ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 4146
Скачиваний: 6
П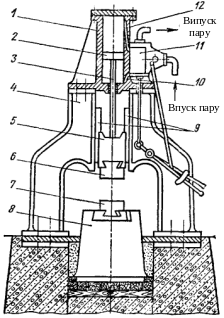
ароповітряні
молоти.
Такі молоти приводяться в дію парою чи
стисненим повітрям тиском 0,7 – 0,9 МН/м2.
Залежно від конструкції станини
пароповітряні кувальні молоти бувають
аркові, мостові й одностоякові.
Рисунок 9 – Схема пароповітряного молота аркового типу
На рисунку 9 зображена схема аркового молота. На станині 4 молота змонтований робочий циліндр 1 з паророзподільним пристроєм 11. При натисканні педалі чи рукоятки керування стиснений пар чи повітря по каналу 12 надходить у верхню порожнину циліндра 1 і давить на поршень 2, з’єднаний штоком 3 з бабою 5, до якої кріплять верхній бойок 6. У результаті падаючі частини 2, 3, 5 і 6 переміщуються вниз і завдають удару по заготовці, покладеній на нижній бойок 7, нерухомо закріплений на масивному шаботі 8. При подачі стисненого пару по каналу 10 у нижню порожнину циліндра 1 падаючі частини піднімаються у верхнє положення. Переміщення баби 5 відбуваються в напрямних 9. У кувальних молотах станина 4 і шабот 8 закріплені на фундаменті окремо, бо для того, щоб маніпулювати заготовками і ковальським інструментом, необхідно мати доступ до бойків з усіх боків.
Молоти можуть робити удари повної і неповної сили, притискати поковку між бойками й утримувати бабу в підвішеному стані. Ковальські пароповітряні молоти будують з масою падаючих частин 1000 – 8000 кг. На цих молотах виготовляють поковки середньої маси (20 – 350 кг) переважно з прокатаних заготовок.
Гідравлічні преси. Ці машини – статичної дії, тривалість деформації в них може складати від одиниць до десятків секунд.
Рисунок 10 – Принципова схема гідравлічного преса
У гідравлічному пресі зусилля створюється за допомогою рідини (водяної емульсії чи мінеральної олії) високого тиску (20 – 30 МН/м2), яку подають в робочий циліндр 1 (рис.10). Рідина тисне на плунжер 2, що передає зусилля рухомій поперечині 3, яка переміщується по колонах 4. Верхній бойок 5 кріплять до рухомої поперечини, нижній бойок 6 встановлюють на нижній нерухомій поперечині 12. Верхня нерухома поперечина 10, у якій знаходиться робочий циліндр 9, і нижня поперечина 12 жорстко з’єднані чотирма колонами 4. При опусканні поперечини 3 рідина з поворотних циліндрів 9 витісняється плунжерами 8, зв’язаними верхньою поперечиною 7 і тягами 11 з поперечиною 3. Для підйому останньої у вихідне положення після робочого ходу рідина під тиском подається в поворотні циліндри 9, а з робочого циліндра витісняється плунжером 2 у зливний резервуар.
Крім зазначених частин гідравлічні преси мають пристрої, що забезпечують прес рідиною високого тиску, наповнюючи усю гідравлічну систему преса рідиною і керуючи пресом (розподільники).
У
нашій промисловості кувальні гідравлічні
преси будують зусиллям
5 – 100 МН
для виготовлення великих поковок в
основному з виливків.
6.4 Розробка креслення поковки
Креслення поковки складають на підставі розробленого конструктором креслення готової деталі з урахуванням припусків, допусків і напусків.
Припуск – поверхневий шар металу поковки, що підлягає видаленню механічною обробкою для одержання необхідних розмірів і якості поверхні готової деталі. Розміри деталі збільшують на величину припусків у місцях, що підлягають механічній обробці (рис.11).
Рисунок 11 – Схема розмірів поковки з напуском,
припуском і допуском
Величина припуску залежить від розмірів поковки, її конфігурації, типу обладнання, застосовуваного для виготовлення поковки, і інших факторів. Чим більші розміри поковки, тим більший припуск.
Допуск поковки – припустиме відхилення від номінального розміру кування, проставленого на її кресленні, тобто різниця між найбільшим і найменшим граничними розмірами поковки (рис. 11). Допуск призначають на всі розміри поковки.
Конфігурацію поковки іноді спрощують за рахунок напусків – об’єму металу, що додається до поковки понад припуски для спрощення її форми і, отже, процесу кування. Напуски видаляють подальшою механічною обробкою. Припуски, допуски і напуски призначають у строгій відповідності з ГОСТом.
