ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 3657
Скачиваний: 4
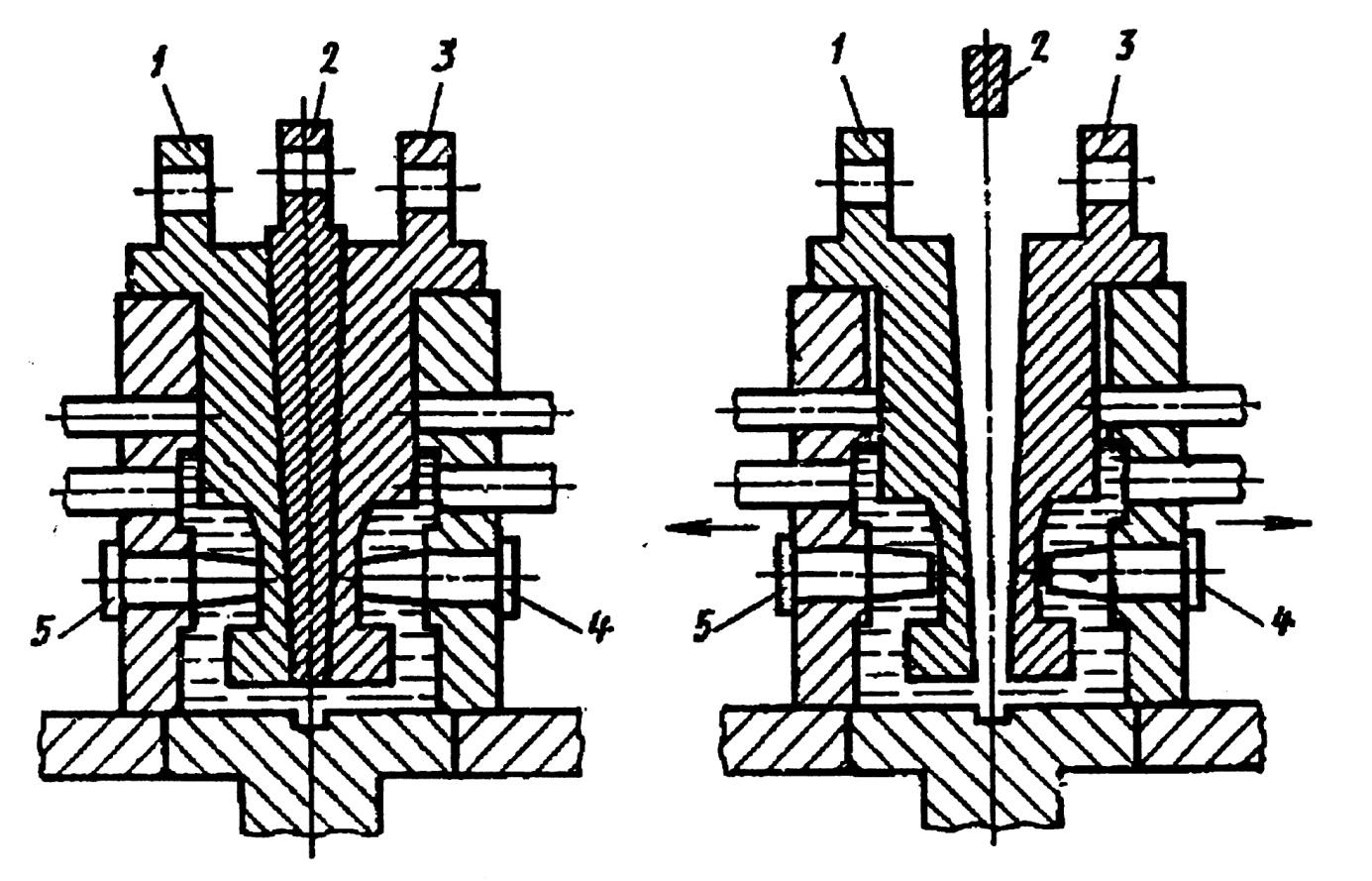
Рисунок 14 – Роз’ємний металевий стержень
Особливістю технології лиття в металеві форми є підготовка кокіля до заливання, яка полягає в наступному:
-
пофарбування робочих поверхонь порожнини спеціальними фарбами, склад яких визначається видом розплаву;
-
доведення (нагрівання чи охолодження) температури кокіля до оптимального для даного сплаву рівня і складання форми.
