ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.08.2024
Просмотров: 243
Скачиваний: 0
СОДЕРЖАНИЕ
Травин г.М., Токарев в.А., Родионова е.А.
Содержание Лекция 1. Декомпозиция технологических систем 5
Лекция 1. Декомпозиция технологических систем
1.3. Технологические системы и их элементы
1.4. Состояния и события технической системы
2.3. Показатели оценки надежности
3.1. Факторы и процессы влияния
3.3. Влияние скорости процессов на надежность технических систем
4.2. Характеристика потока отказов
5.1. Вероятность безотказной работы
5.2. Наработка на отказ, до отказа, интенсивность и параметр потока отказов
5.3. Законы распределения времени между отказами
6.1. Понятие физической и моральной долговечности
6.2. Технико-экономическая долговечность
6.3. Определение оптимального срока службы оборудования
6.4. Количественные показатели долговечности
6.5. Выбор показателей долговечности средств технологического оснащения и их элементов
Лекция 7. Ремонтопригодность. Свойства и показатели оценки
7.1. Понятие и свойства ремонтопригодности
7.2. Характеристики свойств ремонтопригодности
7.3. Частные показатели оценки ремонтопригодности
8.1. Требования к информации о надежности
8.2. Методы исследования и оценки надежности
8.3. Комплексные показатели надежности
9.1. Избыточность как основной метод повышения надежности систем
9.3. Методы резервирования элементов
9.4. Методы резервирования систем
9.5. Использование алгебры логики для моделирования систем с резервированием
10.1. Расчет надежности резьбовых соединений
10.2. Расчет надежности сварных соединений
10.3. Расчет надежности соединений с натягом
11.1. Понятие и свойства надежности оперативного персонала
11.2. Виды и формы отказов персонала
3.1. Факторы и процессы влияния
На надежность технических систем оказывают влияние три группы факторов: конструктивные, технологические и эксплуатационные.
К конструктивным факторам относятся: принципиальная схема машины, качество материалов, форма и размеры деталей, запас прочности, применяемые методы расчета на прочность, конструктивные концентраторы напряжений в деталях (зазоры, натяги, галтели, пазы, канавки и др.), характер и скорость приложения нагрузок и др.
Технологические факторы – факторы, связанные с процессом получения стабильных свойств материалов, обеспечивающих стабильность структуры, физико-механических свойств, прочности; факторы, связанные с формообразованием заготовки, методами обработки и сборки; методы и режимы механической, термической, химико-термической обработки; геометрия режущего инструмента; организация технического контроля по этапам технологического процесса.
Эксплуатационные факторы – давления, характер нагружения, скорости, температура среды, влажность среды, виды и способы смазки, соблюдение правил технической эксплуатации, техническое обслуживание, качество ремонта, квалификация ремонтно-эксплуатационного персонала, техническая оснащенность ремонтных служб и др.
На надежность технических систем существенное влияние оказывают обратимые и необратимые процессы, происходящие в системах.
К обратимым процессам относятся температурные и упругие деформации в деталях и узлах машин.
Необратимые процессы – это изнашивание, усталостное разрушение, коррозия, старение, ползучесть, кавитационно-эррозионное разрушение и др.
Влияние температурных деформаций проявляется в увеличении зазоров в сопряжениях, появлении вибрации, стука, заклинивании подвижных соединений, поломках, интенсивных износах. Очевидно, следует учитывать возможность изменения линейных и объемных размеров деталей, приводящих к изменению зазоров в сопряжениях, возможность их коробления под действием температур среды или температур, возникающих в парах трения. Например, в паре вал-втулка диаметром 100 мм при возрастании температуры до 100º С величина зазора уменьшится при втулке из бронзы на 0,18 мм, из пресспорошков на 0,37 мм, из капрона на 1 мм.
Упругие деформации в технической системе не оказывают такого влияния как температурные деформации на работоспособность подвижных соединений. Однако они имеют основное влияние на технологическую надежность процесса механической обработки резанием, на точность механической обработки. Известны зависимости величины погрешности механической обработки, обусловленные упругими отжимами элементов технологической системы станок-приспособление-инструмент-деталь. Величина упругих отжимов, а, следовательно, погрешностей зависит от погрешности заготовки (неравномерности припуска на обработку) Δз и неоднородности свойств материала обрабатываемой детали (неоднородность твердости) ΔСр. Именно эти две составляющие упругой деформации в технологической системе вызывают рассеяние (разброс) размеров при обработке на настроенном на заданный размер станке.
Наибольшее влияние на надежность технических систем оказывают необратимые процессы – изнашивание и поломки. 80-90% всех поломок деталей связаны с усталостным разрушением. Наибольшее количество отказов в машинах обусловлено изнашиванием.