6.5 Розрахунок маси заготовки
Маса заготовки:
mзаг = mпок + mпр + mдн + mуг + mот , (2)
де mзаг – маса вихідної заготовки;
mпок – маса поковки, що підраховують як добуток об’єму поковки на щільність металу;
mпр – маса відходу з прибуткової частини злитка;
mдн – маса відходу з донної частини злитка;
mуг – маса відходу на пригар при нагріванні;
mот – маса технологічних відходів.
Відходи
з прибутковою частиною складають 14 –
30%, а з донною
4 – 7%; на пригар – у
середньому 2 – 2,5% від маси металу, що
нагрівається, при нагріванні холодної
заготовки і близько 1,5% при кожному
підігріві. Технологічні відходи
(обрубування, видри і т.п.) залежать від
форми поковки і прийнятої послідовності
кування. При куванні з прокатаної
заготовки mпр
і mдн
відсутні. Розміри поперечного перерізу
заготовки вибирають з урахуванням
забезпечення необхідного уковування.
Достатнім уковуванням для злитків
вважається 2,5 – 3,0, а для прокату 1,3 –
1,5.
6.6 Вибір обладнання
Для кування обладнання вибирають, залежно від режиму кування даного металу чи сплаву, маси поковки і її конфігурації. Аналітичний розрахунок необхідної потужності обладнання в багатьох випадках є складним питанням, тому часто використовують наближені формули чи таблиці довідників.

6.7 Послідовність операцій кування
П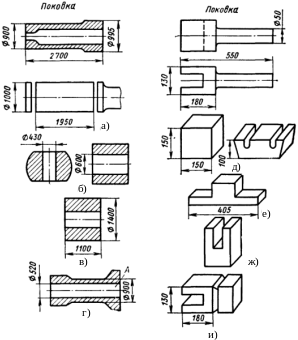
ослідовність
кування встановлюють залежно від
конфігурації поковки і технічних вимог
на неї, від виду заготовки (виливок чи
прокат). Як приклад на рисунку 12 наведено
послідовність кування двох поковок:
пустотілого масивного циліндра зі
злитка на пресі і важеля з вилкою на
молоті.
Рисунок 12 – Послідовність операцій кування пустотілого
циліндра і важеля з вилкою
Циліндр кують зі сталевого злитка (сталь 40) масою 18т з п’яти нагрівань. Після першого нагрівання протягують прибуткову частину під патрон (злиток діаметром 1000 мм) відрубують донну і прибуткову частини злитка (рис.12, а). Після другого нагрівання виконують осаджування, прошивання отвору і розкатування на оправці (рис.12, б). Після третього нагрівання – посадку на оправку і протягування на довжину 1100 мм (рис.12, в). Після четвертого – посадку на оправку і протягування середньої частини на діаметр 900 мм (рис.12, г). Після п’ятого нагрівання (нагрівають тільки кінець А) заковують кінець А.
Кування важеля з вилкою зі стального прокату квадратного перерізу показані на рис.12, д) – и). Нагріту заготовку протягують на прямокутник і віджимають метал для щік (рис.12, д). Потім відковують щоки (рис.12, е) і загинають у пристрої (рис.12, ж), віджимають метал для стрижня і протягують до потрібного діаметра (рис.12, и). Кінець стрижня відрубують на задану довжину.
6.8 Технологічність конструкції поковок
Вимоги до конструкції поковок зводяться, головним чином до того, що вони повинні бути найбільш простими, обкресленими циліндричними поверхнями і площинами (рис.13, а) – г).
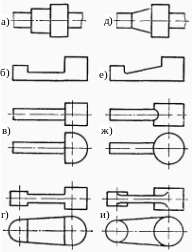
Технологічні
Нетехнологічні
Рисунок 13 – Технологічні і нетехнологічні форми поковок
Варто уникати в поковках конічних (рис.13, д) і клинових (рис.13, е) форм. Необхідно враховувати труднощі виконання куванням ділянок перетинів циліндричних поверхонь між собою (рис.13, ж) і з призматичними поверхнями (рис.13, и). У поковках необхідно уникати ребристих перетинів, бобишок, виступів і т.п., з огляду на те, що ці елементи в більшості випадків виготовити куванням неможливо. У місцях складної конфігурації доводиться удаватися до напусків з метою спрощення конфігурації поковки, що викликає подорожчання деталі. Крім того, варто прагнути, щоб конфігурація деталі дозволяла одержати при куванні найсприятливіше розташування волокон.
Технологічні особливості кування високолегованих сталей і кольорових металів обумовлені відмінністю їх технологічних властивостей від властивостей вуглецевих і низьколегованих конструкційних сталей.