Всі решта операцій технологічного процесу такі, як і при литті в разові піщано-глинисті форми.
Точність
виливків 12-15 квалітети, шорсткість
поверхні
Rz = 80-20 мкм.
Лиття в металеві форми економічно доцільне в серійному і масовому виробництвах.
Основні переваги цього способу виготовлення заготовок:
-
можливість багаторазового використання ливарної форми;
-
висока точність форми і розмірів, якість заготовки;
-
дрібнозерниста структура матеріалу;
-
порівняно висока продуктивність;
-
низькі трудомісткість і собівартість заготовок;
-
відсутність необхідності в модельному, опочному оснащенні і формувальних сумішах;
-
добрі умови праці;
-
не потрібна висока кваліфікація робітників;
-
потрібні порівняно менші виробничі площі;
-
відсутні операції по очищенню виливків від суміші;
-
процес легко механізується і автоматизується.

Рисунок 15 – Однопозиційний кокільний верстат
Разом з тим цей спосіб має істотні недоліки:
-
висока вартість оснащення;
-
утворення тріщин у виливках;
-
чавунні виливки відбілюються і вимагають додаткової термообробки (відпалювання);
-
неможливість виготовлення тонкостінних виливків через підвищену швидкість їх охолодження, а також виливків значною масою.
Зміст і порядок виконання роботи
-
Інструктаж з техніки безпеки в цеху.
-
Вивчення конструкцій деталей (креслення і зразки готових деталей).
-
Знайомство з конструкцією кокільного оснащення і машини для заливання форм.
-
Вивчення процесу виготовлення виливка: підготовка кокіля, металу, заливання форм, вибивання виливка.
-
Знайомство з кінцевими операціями виготовлення заготовки литтям в кокіль: обрубування ливникової системи, очищення.
-
Вивчення конструкції виливка: порівняння призначених розмірів і норм точності з кресленнями (креслення і зразки виливків).
-
Контроль якості виливків.
7.1. Аналіз наявних дефектів литва і причин їх виникнення.
7.2. Контроль точності розмірів виливків (за завданням викладача), порівняння їх з розмірами на кресленні виливка.
Зміст звіту
-
Мета і зміст роботи.
-
Ескіз деталі, ескіз виливка з розмірами, ескіз кокіля.
-
Послідовність операцій виготовлення виливка.
-
Дані і висновки по результатах контролю якості виливків.
-
Власні спостереження і висновки по роботі у відповідності з темою і контрольними питаннями.
Питання для самоконтролю
-
Суть способу виготовлення заготовок литтям в кокіль.
-
Основні операції технологічного процесу лиття заготовок в кокіль.
-
Конструкція кокіля.
-
Машини для виготовлення заготовок литтям в кокіль.
-
Конструктивні особливості заготовок, виготовлених литтям в кокілі: ливарні радіуси, нахили, спряження і напуски.
-
Ливникові системи при литті в кокіль, методи їх відділення.
-
Підготовка кокілей до заливання.
-
Якість виливків, виготовлених литтям в кокіль.
-
Наявні дефекти лиття і причини їх виникнення.
-
Області раціонального використання способу виготовлення заготовок литтям в кокілі.
-
Переваги і недоліки лиття в кокіль.
Лабораторна робота №4
ВИГОТОВЛЕННЯ ЗАГОТОВОК ВІДЦЕНТРОВИМ ЛИТТЯМ ТА ДОСЛІДЖЕННЯ ЯКОСТІ ВИЛИВКІВ
Мета роботи – вивчення суті, особливостей і призначення відцентрового лиття, засвоєння технології отримання виливків цим способом.
