ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 403
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Рисунок 4 – Схема закрепления кольца с некруглой
Рисунок 17--Схема образования погрешности закрепления
Поэтому и для технологической системы необходимо, чтобы
3.5.3 Задание к лабораторной работе
3.5.5 Методика и порядок выполнения лабораторной работы
4. Проников А.С. Надёжность машин. М. Маш. 1978. 591с.
5. Когаев В.П., Дроздов Ю.Н. прочность и износостойкость деталей машин. М. ВШ.1991.319с.
6. Аристов А.В. управление качеством. М. Инфра М. 2000. 238с.
3.6.2.2 Погрешности, связанные с тепловыми деформациями технологических систем
при k > 1, где R – средний радиус оболочки; h – толщина оболочки; k – номер члена разложения нагрузки в ряд. Значение коэффициента С при закреплении заготовок в двухкулачковых патронах равно 2-3; трехкулачковых 0,93-1,25; четырехкулачковых 0,5-0,65; шестикулачковых 0,21-0,29, а при осесимметричном нагружении – 0,23-0,3.
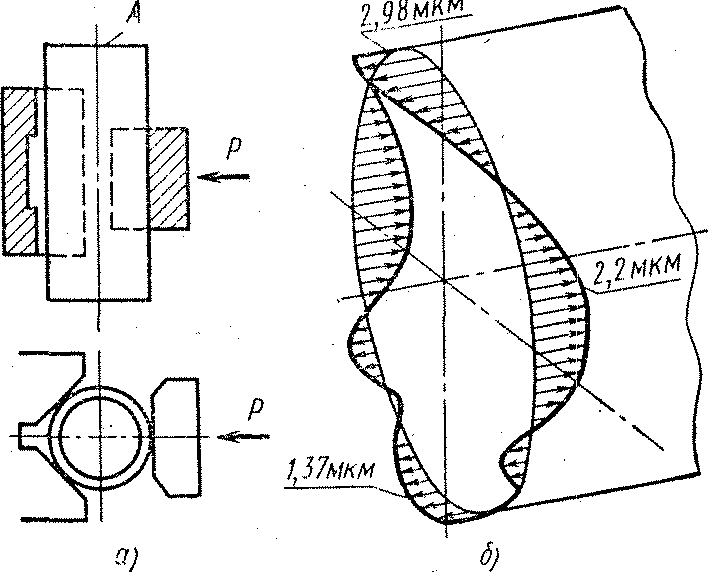
Рисунок 7 – Схема закрепления высокоточной гильзы на призме (а) и эпюра погрешностей торцовой поверхности (б)
Зажимные устройства типа кулачковых патронов и цанг, кроме указанных выше погрешностей, способны создавать характерные наследственные погрешности, связанные с возникновением вибраций.
На рисунке 8 представлена полярная диаграмма отжатий прутка, закрепленного в цанге. Диаграмма показывает, что жесткость зависит не только от нагрузки, но и от угла поворота шпинделя. Цанга является вибровозбудителем, создает квазигармонические колебания и может привести к возникновению области неустойчивого движения технологической системы. На обрабатываемой поверхности появляется волнистость. Границы области определяются по следующей методике. Необходимо найти коэффициенты
а также их отношение
где j – жесткость суппорта;
 – средняя жесткость прутка и цанги;
– средняя жесткость прутка и цанги;
а – превышение жесткости прутка и цанги над средним значением жесткости;
m – масса суппорта;
ω– угловая частота при =1. По значению
=1. По значению  находят коэффициенты
находят коэффициенты
и подставляют их в уравнение
из которого устанавливают два значения поправок μ.