Високолеговані сталі схильні до інтенсивного зміцнення, тому для кування цих сталей часто доцільніше використовувати прес, а не молот. Через малу швидкість деформування на пресах розміцнюючі процеси, повернення і рекристалізація встигають відбутися раніше, зміцнення знімається. У іншому випадку деформація не буде цілком гарячою, і пластичність може різко понизитися.
Для кожної марки сталі необхідно вибирати певне загальне уковування, щоб одержати гарну якість поковок. Внаслідок того, що високолеговані сталі мають знижену технологічну пластичність, потрібно вибирати такі прийоми кування, при яких значно знижуються розтягувальні напруження. Наприклад, протягування цих сплавів доцільно виконувати у вирізних бойках. Особливо обережно варто кувати литу заготовку, тому що лита структура менш пластична, чим деформована. Останнє відноситься і до всіх алюмінієвих сплавів. Наприклад, попередньо деформовані прутки зі сплавів АК5 і АК6 можна піддавати куванню, тоді як виливки цих сплавів при куванні руйнуються. Алюмінієві сплави, що мають гарну пластичність (Д1, АК2 і ін.), кують на молотах і гідравлічних пресах без особливих обмежень. Малопластичні алюмінієві сплави (АК3, В93 і ін.) необхідно кувати на гідравлічних пресах у вирізних бойках, так само як малопластичні магнієві сплави (МА3). На гідравлічних пресах з невисокою швидкістю деформування можна кувати і магнієві сплави, що мають гарну пластичність (MA1; MA2).
Мідні сплави (латуні і бронзи) мають невисокий запас пластичності, тому кування необхідно вести з мінімальними розтягуючими напруженнями.
Титан і титанові сплави мають досить високу пластичність і обробляються куванням усіма застосовуваними методами. Але у випадку динамічного деформування під молотом пластичність титанових сплавів знижується. Важкодеформовані титанові сплави протягують у вирізних бойках.
6.9 Механізація кування
Кування є трудомістким і малопродуктивним процесом, тому його механізація є важливою задачею, що поліпшує умови праці і підвищує продуктивність. При куванні масивних поковок (особливо на гідравлічних пресах) багато операцій взагалі не можуть бути здійснені вручну.
Для завантаження заготовок (злитків) у піч і видачі їх з печі крім мостових і консольно-поворотних кранів застосовують спеціальні машини, що рухаються по підлозі, чи підвісного типу. Кування на пресах і молотах можна механізувати за допомогою різних кранів, кантувачів і маніпуляторів.
Молоти обслуговують консольно-поворотні крани, преси – мостові. Кантувач – механізм, що підвішується до гака крана і який дозволяє повертати злиток навколо його подовжньої осі (додатково до тих рухів, що забезпечує сам кран).
Маніпулятор – візок, що переміщується по залізничних рейках (рейковий маніпулятор), або автомобільного типу (безрейковий маніпулятор). На візку встановлюють електричні або гідравлічні приводи, що здійснюють переміщення самого візка і рух хобота. Хобот затискає заготовку, виконує кантування навколо подовжньої осі і переміщує її вниз. Є маніпулятори, у яких, крім цього, хобот повертається навколо вертикальної осі. Вантажопідйомність маніпуляторів досягає 120т. Починають застосовувати автоматизовані процеси кування, при яких робота преса і маніпулятора керується електронними пристроями за заданою програмою.
Для підвищення точності поковок знаходять застосування пристрої (фотоелементи, датчики з радіоактивними ізотопами), що регламентують положення робочого інструменту в заключний момент кування.
7 ГАРЯЧЕ ОБ’ЄМНЕ ШТАМПУВАННЯ
7.1 Суть процесу і види штампування
Характеристика процесу. Об’ємне штампування – процес виготовлення поковок у штампах, при якому плин металу в сторони під час деформування обмежений поверхнями окремих частин штампа. Робоча порожнина штампа при замиканні його складових частин наприкінці штампування – рівчак – відповідає формі поковки.
У порівнянні з вільним куванням об’ємне штампування має такі переваги:
1) у 50...100 разів більша продуктивність (десятки і сотні поковок у годину);
2) велика однорідність і точність поковок (припуски і допуски на поковку в 3...4 рази менші, ніж при куванні), завдяки чому значно зменшується витрата металу в стружку;
3) можливість одержання поковок складної форми без напусків;
4) висока якість поверхні.
На одному штампі, залежно від складності, матеріалу, маси заготовки і способу штампування, можна виготовити від 10 до 25 тисяч поковок.
Недоліки об’ємного штампування: складність і дорожнеча інструмента-штампа (іноді декількох), обмеженість маси поковок (0,3...100 кг, в окремих випадках до 3т), тому що зусилля деформування при штампуванні набагато більші, ніж при куванні.