ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 4143
Скачиваний: 6
1 ОБРОБКА МЕТАЛІВ ТИСКОМ
1.1 Пластична деформація
Обробка металів тиском заснована на використанні однієї з основних властивостей металів – пластичності. Вона виявляється в необоротній зміні форми і розмірів тіла під дією зовнішніх сил без порушення його цілісності, що супроводжується зміною структури і механічних властивостей металу.
Пластична деформація полягає в переміщенні атомів відносно один одного на відстані, більші міжатомних, з одних рівноважних положень у нові. При переміщенні атомів в одній кристалографічній площині без зміни відстаней між цими площинами силова взаємодія атомів не зникає і деформація протікає без порушення цілісності тіла. Коли зовнішні сили досягають граничних для даного кристалічного тіла величин, відбувається ковзання (зрушення) однієї частини кристала щодо іншої (рис.1, а). Однак це зрушення відбувається не при одночасному зсуві атомів, а поступовим переміщенням мікрострибками уздовж площини ковзання недосконалостей (дефектів) кристалічної будови. При одночасному зрушенні однієї частини кристала щодо іншої знадобилися б напруження, які у сотні і тисячі разів перевищують ті, що спостерігаються при деформації реальних металів. Це обумовлено тим, що в металі завжди є недосконалості. Основну роль при пластичній деформації відіграють такі недосконалості як дислокації.
П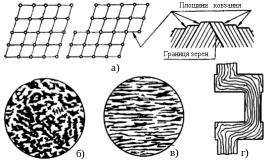
ри
пластичній деформації, на відміну від
пружної, немає лінійної залежності між
напруженнями і деформаціями.
Рисунок 1 – Схема ковзання (а) і зміни мікроструктури металу при його деформуванні (б, в, г)
1.2 Особливості й область застосування обробки тиском
Виготовлення заготовок деталей, а в деяких випадках і самих деталей необхідних розмірів і форм при обробці тиском досягається необоротним переміщенням (зрушенням) часток металу. У цьому основна відмінність і перевага обробки тиском у порівнянні з обробкою різанням, при якій форма виробу забезпечується видаленням частини матеріалу заготовки. Тому обробка тиском характеризується малими відходами металу. Разом з тим вона є високопродуктивним процесом, тому що зміна розмірів і форми заготовки досягається однократним прикладенням зовнішнього зусилля.
Зазначені особливості обумовлюють безупинне зростання ролі обробки тиском у машинобудуванні. Обробці тиском піддають близько 90% усієї виплавлюваної сталі і понад 50% кольорових металів.
2 ФАКТОРИ, ЩО ВПЛИВАЮТЬ НА ПЛАСТИЧНІСТЬ МЕТАЛУ
2.1 Вплив складу
Найбільшу пластичність мають чисті метали. Сплави – тверді розчини – звичайно більш пластичні, ніж сплави, що утворюють хімічні сполуки. Компоненти сплаву також впливають на його пластичність. З підвищенням вмісту вуглецю в сталі пластичність зменшується. При вмісті вуглецю понад 1,5% сталь піддається куванню. Кремній знижує пластичність сталі. Тому кипляча маловуглецева сталь (08 кп, 10 кп) з малим вмістом кремнію застосовується при виготовленні деталей холодним штампуванням глибокою витяжкою. У легованих сталях хром і вольфрам зменшують, а нікель і ванадій підвищують пластичність сталі. Сірка, з’єднуючись із залізом, утворює сульфід заліза FeS, що розташовується по границях зерен і при нагріванні до 1000°С розплавляється. У результаті зв’язок між зернами порушується і сталь стає крихкою. Таке явище називається червоноломкістю. Марганець, утворюючи тугоплавке з’єднання МnS, нейтралізує шкідливу дію сірки. Фосфор збільшує межі міцності і плинності, але зменшує, особливо при низьких температурах, пластичність і в’язкість сталі, викликаючи її холодноломкість.
