ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 379
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Рисунок 4 – Схема закрепления кольца с некруглой
Рисунок 17--Схема образования погрешности закрепления
Поэтому и для технологической системы необходимо, чтобы
3.5.3 Задание к лабораторной работе
3.5.5 Методика и порядок выполнения лабораторной работы
4. Проников А.С. Надёжность машин. М. Маш. 1978. 591с.
5. Когаев В.П., Дроздов Ю.Н. прочность и износостойкость деталей машин. М. ВШ.1991.319с.
6. Аристов А.В. управление качеством. М. Инфра М. 2000. 238с.
3.6.2.2 Погрешности, связанные с тепловыми деформациями технологических систем
Явление технологической наследственности по своей сути весьма сложное. Пусть, например, система состоит из n элементов. Если не использовать системного подхода к оценке явления, то необходимо выполнить n отдельных исследований. Но если описывается система в целом, то необходимо исследовать не только n элементов, но и n(n–1) связей между ними. Пусть рассматриваемая система имеет 7 элементов. Внутри такой системы существует 42 связи. Если определить состояние системы цепью, в которой каждая из этих связей реализована или отсутствует, то число различных состояний, в которых может находиться система, составляет фантастически большое число, равное 242. Отметим также, что рассматриваемые системы находятся в динамическом режиме, т.е. функционируют, переходят из одного состояния в другое за определенное время. Это обстоятельство делает решение задач по выявлению наследственных связей еще более сложным. Такие системы очень разнообразны, следовательно, характеризуются большой неопределенностью. Однако наличие наследственной информации, являющееся важнейшей особенностью таких систем, уменьшает разнообразие, упрощает систему. Более того, становится возможным прогнозировать поведение системы.
Носителями наследственной информации являются собственно материал высокоточной детали, а также ее поверхности с многообразием параметров, описывающих состояние этих поверхностей. Носители информации активно участвуют в технологическом процессе, проходя, по выражению академика П.И. Ящерицына, через различные "барьеры", либо задерживаясь на них частично или полностью. Самым существенным "барьером" являются термические операции. Отклонения фактической формы заготовок от идеальных вполне определенным образом передаются от одной операции к другой. В частном случае это явление может быть названо копированием. В ходе процесса различные пороки поверхностей деталей, в частности микротрещины, могут развиваться или "залечиваться" и т.д. Во всех этих и аналогичных случаях возникновение, изменение, ликвидация параметров высокоточной детали характеризуются наследственной информацией.
Наследование свойств в ходе технологического процесса характерно как для детерминированных, так и для вероятностных систем. В первом случае не возникает никакой неопределенности в передаче свойств. Если известны предыдущее состояние системы и способ переработки информации, то можно предсказать ее последующее состояние, как, например, для случаев технологического наследования конструктивных форм заготовок. Для вероятностной системы нельзя сделать точного, детального предсказания. Можно лишь с большой степенью вероятности определить, каковы будут наследственные свойства системы. Однако признание того, что данная система является детерминированной или вероятностной, не может оказать решающего влияния на понимание сущности технологической наследственности. Рассматриваемое явление непременно связано с состоянием системы и ее изменениями во времени.
Лабораторная работа 3.1 "Исследование влияния силы зажима детали типа кольца в трехкулачковом патроне на отклонения от круглости отверстия при расточке на токарном станке"
3.1.1 Цель и задачи лабораторной работы
1.1 Цель лабораторной работы:
Закрепить у студентов теоретические знания, полученные в лекционном курсе, о влияние оснастки на выходные параметры качества (точность) деталей типа колец при механической обработке.
1.2 Задачи лабораторной работы: научить студентов проводить исследование качества деталей при механической обработке, задавать условия функционирования металлорежущей технологической системы, в частности, правильно выбрать оснастку с учетом деформации деталей при закреплении на станке.
1.3 Требования к знаниям и умениям студентов.
