коротких замыканий между пластинами. Пониженная электродвижущая сила в одном из аккумуляторов батареи по сравнению с другими или по сравнению с рассчитанной по плотности электролита может свидетельствовать о частичном внутреннем замыкании. При полном коротком замыкании в аккумуляторе показания вольтметра будут равны нулю.
Напряжение каждого аккумулятора батареи измеряют для выявления таких дефектов, как сульфатация пластин или осыпание активной массы. Значительное и непрерывное падение напряжения аккумулятора в процессе испытания нагрузочной вилкой свидетельствует о сульфатации его пластин. Если же при этом испытании показания вольтметра ниже нормы, то имеет место осыпание активной массы пластин. Кроме того, сравнение величины напряжения аккумулятора с его э.д. с. и плотностью электролита позволяет судить об отсутствии указанных дефектов и о степени разря-женности аккумулятора.
Характер изменения плотности электролита y , э.д. с. Е и напряжения U аккумулятора в зависимости от степени разряженности 5 показан на рис. 266. Зависимость И($) дана для испытания аккумуляторов батареи 6СТЭН-140М нагрузочной вилкой НВ-70. Для аккумулятора, не имеющего дефектов, измеряемые величины должны находиться на вертикали, соответствующей степени его разряженное™. Значительные отклонения точек от вертикали свидетельствуют о наличии тех или иных неисправностей внутри аккумулятора.
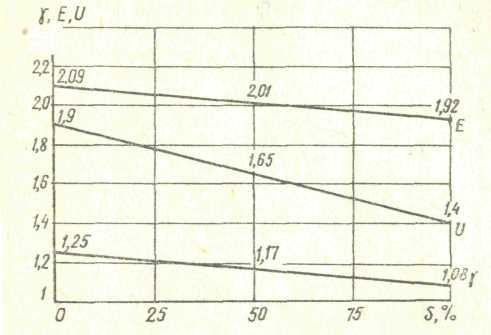
Рис. 266. Зависимость плотности электролита y, электродвижущей силы Е и напряжения U аккумулятора от степени его разряженности 5
Отсутствие утечки тока проверяют переносным вольтметром.
Результаты внешнего осмотра батарей и испытания аккумуляторов заносят в журнал (табл. 52).
В зависимости от обнаруженных неисправностей аккумуляторной батарее назначают соответствующий вид ремонта, в ходе которого выполняются все или часть этапов схемы технологического процесса, представленной на рис. 265.
Подготовка аккумуляторных батарей к ремонту
К подготовительным этапам схемы технологического процесса ремонта аккумуляторных батарей относятся: разряд аккумуляторов, подлежащих разборке, слив электролита из дефектных аккумуляторов и разборка дефектных аккумуляторов.
Разряд аккумуляторов перед разборкой осуществляется для того, чтобы предохранить пластины, особенно отрицательные, от порчи. У заряженного аккумулятора отрицательные пластины состоят в основном из губчатого свинца, который на воздухе интенсивно окисляется с выделением большого количества тепла,
![]()
Таблица 52
Образец записи результатов проверки технического состояния аккумуляторных батарей
|
Номера батарей и аккумуляторов |
Уровень электролита |
Состояние электролита |
Плотность электролита |
Э. д. с. |
Напряжение |
Устойчивость напряжения |
Вывод о техническом состоянии аккумулятора |
|
2603 I |
12 |
Чистый |
1,23 |
2,02 |
1,70 |
Устойчиво |
Исправный полураз-ряжепный, добавлялась кислота |
|
I! |
12 |
Чистый |
1,17 |
2,01 |
1,60 |
Резко падает до 0,8 |
Полу разряженный сульфатировапный |
|
III |
10 |
Чистый |
1,18 |
1,95 |
0 |
|
Короткозамкнутый |
|
IV |
12 |
Мутный |
1,17 |
2,02 |
1,55 |
Устойчиво |
Осыпание пластин |
|
V |
11 |
Чистый |
1,16 |
2,01 |
1,65 |
Устойчиво |
Исправный полуразряженный |
|
VI |
12 |
Чистый |
1,18 |
2,02 |
1,70 |
Устойчиво |
Исправный полуразряженный |