2.2 Вплив температури
З підвищенням температури нагрівання пластичність металів звичайно зростає, а міцність зменшується. Однак в вуглецевих сталях при температурах 100...400°С пластичність зменшується, а міцність зростає. Цей інтервал температур називають зоною крихкості чи синьоламкості сталі, наявність якої пояснюється випаданням дрібних часток карбідів по площинах ковзання при деформації.
2.3 Швидкість деформації – зміна ступеня деформації за одиницю часу de/dt (від швидкості деформації варто відрізняти швидкість деформування – швидкість руху деформувального інструменту).
Звичайно механічні властивості металів визначаються при швидкостях деформування до 10 мм/с. Обробка тиском на пресах і кувальних машинах виконується при швидкостях руху робочих органів 0,1...0,5 м/с, на молотах швидкість деформування в момент удару 5...10 м/с. Ще вищі швидкості виникають при штампуванні на високошвидкісних молотах (20...30 м/с), штампуванні вибухом, електромагнітному штампуванні.
У загальному випадку із збільшенням швидкості деформації границя текучості зростає, а пластичність падає. Особливо різко зменшується пластичність деяких високолегованих сталей, магнієвих і мідних сплавів. При обробці тиском нагрітого металу це можна пояснити впливом двох протилежних процесів: зміцнення при деформації і втрата міцності внаслідок рекристалізації. При великих швидкостях деформації втрата міцності може відставати від зміцнення. Крім того, варто враховувати тепловий ефект пластичної деформації, який виражається в тому, що енергія, яка витрачається на пластичну деформацію, перетворюється, в основному, в тепло.
2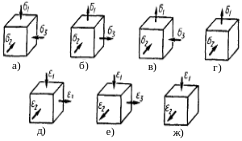
.4
Напружений стан в
елементарно малому об’ємі характеризують
схемою головних напружень. Головні
напруження – це нормальні напруження,
що діють у трьох взаємно перпендикулярних
площинах, на яких дотичні напруження
дорівнюють нулю. На рисунках 2 а), б),
в), г) подані
схеми головних напружень, що найчастіше
зустрічаються при обробці тиском.
Рисунок 2 – Схеми головних напружень і деформацій
Деформований стан характеризується схемою головних деформацій, тобто деформацій у напрямку трьох осей, перпендикулярних до площадок, у яких деформації зсуву відсутні (рис.2 д), е), ж). Сукупність схем головних напружень і головних деформацій дозволяє судити про характер головних напружень і деформацій при різних видах обробки тиском і пластичності металу: чим більші стискальні напруження і менші напруження та деформації розтягання, тим вища пластичність оброблюваного металу.
Підвищити стискальні напруження при обробці тиском можна, наприклад, створюючи бічний тиск на метал твердими стінками інструменту.
3 ХОЛОДНА І ГАРЯЧА ОБРОБКА МЕТАЛІВ ТИСКОМ
3.1 Наклеп і рекристалізація металів
При пластичному деформуванні металів підвищується густина дефектів кристалічної будови і зростає опір їх переміщенню. Із збільшенням ступеня деформації межі міцності та плинності, а також твердість збільшуються, а пластичність і в’язкість знижуються; зростають залишкові напруження. Зміцнення металів при пластичній деформації називається наклепом. У результаті зміцнення пластичні властивості металів можуть знизитися настільки, що подальша деформація викликає руйнування.

При наклепі метал переходить у термодинамічно несталий стан з підвищеним запасом внутрішньої енергії, тому він прагне мимовільно перейти в більш рівноважний стан. При нагріванні наклепаного металу до температур, що складають 0,2...0,3 від температури плавлення Тпл (поверненні), частково зменшуються зміни кристалічної гратки і внутрішні напруження без значної зміни мікроструктури і властивостей деформованого металу.