После выполнения лабораторной работы студент должен знать: влияние технологической оснастки на качество обрабатываемых деталей машин на металлорежущем оборудовании;
уметь: правильно выбрать оснастку для получения требуемой точности, качества обрабатываемых деталей и производить исследование и измерение параметров качества обрабатываемых деталей, выбирать и пользоваться необходимыми для этого приборами;
иметь представление: о возможных нарушениях отклонениях в работе механизмов и узлов машин при наличии изучаемых отклонений от требуемого качества деталей машин.
3.1.2 Основные теоретические положения
2.1 Влияние зажимных устройств на характер технологического наследования
Если на заготовку действуют силы закрепления, возникновение упругих перемещений неизбежно. Погрешности, вызываемые этими перемещениями, как правило, являются соизмеримыми с допусками на размеры высокоточных деталей. Расчет погрешностей произведен для ограниченного числа заготовок и деталей. Наибольшую известность получили случаи расчета погрешностей кольцевых заготовок в трех кулачковых патронах. Закрепление же в цанговых зажимных устройствах и специальных патронах часто рассматривается как лишенное недостатков в связи с якобы равномерным распределением зажимной силы. Истинная картина возникновения погрешностей от сил закрепления представлена на рисунке 2. Втулки одинаковых размеров закреплены в различных зажимных устройствах силами, необходимыми для проведения одной и той же обработки тонкого растачивания.
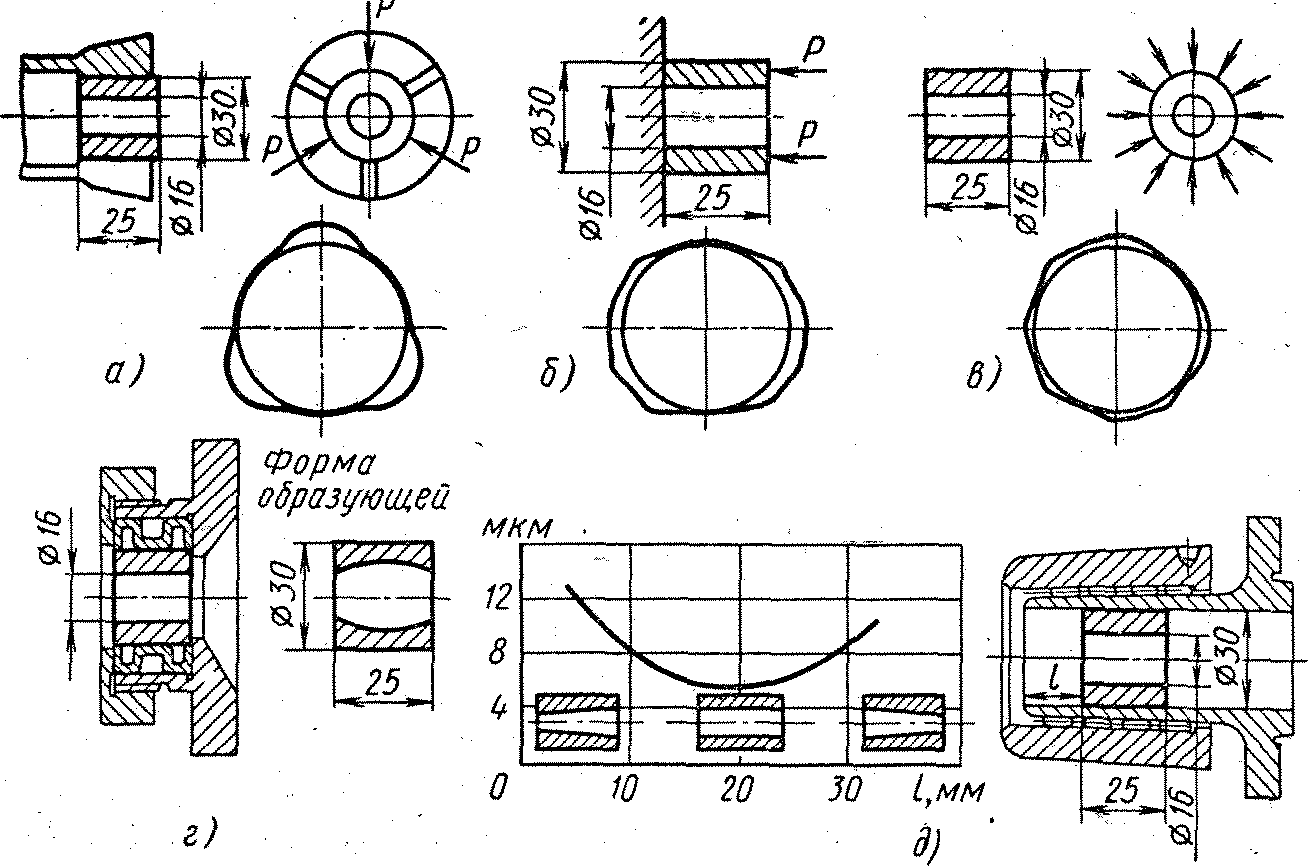
Рисунок 2 – Отклонения формы отверстий, вызываемые зажимными устройствами различных конструкций
Отклонения формы в поперечных сечениях записаны на кругломере. При закреплении в цангах на заготовках получаются типичные трехгранные отверстия (рисунок 2,а). Аналогично, при торцовом закреплении в двух местах на отверстии возникает две типичные впадины (рисунок 2,б). Этого эффекта не возникает при использовании 12-кулачковых патронов (рисунок 2,в). Закрепление с помощью гофрированной втулки или популярного в зарубежной практике зажимного патрона фирмы «Штибер» (рисунок 2, г, д) практически не дает отклонений в поперечных сечениях, но приводит к существенным отклонениям в осевом сечении. Если в указанных зажимных устройствах производится чистовая обработка, то возникшие погрешности уже не исправляются.