Короткі теоретичні відомості
Суть відцентрового лиття полягає в тому, що розплав заливається у форму, яка обертається з великою швидкістю. Форма заповнюється розплавом під дією відцентрової сили, яка діє на розплав також і в період його затвердіння. Завдяки дії відцентрової сили з розплаву видаляються різноманітні неметалеві включення (бульбашки повітря, шлак тощо), які, маючи набагато меншу щільність ніж метал, зосереджуються біля внутрішньої поверхні виливка і видаляються при обробці різанням, для чого припуск на обробку внутрішньої поверхні призначається більшим, ніж зовнішньої.
Форма може обертатися навколо вертикальної, горизонтальної, інколи – навколо похилої осі. Розташування осі обертання вибирають в залежності від співвідношення висоти і діаметра виливка. Деталі, що мають висоту, яка в декілька разів перевищує діаметр (втулки, гільзи, труби тощо), виготовляють на машинах з горизонтальною віссю обертання (рис. 9, б). Виливки більшого діаметра і малої висоти одержують на машинах з вертикальною віссю обертання (рис. 9, а). Відцентровий спосіб лиття можна застосувати і для виготовлення фасонних виливків, які не є тілами обертання. В цьому випадку метал, що заливається в центральний ливник, при обертанні відкидається в периферійні зони форми, з’єднані з центральним ливником живильниками (рис. 10). Відцентрову силу використовують тільки для заповнення форми розплавом. Такий метод відцентрового лиття, коли вісь обертання форми не збігається з геометричною віссю деталей, називається центрифугуванням.
Відцентровий спосіб лиття має ряд переваг:
-
велика густина виливків внаслідок малої кількості міжкристалічних пустот усадкового і газового походження; в ряді випадків відцентрові виливки за своїми властивостями знаходяться на рівні поковок, а по економії металу і зниженні трудовитрат переважають їх;
-
менші витрати металу із-за відсутності ливникової системи або зниження маси виливків;
-
виключення витрат на виготовлення стержнів для забезпечення порожнин в циліндричних виливках;
-
покращення заповнення форми металом;
-
виготовлення виливків із сплавів, що мають низьку рідкотекучість;
-
можливість виготовлення двох, багатошарових, а також армованих виробів.
Відцентрове лиття виконують звичайно у чавунних або стальних формах: без облицювання, з облицюванням, футерованих формовою сумішшю, футерованих сухим піском, фосфоритною мукою.
Як облицювання використовуються такі ж фарби, як і при литті в кокіль, товщиною 0,5...0,7 мм.
Недоліки:
-
важко виготовити виливки із сплавів, що схильні до ліквації;
-
неточність діаметра порожнини виливка;
-
забруднення вільної внутрішньої поверхні виливків ліквідами та неметалевими включеннями, а у товстостінних виливків ця поверхня може мати пористість, що заставляє збільшувати припуск на механічну обробку вільних поверхонь на 25%;
-
для виготовлення виливків потрібні спеціальні машини;
-
ливарні форми дорогі, вони повинні мати високу міцність і герметичність в зв’язку з підвищеним тиском металу.
Зміст і порядок виконання роботи
-
Інструктаж з техніки безпеки в цеху.
-
Вивчення конструкцій деталей (креслення і зразки готових деталей).
-
Знайомство з конструкцією установки для відцентрового лиття.
-
Вивчення процесу виготовлення виливка: підготовка форми, металу, заливання форм, вибивання виливка.
-
Знайомство з кінцевими операціями виготовлення заготовки відцентровим литтям.
-
Вивчення конструкції виливка: порівняння призначених розмірів і норм точності з кресленнями (креслення і зразки виливків).
-
Контроль якості виливків.
7.1. Аналіз наявних дефектів литва і причин їх виникнення.
7.2. Контроль точності розмірів виливків (за завданням викладача), порівняння їх з розмірами на кресленні виливка.
Зміст звіту
-
Мета і зміст роботи.