При нагріванні деформованих металів вище 0,4∙Тпл, утворюються нові рівновісні зерна і властивості металу повертаються до їх вихідних значень до деформації. Процес утворення нових центрів кристалізації і нових рівновісніх зерен у деформованому металі при нагріванні, що супроводжується зменшенням міцності, збільшенням пластичності і відновленням інших властивостей, називається рекристалізацією. Найменша температура, при якій починається процес рекристалізації і втрата міцності металу, називається температурою рекристалізації. Розмір зерна після рекристалізації залежить від ступеня і швидкості деформації, а також температури і тривалості нагрівання.
3.2 Холодна і гаряча деформація
Залежно від температур, швидкісних умов при деформуванні можуть відбуватися два протилежних процеси: зміцнення, викликане деформацією, і втрата міцності, обумовлена рекристалізацією. Відповідно до цього розрізняють холодну і гарячу деформацію. Холодне деформування відбувається при температурах нижче температури рекристалізації і супроводжується наклепом металу. Гаряче деформування протікає при температурах, вищих температури рекристалізації. При гарячій деформації також відбувається зміцнення металу (гарячий наклеп), але воно цілком знімається в процесі рекристалізації. При ній пластичність металу вища, а опір деформації приблизно в 10 разів менший, ніж при холодній деформації. Деформація, після якої відбувається тільки часткова втрата міцності, називається неповною гарячою деформацією.
4 ВПЛИВ ОБРОБКИ ТИСКОМ НА СТРУКТУРУ І МЕХАНІЧНІ
ВЛАСТИВОСТІ МЕТАЛІВ І СПЛАВІВ
4.1 Зміна структури литого металу при деформації
Структура виливків, що звичайно є вихідними заготовками при обробці тиском, неоднорідна (рис.1, б). Основу її складають зерна первинної кристалізації (дендрити) різних розмірів і форми, на границях яких збираються домішки і неметалічні включення. У структурі виливка є також пори, газові порожнини. Високий ступінь деформації при високій температурі викликає дроблення зерна, а також часткове заварювання.
4.2 Смугастість
Зерна у міжкристалічному прошарку з підвищеним вмістом неметалічних включень витягуються в напрямку найбільшої деформації. У результаті структура металу набуває смугастої (волокнистої) будови (рис.1, в). Волокнистість впливає на механічні характеристики, викликає їхню анізотропію. У поперечному напрямку ударна в’язкість на 50...70%, відносне звуження – на 40%, відносне видовження – на 20% менші, ніж вздовж волокон. Наявність смугастої мікроструктури й анізотропії властивостей у деформованому металі необхідно враховувати при проектуванні і виготовленні деталей. Необхідно забезпечити таке розташування волокон в них, щоб найбільші напруження, що розтягують, діяли вздовж, а дотичні – поперек волокон, а також, щоб волокна не перерізалися при обробці різанням. При необхідності підвищити пластичність металу в поперечному напрямку варто зробити обтиснення заготовки в напрямку, перпендикулярному попередньому, тобто уздовж волокон. Бажано, щоб біля поверхні деталі волокна повторювали її обриси (рис.1, г). У цьому випадку підвищуються міцність і інші службові властивості деталі.
5 ОСНОВНІ ВИДИ ОБРОБКИ МЕТАЛІВ ТИСКОМ
Основними видами обробки тиском є прокатування, пресування, волочіння деталей, об’ємне штампування, листове штампування.
П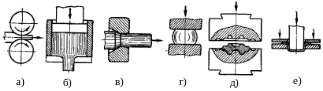
рокатуванням
називають
обтиснення металу валками, які обертаються
(рис.3, а). Ним одержують вироби з постійним
по довжині поперечним перерізом (прутки,
рейки, листи, труби, балки) чи з періодично
змінюваною по довжині формою.