Тогда границы области неустойчивого движения системы определяются значениями критических угловых частот
Мерой борьбы с возникновением квазигармонических колебаний и дальнейшим наследованием волнистости является необходимость работы на числах оборотов, лежащих вне частот ωкр1, ωкр2 находящихся по возможности дальше от значения
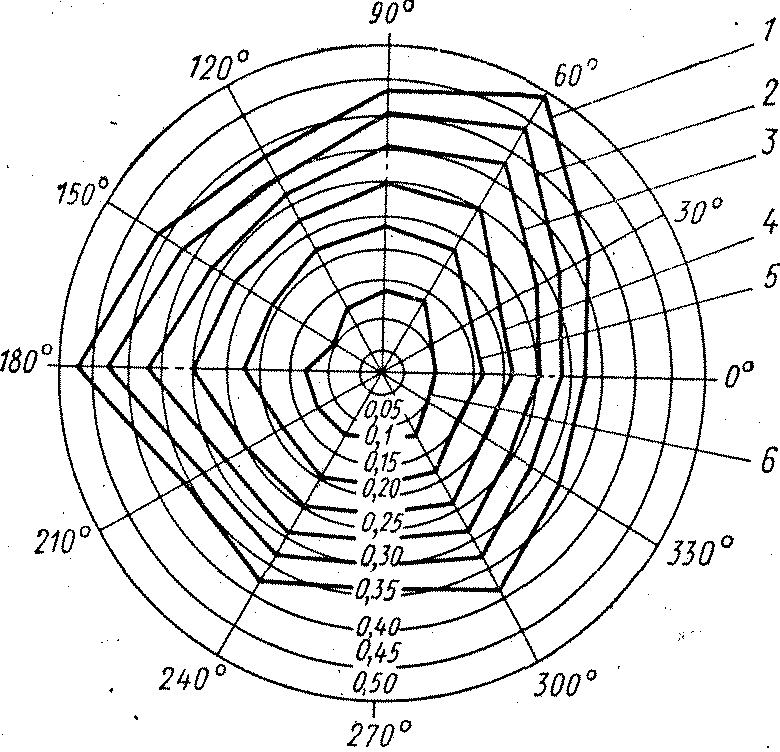
Рисунок 8 – Полярная диаграмма отжатий прутка,
закреплённого в цанге:
1–1670 Н; 2-139,5 кгс; 3–111,5 кгс; 4–83,5 кгс; 5–55,8кгс; 6–27,9 кгс
Такая частота будет тем ближе к середине области неустойчивого движения, чем меньше значения корней μ1 и μ2.
Для некоторых групп деталей надежность работы определяется наличием или отсутствием напряжений необходимой величины и знака. В этой связи рассматривается наследование тех остаточных напряжений, которые могут возникать при закреплении заготовок. Последние могут получать и долгое время сохранять напряжения от вдавливания закрепляющих элементов или от нагружения силами закрепления. Явления ползучести могут привести в дальнейшем к перераспределению напряжений, что повлечет за собой искажение формы деталей и, как следствие этого, снижение надежности их работы. Для заготовки типа диска, закрепляемого в трехкулачковом патроне, напряжения в любой точке являются функцией ρ и γ (рисунок 9):

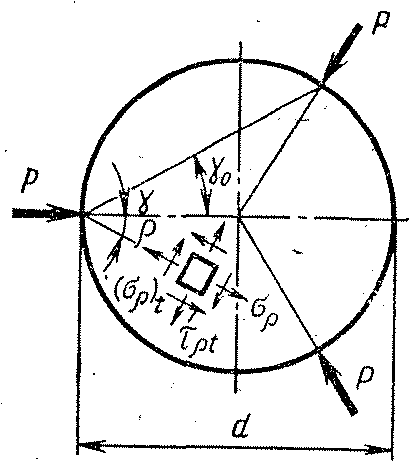
Рисунок 9 – Схема для определения в любой точке сплошного диска, закрепленного тремя силами


где l – толщина диска;
В и С – коэффициенты, зависящие от
d, ρ, γ:
Расчеты напряжений и
и  являются весьма громоздкими. Их выполнение целесообразно лишь на электронных вычислительных машинах. Результатами расчетов является номограмма, которая позволяет найти некоторые коэффициенты. Главные напряжения σ1 и σ2 в любой точке диска отыскивают умножением соответствующего коэффициента на выражение
являются весьма громоздкими. Их выполнение целесообразно лишь на электронных вычислительных машинах. Результатами расчетов является номограмма, которая позволяет найти некоторые коэффициенты. Главные напряжения σ1 и σ2 в любой точке диска отыскивают умножением соответствующего коэффициента на выражение  . Полученные результаты действительны только для сплошных поперечных сечений. Теоретический расчет напряжений в дисках с отверстиями представляет еще большие трудности. Это же относится и к более сложным сечениям. Поэтому величины напряжений в отдельных точках таких деталей целесообразно определять методом фотоупругости. Рассмотрение картин распределения полос на моделях из оптически активного материала показывает, что, например, для кольца с соотношением внутреннего и наружного диаметров, равным 0,8, и закрепленного в трехкулачковом патроне, напряжения на внутренней поверхности вполне соизмеримы с напряжениями на наружной поверхности.
