ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 3652
Скачиваний: 4
2.5 Можливості існуючого обладнання
Цю обставину слід враховувати при виборі способу виготовлення заготовки на діючому підприємстві, можливості якого часто обмежені щодо застосування прогресивних способів, але можуть бути основними, визначальними, особливо в дрібносерійному, одиничному або ремонтному виробництвах.
3 ЛАБОРАТОРНІ РОБОТИ
В результаті проведення лабораторних робіт студенти повинні:
-
знати конструкцію та принцип дії дослідних установок, ливарного обладнання, що використовуються при проведенні лабораторних робіт;
-
вміти самостійно визначати технологічні процеси виготовлення заготовок литтям; налагоджувати та регулювати пристрої, обладнання, яке задіяне в лабораторних роботах; реєструвати показники; проводити аналіз якості виливків і робити відповідні висновки.
Теми лабораторних робіт
-
Лабораторна робота № 1. Виготовлення заготовок литтям в піщано-глинисті форми та дослідження їх якості.
-
Лабораторна робота № 2. Виготовлення заготовок литтям за виплавними моделями та дослідження їх якості.
-
Лабораторна робота №3. Виготовлення заготовок литтям в металеву форму (кокіль) та дослідження якості виливків.
-
Лабораторна робота № 4. Виготовлення заготовок відцентровим литтям та дослідження якості виливків.
-
Лабораторна робота № 5. Виготовлення заготовок литтям під тиском та дослідження їх якості.
-
Лабораторна робота № 6. Дослідження точності виготовлення заготовок при литті в металеву форму (кокіль).
-
Лабораторна робота № 7. Дослідження точності виготовлення заготовок при литті під тиском.
Лабораторна робота №1
ВИГОТОВЛЕННЯ ЗАГОТОВОК ЛИТТЯМ В ПІЩАНО-ГЛИНИСТІ ФОРМИ ТА ДОСЛІДЖЕННЯ ЇХ ЯКОСТІ
Мета роботи – вивчення і практичне ознайомлення з технологією і оснащенням для виготовлення заготовок литтям в піщано-глинисті форми, з формуванням піщаних форм і стержнів, заливанням металу, вибиванням та очищенням заготовок, дослідженням практичних показників якості.
Робота виконується на базі обладнання і оснащення ливарного цеху заводу (в лабораторії кафедри ТПЗ).
Короткі теоретичні відомості
Лиття в піщано-глинисті форми – найбільш універсальний і розповсюджений спосіб виготовлення заготовок в разових формах. Він використовується в індивідуальному (одиничному), серійному і навіть масовому виробництвах. Литтям в піщано-глинисті форми при ручному формуванні виготовляють великі, середньогабаритні та дрібні заготовки в індивідуальному і дрібносерійному виробництві. Машинне приготування робочих сумішей, формування, механізоване і автоматизоване наповнення опок сумішшю, її ущільнення, вилучення моделей з форми, складання і транспортування форм, дає можливість застосувати лиття в піщано-глинисті форми в серійному і масовому виробництвах. Використання роботизованих і автоматизованих ліній, ліній з програмним керуванням виробничим процесом забезпечує високу якість заготовок, поліпшені умови праці і високу продуктивність обладнання. Технологічний процес виготовлення виливка складається з різних етапів, які виконуються у відповідних відділеннях ливарного цеху.
При виготовленні ливарної форми машинним способом використовують металеві модельні плити, які роблять збірними або цільнолитими. В першому випадку модель виготовляють окремо, а потім монтують на плиті, в другому випадку модель і плиту виготовляють як одне ціле. На модельних плитах разом з моделями виливків закріплюють моделі елементів ливникової системи. На рис. 13, а показана нижня, а на рис.13, б – верхня модельні плити.
Формувальні матеріали, що призначені для приготування формувальних і стержневих сумішей, діляться на основні (пісок, глина) і допоміжні (вугілля, торф, стружка та інші). Вони поліпшують спеціальні властивості сумішей. Основні вимоги, яким вони повинні відповідати: вогнетривкість, пластичність, міцність, газопроникненість, піддатливість, непригорання, негігроскопічність, довговічність, дешевизна і недефіцитність. Глина та пісок – це наповнювачі; кам’яновугільний пил, тальк та графіт – протипригарні елементи; маршаліт, магнезит та цирконій – фарбники.