Расчетное определение погрешностей для деталей многих типов затруднено. Известны исследования, позволяющие установить величины прогибов под кулачками и выпучиваний между ними как для тонкостенных, так для толстостенных колец, закрепляемых в патронах с различным числом кулачков. Установлено, что конструкции зажимных патронов, в частности привод и форма зажимных кулачков, весьма существенно влияют на некруглость и неплоскостность обработанных поверхностей. Более детальное рассмотрение результатов закрепления деталей типа колец показывает, что при вращении зажимных устройств, например зажимных патронов, некруглость обрабатываемой поверхности изменяется за счет отжатий зажимных элементов. Величина некруглости отверстий колец уменьшается, так как каждый кулачок стремится отойти от центра. По этой же причине уменьшается некруглость наружных поверхностей (закрепление, по поверхности отверстия).
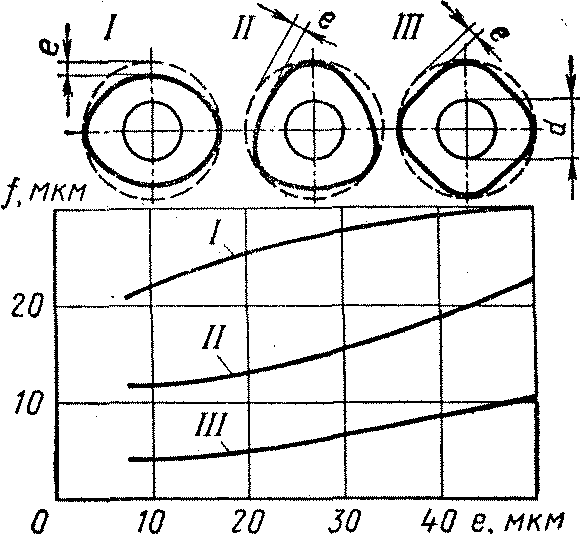
Рисунок 3 – Графики отклонения формы отверстия при закреплении втулок с различными отклонениями формы наружной установочной поверхности
Трудность определения перемещений для многих типов деталей состоит не только в использовании громоздкого математического аппарата, но и в невозможности учета реальных условий, в которых происходит закрепление. Последние чаще всего обусловлены отклонениями формы установочных поверхностей. Для пояснения обратимся к рисунку 3. В совершенном по своей конструкции зажимном патроне фирмы «Штибер» поочередно закрепляли заготовки, установочная поверхность которых имела погрешности в виде овала, трехгранника и четырехгранника. Величины погрешностей
е колебались в пределах 10–50мкм. Графики показывают перенос этих погрешностей на отверстия заготовок, которые растачивались в патронах. Форма отверстий, представлявшая собой правильную окружность, после растачивания оказывалась овальной, трех– или четырехгранной. Таким образом, даже весьма, совершенное зажимное приспособление приводит к технологическому наследованию погрешностей наружной установочной поверхности и их переносу на обрабатываемую поверхность. Этот эффект значительно усугубится при закреплении заготовок обычными зажимными кулачками.