. Полученные результаты действительны только для сплошных поперечных сечений. Теоретический расчет напряжений в дисках с отверстиями представляет еще большие трудности. Это же относится и к более сложным сечениям. Поэтому величины напряжений в отдельных точках таких деталей целесообразно определять методом фотоупругости. Рассмотрение картин распределения полос на моделях из оптически активного материала показывает, что, например, для кольца с соотношением внутреннего и наружного диаметров, равным 0,8, и закрепленного в трехкулачковом патроне, напряжения на внутренней поверхности вполне соизмеримы с напряжениями на наружной поверхности.
Учет влияния зажимных устройств на характер технологического наследования позволяет правильно управлять технологическим процессом при изготовлении высокоточных деталей. Вместе с тем очень многие технические задачи, связанные с закреплением, оказываются весьма сложными и еще ждут своего решения.
3.1.3 Роль технологической оснастки при формировании выходных параметров высокоточных деталей типа колец, втулок и корпусов
Выходными параметрами высокоточных деталей могут быть точность формы, шероховатость, уровень напряжений и равномерность их распределения по поверхности или объему детали и ряд других. Наибольшее влияние технологическая оснастка оказывает на формирование первых трех параметров.
Детали типа колец. Кольца с реальной установочной поверхностью характеризуются величиной коэффициента овальности
 Установлено, что суммарное перемещение овальных колец при их закреплении в трехкулачковых патронах при прочих равных, условиях меньше суммарного перемещения круглых колец. При
Установлено, что суммарное перемещение овальных колец при их закреплении в трехкулачковых патронах при прочих равных, условиях меньше суммарного перемещения круглых колец. При
m=1,13% перемещение уменьшается на 10%, при m=4,7% – на 15%, при m=8,6% – на 20%. Перемещение (прогиб) под кулачком, расположенным на малой основала, больше, чем при закреплении круглых колец. При тех же значениях увеличение составляет соответственно 12, 16 и 20%.
увеличение составляет соответственно 12, 16 и 20%.
Закрепление некруглых колец с реальной установочной поверхностью приводит к нивелированию радиусов кольца в разных точках за счет постепенного включения в процессе закрепления все новых кулачков патрона. На рисунке 10 показано, что в зависимости от погрешностей формы колец, закрепляемых в 12-кулачковом патроне, в работе участвуют десять, четыре, три силы Р, величины которых существенно разнятся между собой. Количество сил закрепления непосредственно связано с особенностями профиля установочной поверхности, которая представлена круглограммой. В случае закрепления овального кольца оказывается, что в работе участвуют только три силы, а остальные девять даже не контактируют с установочной поверхностью. При дальнейшем увеличении сил в работу будут включаться новые кулачки. В зависимости от погрешностей формы установочной поверхности отношение сил 0 на кулачках зажимных устройств Зажимные устройства с числом зажимных элементов, большим трех, могут применяться для колец с m < 1÷2%, а с количеством зажимных элементов, меньшим или равным трем, – с m > 1÷2%. Многокулачковый патрон способствует превращению некруглого кольца в кольцо более правильной формы, но после его раскрепления обработанное отверстие получает соответствующие погрешности формы. Выбор количества элементов зажимного устройства должен определяться погрешностями формы установочных поверхностей.