-
Ескіз деталі, ескіз виливка з розмірами, ескіз форми відцентрового лиття.
-
Послідовність операцій виготовлення виливка.
-
Дані і висновки по результатах контролю якості виливків.
-
Власні спостереження і висновки по роботі у відповідності з темою і контрольними питаннями.
Питання для самоконтролю
-
Суть відцентрового лиття.
-
Типи машин для відцентрового лиття.
-
Можливості відцентрового лиття та його переваги.
-
За рахунок чого збільшується продуктивність праці при відцентровому литті?
-
Чому при відцентровому литті збільшується коефіцієнт використання металу?
-
Як впливає відцентрова сила на якість металу?
-
Якість виливка, наявні дефекти лиття і причини їх виникнення.
Лабораторна робота № 5
ВИГОТОВЛЕННЯ ЗАГОТОВОК ЛИТТЯМ ПІД ТИСКОМ ТА ДОСЛІДЖЕННЯ ЇХ ЯКОСТІ
Мета роботи – вивчення технології, обладнання і оснащення для виготовлення заготовок литтям в металеві форми під тиском.
Лабораторна робота виконується на базі ливарного цеху заводу.
Короткі теоретичні відомості
Суть способу лиття під тиском полягає в тому, що рідким металом примусово заповнюють металічну прес-форму під тиском, який підтримують до повної кристалізації виливка.
Лиття під тиском виконують на компресорних і поршневих машинах високої продуктивності, що дають 200...400 виливків за годину. Поршневі машини випускають з гарячою чи холодною камерою пресування, розміщеною горизонтально чи вертикально. Машини з гарячою камерою пресування, в яких камера знаходиться безпосередньо в розплаві, застосовують для виготовлення виливків з кольорових сплавів на основі міді, алюмінію, магнію.
На машинах лиття під тиском з вертикальною холодною камерою пресування (рис. 16а) розплав 4 заливають в камеру стискання 5 (положення І). Верхній поршень 1, опускаючись, давить на розплав і на нижній поршень 10, який при русі вниз відкриває ливниковий канал 3. Метал заповнює порожнину 2 прес-форми, що складається з двох половин 6 і 7 (положення II). Об’єм рідкого металу повинен бути більшим за об’єм порожнини форми, щоб між верхнім і нижнім поршнями залишався надлишок металу. Тиск верхнього поршня підтримують до повної кристалізації виливка після чого прес-форму відкривають і виливок 9 разом з ливником 12 виштовхують з форми виштовхувачами 8. Нижній поршень виштовхує назовні надлишок металу II (положення III), і його відправляють в переплав.
На рис. 16б показана робота машини лиття під тиском з горизонтальною холодною камерою пресування. Всі операції в ній виконуються в тій же послідовності.
На рис. 16в наведена схема роботи поршневої машини лиття під тиском з гарячою камерою пресування. Чавунний тигель 13 з рідким металом безперервно підігрівають знизу газом через форсунку 21. Перед заливанням прес-форму 19 закривають і мундштук 18 з’єднується з каналом 17. При верхньому положенні поршня 16 через отвір 14 сплав заповнює камеру стискування 15 і канал. При русі вниз поршень впресовує рідкий метал в порожнину форми. Після затвердіння металу тиск знімають, поршень рухається вверх, форму розкривають і виливок виштовхують виштовхувачами 20. Машини з гарячою камерою пресування більш продуктивні і витрачають менше рідкого металу, однак їх не можна застосовувати для лиття сплавів з температурою плавлення більше 500°С через швидке зношування поршня.