Рисунок 3 – Схеми основних видів обробки металів тиском
При прокатуванні схема головних напружень відповідає об’ємному стисканню (рис.2, а) з максимальним напруженням в напрямку тиску валків, а схема головних деформацій може бути з двома деформаціями розтягання (рис.2, е) чи двовісна схема деформації (рис.2, ж) при прокатуванні з натягом.
Пресування полягає в протискуванні нагрітого металу, що знаходиться в замкнутому об’ємі, через отвір у матриці (рис.3, б). Форма і розміри поперечного перерізу прутків, що витискуються, відповідають формі і розмірам цього отвору. При пресуванні напружений стан характеризується схемою об’ємного стискання (рис.2, а) і схемою деформацій, поданою на рис.2, д).
Волочіння – це протягування заготовки через отвір у волочильній матриці (волоку) (рис.3, в). Волочінням одержують тонкі сорти дроту, калібровані прутки, тонкостінні труби. Схема напружень і деформації при волочінні зображена на рис.2, в), д).
Кування – процес деформування нагрітої заготовки між бойками молота чи преса (рис.3, г). Зміна форми і розмірів заготовки досягається послідовною дією бойків або інструменту на різні ділянки заготовки.
Об’ємне штампування полягає в одночасному деформуванні всієї заготовки в спеціалізованому інструменті – штампі на молотах або пресах горизонтально-кувальних машин (рис.3, д). Форма і розміри внутрішньої порожнини штампа визначають форму і розміри заготовки.
Схеми напружень і деформацій при куванні й об’ємному штампуванні аналогічні прокатуванню (рис.2, а), е).
Листове
штампування
призначене для одержання плоских і
об’ємних пустотілих деталей з листа
чи смуги за допомогою штампів на
холодноштампувальних пресах (рис.3,
е).
Напружений
стан при холодному штампуванні може
характеризуватися схемами, поданими
на
рис.2,
б),
в), г),
а
схема деформацій у деяких випадках
двовісна (рис.2,
ж).
Процеси протягування, волочіння – це процеси металургійного виробництва.
Кування, об’ємне та листове штампування – процеси машинобудівного виробництва.
В подальшому розглядаються процеси машинобудівного виробництва.
6 КУВАННЯ
6.1 Загальні положення
Кування – вид гарячої обробки металів тиском, при якому метал деформується за допомогою універсального інструменту. Нагріту заготовку (рис.4, а) укладають на нижній бойок і універсальним інструментом – верхнім бойком – послідовно деформують на окремих ділянках заготовки. Метал вільно тече в сторони, не обмежені робочими поверхнями інструменту, у якості якого застосовують плоскі чи фігурні (вирізні) бойки, а також різний підкладний інструмент.
Куванням одержують заготовки для наступної механічної обробки. Ці заготовки називають кованими поковками чи просто поковками.
Кування є єдиним можливим способом виготовлення важких поковок (до 250 т і більше) типу валів гідрогенераторів, турбінних дисків, колінчастих валів суднових двигунів, валків прокатних станів і т.д. Поковки меншої маси (десятки і сотні кілограмів) можна виготовляти і куванням, і штампуванням. Хоча штампування має ряд переваг перед куванням, в одиничному і дрібносерійному виробництві кування, зазвичай, доцільніше. Пояснюється це тим, що при куванні використовують універсальний (придатний для виготовлення різних поковок) інструмент, а виготовлення спеціального інструменту (штампа) при невеликій партії однакових поковок економічно невигідне. Вихідними заготовками для кування важких, великих поковок є злитки масою до 320 т. Злитки для кування мають різну форму: подовжені, пустотілі, багатогранного, круглого чи квадратного поперечних перерізів. Поковки середньої і малої маси виготовляють переважно з прокату у вигляді блюмів і сортового: квадратного, круглого чи прямокутного перерізів. Кування підрозділяють на ручне і машинне. Ручним куванням одержують дрібні поковки в одиничному виробництві і при ремонтних роботах за допомогою ковадла і кувалди. Нижче розглянуте машинне кування на молотах і гідравлічних пресах.