Зажимные устройства с числом зажимных элементов, большим трех, могут применяться для колец с m < 1÷2%, а с количеством зажимных элементов, меньшим или равным трем, – с m > 1÷2%. Многокулачковый патрон способствует превращению некруглого кольца в кольцо более правильной формы, но после его раскрепления обработанное отверстие получает соответствующие погрешности формы. Выбор количества элементов зажимного устройства должен определяться погрешностями формы установочных поверхностей.
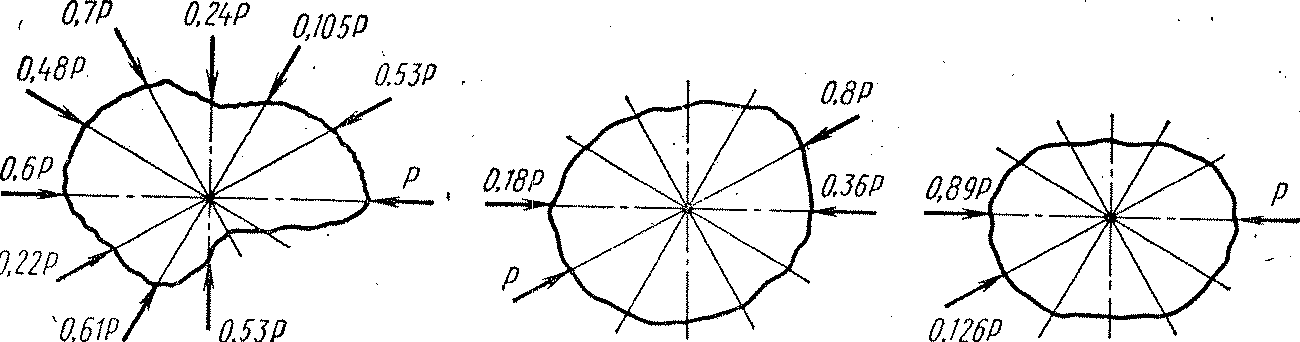
Рисунок 10 – Распределение сил при закреплении колец по реальной установочной поверхности в 12-кулачковом патроне
Детальные исследования упругих перемещений колец приводят к выводу о том, что кулачковые патроны с радиальным закреплением имеют принципиальные недостатки, которые должны ограничивать применение таких патронов при механической обработке высокоточных колец.
Установка деталей типа колец по овальной или эллиптической поверхностям всегда приводит к смещению центра этих поверхностей относительно оси вращения зажимного устройства. В случае закрепления эллиптического цилиндра (заготовки) в трехкулачковом патроне следует считать, что оси эллипса могут занимать любое положение относительно кулачков патрона. Математически эти вопросы можно поставить так: если один из кулачков патрона соприкасается с установочной поверхностью в точке с координатами (
γi, ηi), всегда ли два других кулачка соприкоснутся с эллипсом, т.е. произойдет ли устойчивое закрепление заготовки? Определим смещение центров заготовки и патрона для некоторых частных случаев. При этом будем считать, что начало координат, помещено в центре заготовки, а ось абсцисс совпадает с большой осью эллипса.
Случай А. Один из кулачков расположен на большой оси эллипса с полуосями а и b. В точке касания с заготовкой х = + а; у= 0; γ = + а. Смещение х0 центров по оси Х:
при γ = а; η = 0
при γ = – а; η = 0
смещение по оси у отсутствует.