Практика обработки высокоточных заготовок показывает, что их установочная поверхность весьма часто представляется эллиптическими цилиндрами, цилиндрическими или коническими поверхностями, построенными на базе кривых сложных форм. В этих условиях математическое описание переноса погрешностей формы установочной поверхности на обрабатываемую весьма сложно. Явление может быть оценено экспериментально. При закреплении колец с некруглой установочной поверхностью в трехкулачковом патроне имеет место принципиально другой качественный и количественный характер перемещений в отличие от закрепления колец с круглой установочной поверхностью. Последнее выявлено как с помощью теоретического анализа, так и на специальной экспериментальной установке. Указанный случай отклонения формы является типичным.
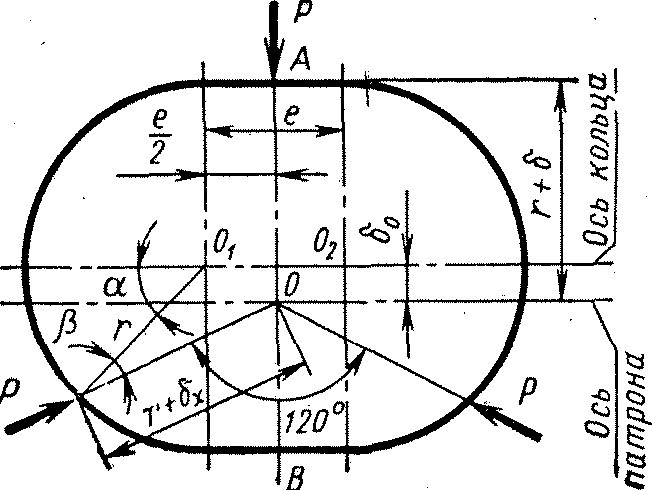
Рисунок 4 – Схема закрепления кольца с некруглой
установочной поверхностью
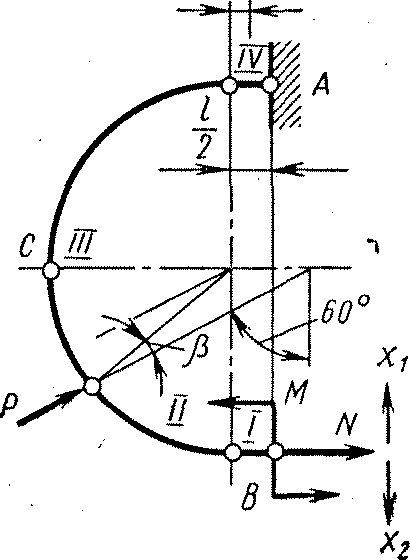
Рисунок 5 – Расчетная схема для определения упругих пере мещений при закреплении кольца с некруглой установочной поверхностью
Для некоторого упрощения расчетов принято условие что, установочная поверхность кольца составлена из двух дуг полуокружности радиусом
В рассматриваемой задаче имеется одна (вертикальная) ось симметрии. Для раскрытия статически неопределимой системы воспользуемся методом сил. Решения для определения перемещений точек приложения сил сводятся к системе двух канонических уравнений с двумя неизвестными. Разрезав кольцо по оси симметрии, воспользуемся тем, что ни считать, что в сечении А половина контура жестко защемлена. Из условий в сечении, ни в сечении В (рисунок 5) невозможны угловые смещения:
где