3.2. Изнашивание
Изнашивание – процесс постепенного изменения размеров тела при трении, проявляющийся в отделении с поверхности трения материала и (или) в его остаточной деформации. Соответственно, износостойкость – свойство материала оказывать сопротивление изнашиванию в определенных условиях эксплуатации. При контакте двух сопряженных поверхностей и их относительном перемещении в поверхностных слоях возникают механические и молекулярные взаимодействия, которые приводят к разрушению микрообъемов поверхностей, т.е. к износу. При этом исходный (технологический) микрорельеф превращается в эксплуатационный.
Процессы, сопровождающие изнашивание, крайне разнообразны и по разному протекают в различных условиях. Наиболее характерные из них:
возникновение высоких локальных температур, которые при больших местных давлениях могут достигать значений, соответствующих фазовым превращениям или приводящих к расплавлению металла (образование мостиков сварки);
протекание процессов переноса материала с одной поверхности на другую;
возникновение высоких механических и термических напряжений, приводящих к образованию микротрещин;
протекание химико-термических процессов, образование окисных пленок или других химических соединений, в связи с чем свойства поверхностного слоя резко отличаются от свойств основного материала;
влияние на трение и износ смазки, которая играет роль эластичной прокладки, ведет к образованию масляного клина, а попадая в микротрещины оказывает расклинивающее действие.
Эти процессы характерны для всех трех родов трения: скольжения, качения, верчения (точечный контакт или контакт конических поверхностей). В зависимости от условий смазки, ее характера, режимов работы различают сухое, граничное и жидкостное трение.
При сухом трении происходит наибольший износ. При жидкостном трении трущиеся поверхности разделены слоем смазки. Наиболее характерным является граничное трение, когда слой смазки не превышает 0,1-0,2 мкм, а износ происходит при локальных разрывах масляной пленки.
Различают три вида изнашивания:
механическое, которое имеет место только при механическом взаимодействии тел;
молекулярно-механическое, сопровождающееся воздействием молекулярных или атомарных сил;
коррозионно-механическое, происходящее при трении материала, вступившего в химическое взаимодействие со средой.
В группе механических видов изнашивания выделяются: абразивное, усталостное, пластическим деформированием.
Абразивный износ происходит вследствие режущего или царапающего действия с отделением микростружки твердыми частицами из окружающей среды или продуктами износа. Усталостный износ происходит вследствие циклического воздействия на микровыступы трущихся поверхностей. Износ пластическим деформированием происходит только вследствие пластического оттеснения материала без его удаления с поверхности трения.
Среди молекулярно-механических видов изнашивания выделяются два: адгезионный износ и избирательный (атомарный) перенос.
Адгезионное изнашивание связано с возникновением в локальных зонах контакта поверхностей интенсивного молекулярного взаимодействия, приводящего к образованию мостиков сварки, глубинному вырыванию и переносу частиц материала с одной поверхности на другую. При определенных условиях и в определенной среде можно управлять этим процессом, обеспечивая переход материала с одной поверхности на другую и обратно. Такое явление, обнаруженное Крагельским и Гаркуновым при трении в вакууме в среде глицерина, зарегистрированное как открытие, названо избирательным переносом.
В группе коррозионно-механических выделяются окислительный, коррозионный износы и фреттинг-коррозия.
Окислительный износ происходит при наличии на поверхности трения защитных пленок, образовавшихся при взаимодействии основного материала с кислородом воздуха. При взаимном перемещении тел защитные пленки разрушаются, обнажая основной материал, который вновь окисляется и пленка разрушается при трении. Аналогичный механизм и коррозионного изнашивания, только разрушаются при трении не окислительные пленки, а продукты коррозии на поверхностях трения. Фреттинг-коррозия имеет место в неподвижных соединениях, в микрозазорах которых образуются продукты коррозии в виде бурого налета. Даже в неподвижных соединениях двух тел имеют место микроколебания, микроперемещения тел относительно друг друга, что ведет к разрушению продуктов коррозии и цикл повторяется. Явление фреттинг-коррозии было обнаружено Одингом на деталях гидротурбин.
Показателями износа являются:
- линейный износ UМКМ,
- скорость износа
![]() (мкм/ч),
(мкм/ч),
- интенсивность износа
![]() (мкм/км).
(мкм/км).
Классическая зависимость величины линейного износа во времени графически носит S-образный характер, как это показано на рисунке 3.
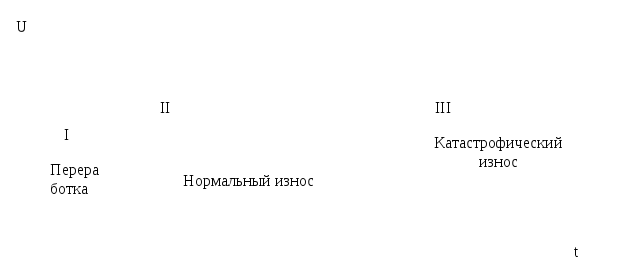
Рисунок 3. Изменение линейного износа во времени
Как видно из рисунка кривая износа имеет три стадии: I стадия – приработка; II – нормального износа и III – катастрофического износа.