Случай Б. Один из кулачков расположен на малой оси эллипса. В точке касания с заготовкой; = 0; η = + b. Смещение центров по оси у:
= 0; η = + b. Смещение центров по оси у:
при = 0 и η = b
при = 0 и η = –b
смещение по оси х отсутствует.
Указанные смещения приводят к разностенности колец, которая решающим образом может влиять на надежность работы изделий, в частности валов, собранных на подшипниках качения, имеющих разностенные кольца и др. При шлифовании без закрепления колец кулачками, т.е. на постоянных опорах («башмаках»), роль технологической оснастки играют сами опоры и ведущий патрон.
Закрепление деталей типа колец радиальными силами вызывает также искажения торцовых поверхностей, появление на них характерных волн, расположение которых связано с положением зажимных элементов относительно заготовки. Это обстоятельство особо должно быть учтено при обработке высокоточных колец. Процесс закрепления заготовок, даже при малых силах, сопровождается пластическим деформированием закрепляемой поверхности, т.е. её наклепом. В отдельных случаях наклепанная зона может распространяться глубже того слоя, который подлежит удалению на следующей операции. В местах контакта могут оставаться существенные по величине напряжения. Силы резания,
Рисунок 7 – Схема закрепления высокоточной гильзы на призме (а) и эпюра погрешностей торцовой поверхности (б)
Зажимные устройства типа кулачковых патронов и цанг, кроме указанных выше погрешностей, способны создавать характерные наследственные погрешности, связанные с возникновением вибраций.
На рисунке 8 представлена полярная диаграмма отжатий прутка, закрепленного в цанге. Диаграмма показывает, что жесткость зависит не только от нагрузки, но и от угла поворота шпинделя. Цанга является вибровозбудителем, создает квазигармонические колебания и может привести к возникновению области неустойчивого движения технологической системы. На обрабатываемой поверхности появляется волнистость. Границы области определяются по следующей методике. Необходимо найти коэффициенты
а также их отношение
где j – жесткость суппорта;
а – превышение жесткости прутка и цанги над средним значением жесткости;
m – масса суппорта;
ω– угловая частота при
и подставляют их в уравнение
из которого устанавливают два значения поправок μ.
Тогда границы области неустойчивого движения системы определяются значениями критических угловых частот
Мерой борьбы с возникновением квазигармонических колебаний и дальнейшим наследованием волнистости является необходимость работы на числах оборотов, лежащих вне частот ωкр1, ωкр2 находящихся по возможности дальше от значения
Рисунок 8 – Полярная диаграмма отжатий прутка,
закреплённого в цанге:
1–1670 Н; 2-139,5 кгс; 3–111,5 кгс; 4–83,5 кгс; 5–55,8кгс; 6–27,9 кгс
Такая частота будет тем ближе к середине области неустойчивого движения, чем меньше значения корней μ1 и μ2.
Для некоторых групп деталей надежность работы определяется наличием или отсутствием напряжений необходимой величины и знака. В этой связи рассматривается наследование тех остаточных напряжений, которые могут возникать при закреплении заготовок. Последние могут получать и долгое время сохранять напряжения от вдавливания закрепляющих элементов или от нагружения силами закрепления. Явления ползучести могут привести в дальнейшем к перераспределению напряжений, что повлечет за собой искажение формы деталей и, как следствие этого, снижение надежности их работы. Для заготовки типа диска, закрепляемого в трехкулачковом патроне, напряжения в любой точке являются функцией ρ и γ (рисунок 9):
Рисунок 9 – Схема для определения в любой точке сплошного диска, закрепленного тремя силами
где l – толщина диска;
В и С – коэффициенты, зависящие от
d, ρ, γ:
Расчеты напряжений
Учет влияния зажимных устройств на характер технологического наследования позволяет правильно управлять технологическим процессом при изготовлении высокоточных деталей. Вместе с тем очень многие технические задачи, связанные с закреплением, оказываются весьма сложными и еще ждут своего решения.