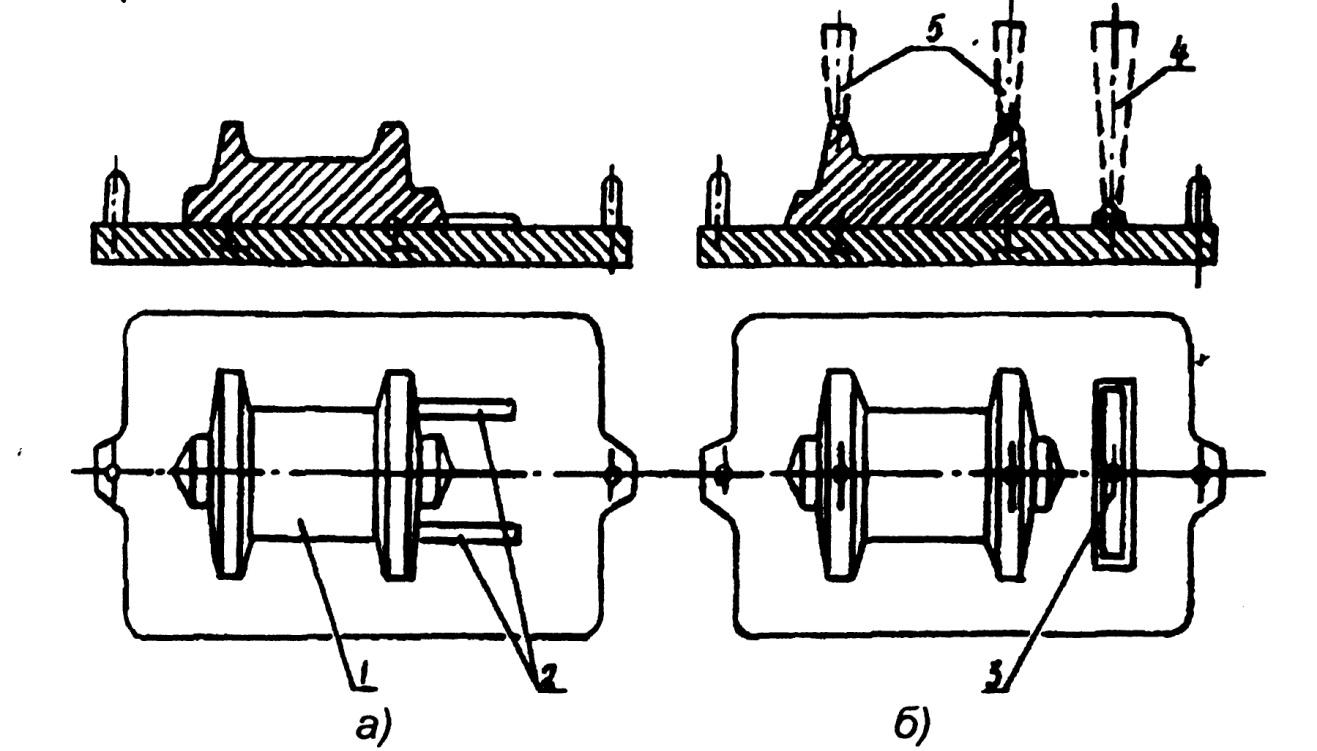
Рисунок 13 – Модельні плити для виготовлення піщаних форм
У стержневих сумішах замість глини використовують оксоль, рідке скло, смоли, декстрин, патоку з додаванням дерев’яного трачиння і торфу, які вигоряючи, підвищують пористість і піддатливість сумішей. Для виготовлення моделей стержневих ящиків використовують бук, березу, клен, рідше сосну та ялицю. При машинному формуванні моделі і підмодельні плити виготовляють з металу.
Для виготовлення опок використовують сталь, чавун і легкі сплави. Послідовність технологічного процесу виготовлення виливків в разові піщано-глинисті форми така:
-
виготовлення моделі і стержневих ящиків;
-
підготовка вихідних формувальних матеріалів;
-
приготування формувальних і стержньових сумішей;
-
виготовлення напівформ і стержнів;
-
сушіння (затвердіння) напівформ і стержнів;
-
складання форми;
-
заливання металу;
(допоміжні операції – підготовка вихідних шихтових матеріалів, виплавка сплаву, позапічна обробка розплаву);
-
затвердіння сплаву, охолодження виливків у формі;
-
вибивка виливків з форми;
-
відділення ливників, очищення поверхні, вилучення стержнів;
-
термообробка;
-
повторне очищення поверхні;
-
контроль виливка.
Литтям
в піщано-глинисті форми можна одержувати
виливки з шорсткістю поверхні Rz = 320-40
мкм і точністю 17-14 квалітетів. Якщо форма
виготовлена із звичайної піщано-глинистої
суміші, то шорсткість поверхні виливка
перевищує Rz = 320-160 мкм, якщо використовується
піщано-масляна суміш – Rz = 320-80 мкм, при
використанні хромомагнезитових сумішей
шорсткість поверхні виливка може бути
Rz = 80-20 мкм.
На якість виливків впливають такі фактори, як температура рідкого сплаву, час заповнення форми рідким сплавом, ступінь заповнення ливникової системи, висота струменя, точність форми і її розмірів. Для поверхневого легування виливків використовують покриття ливарної форми легуючими елементами. Такі карбідоутворюючі легуючі елементи (вуглець, телур, марганець) підвищують зносостійкість форми і усувають пухкість виливків, графітизуючі легуючі елементи (кремній, титан, алюміній) усувають відбілювання, зменшують залишкові напруження та поліпшують механічну оброблюваність виливків.
Брак виливків: газові та повітряні порожнини, пісочні і шлакові включення, пригорання, тріщини, заливи, недоливи, жолоблення.
Для усунення деяких видів браку використовуються такі операції, як зварювання, наплавлення, замазування, просочування. Але для попередження браку потрібно усувати причини його появи.
Переваги лиття в піщано-глинисті форми:
-
використовуються порівняно дешеві матеріали для виготовлення форм та стержнів, які практично доступні для всіх типів виробництва;
-
обладнання та оснащення значно простіше, ніж при інших способах лиття;
-
собівартість виготовлення заготовок найнижча із усіх способів лиття;
-
можливе виготовлення виливків будь-якої конфігурації з самих різноманітних ливарних матеріалів та сплавів.
Недоліки:
-
низька точність форми, розмірів, взаємного розміщення поверхонь, що збільшує об’єм послідуючої механічної обробки;
-
технологічний процес виготовлення виливків достатньо трудомісткий і особливо важкий при виконанні ручного формування;
-
зайняті значні площі;
-
екологічно брудне виробництво.