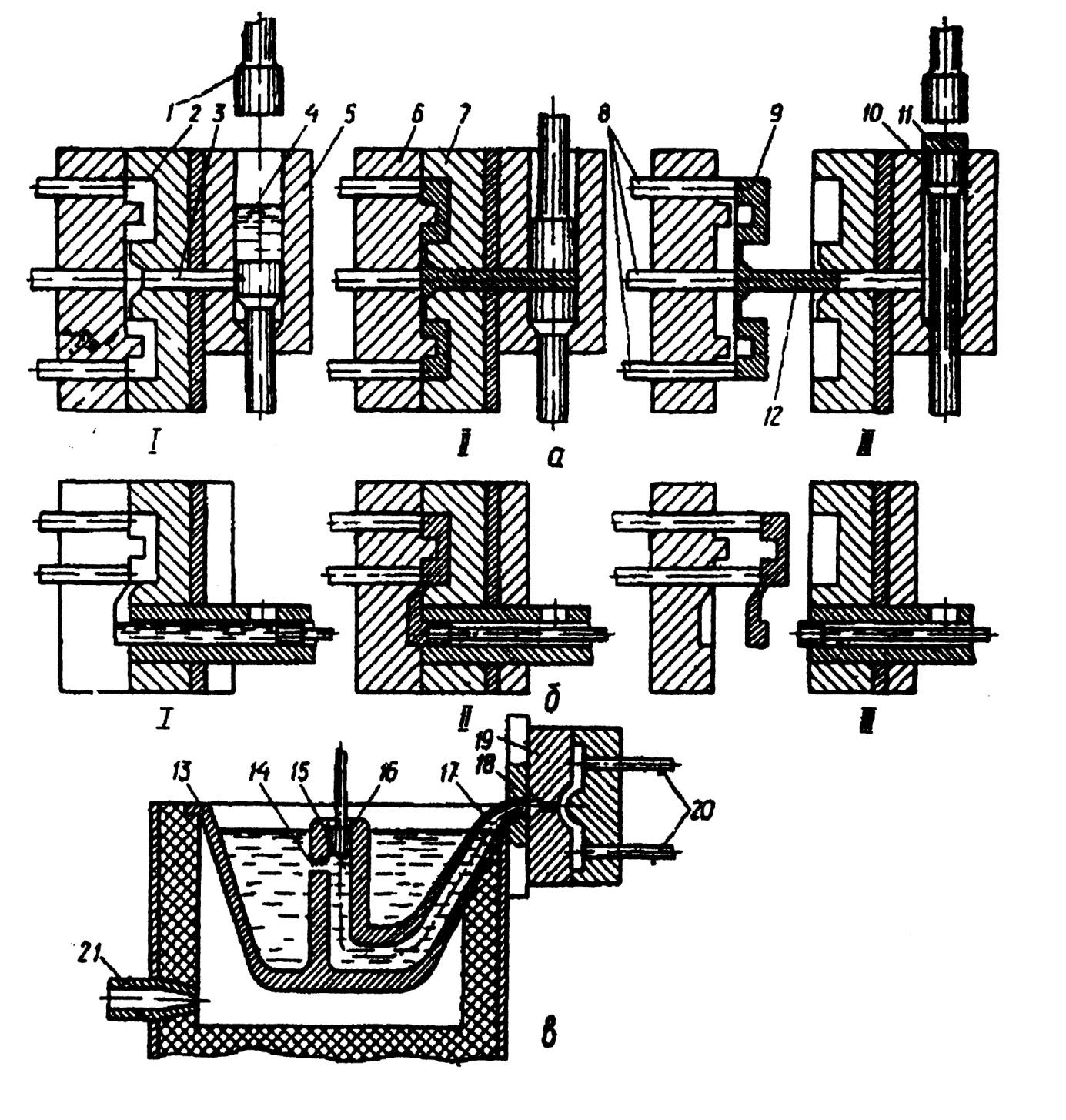
Рисунок 16 – Схеми поршневих машин для лиття під тиском
В
машинах з холодною камерою пресування
поршень контактує з розплавом протягом
короткого проміжку часу і тому мало
зношується. Тут можна значно підвищити
тиск, що гарантує високу густину і
міцність виливків. Якщо в машинах з
гарячою камерою пресування тиск досягає
20 МПа, то в машинах з холодною камерою
пресування при литті алюмінієвих і
мідних сплавів тиск може досягати
100...300 МПа.