3.1.3 Роль технологической оснастки при формировании выходных параметров высокоточных деталей типа колец, втулок и корпусов
Выходными параметрами высокоточных деталей могут быть точность формы, шероховатость, уровень напряжений и равномерность их распределения по поверхности или объему детали и ряд других. Наибольшее влияние технологическая оснастка оказывает на формирование первых трех параметров.
Детали типа колец. Кольца с реальной установочной поверхностью характеризуются величиной коэффициента овальности
m=1,13% перемещение уменьшается на 10%, при m=4,7% – на 15%, при m=8,6% – на 20%. Перемещение (прогиб) под кулачком, расположенным на малой основала, больше, чем при закреплении круглых колец. При тех же значениях
Закрепление некруглых колец с реальной установочной поверхностью приводит к нивелированию радиусов кольца в разных точках за счет постепенного включения в процессе закрепления все новых кулачков патрона. На рисунке 10 показано, что в зависимости от погрешностей формы колец, закрепляемых в 12-кулачковом патроне, в работе участвуют десять, четыре, три силы Р, величины которых существенно разнятся между собой. Количество сил закрепления непосредственно связано с особенностями профиля установочной поверхности, которая представлена круглограммой. В случае закрепления овального кольца оказывается, что в работе участвуют только три силы, а остальные девять даже не контактируют с установочной поверхностью. При дальнейшем увеличении сил в работу будут включаться новые кулачки. В зависимости от погрешностей формы установочной поверхности отношение сил 0 на кулачках зажимных устройств
Рисунок 10 – Распределение сил при закреплении колец по реальной установочной поверхности в 12-кулачковом патроне
Детальные исследования упругих перемещений колец приводят к выводу о том, что кулачковые патроны с радиальным закреплением имеют принципиальные недостатки, которые должны ограничивать применение таких патронов при механической обработке высокоточных колец.
Установка деталей типа колец по овальной или эллиптической поверхностям всегда приводит к смещению центра этих поверхностей относительно оси вращения зажимного устройства. В случае закрепления эллиптического цилиндра (заготовки) в трехкулачковом патроне следует считать, что оси эллипса могут занимать любое положение относительно кулачков патрона. Математически эти вопросы можно поставить так: если один из кулачков патрона соприкасается с установочной поверхностью в точке с координатами (
γi, ηi), всегда ли два других кулачка соприкоснутся с эллипсом, т.е. произойдет ли устойчивое закрепление заготовки? Определим смещение центров заготовки и патрона для некоторых частных случаев. При этом будем считать, что начало координат, помещено в центре заготовки, а ось абсцисс совпадает с большой осью эллипса.
Случай А. Один из кулачков расположен на большой оси эллипса с полуосями а и b. В точке касания с заготовкой х = + а; у= 0; γ = + а. Смещение х0 центров по оси Х:
при γ = а; η = 0
при γ = – а; η = 0
смещение по оси у отсутствует.
Случай Б. Один из кулачков расположен на малой оси эллипса. В точке касания с заготовкой;
при
при
смещение по оси х отсутствует.
Указанные смещения приводят к разностенности колец, которая решающим образом может влиять на надежность работы изделий, в частности валов, собранных на подшипниках качения, имеющих разностенные кольца и др. При шлифовании без закрепления колец кулачками, т.е. на постоянных опорах («башмаках»), роль технологической оснастки играют сами опоры и ведущий патрон.
Закрепление деталей типа колец радиальными силами вызывает также искажения торцовых поверхностей, появление на них характерных волн, расположение которых связано с положением зажимных элементов относительно заготовки. Это обстоятельство особо должно быть учтено при обработке высокоточных колец. Процесс закрепления заготовок, даже при малых силах, сопровождается пластическим деформированием закрепляемой поверхности, т.е. её наклепом. В отдельных случаях наклепанная зона может распространяться глубже того слоя, который подлежит удалению на следующей операции. В местах контакта могут оставаться существенные по величине напряжения. Силы резания,