ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 31.12.2021
Просмотров: 2346
Скачиваний: 4
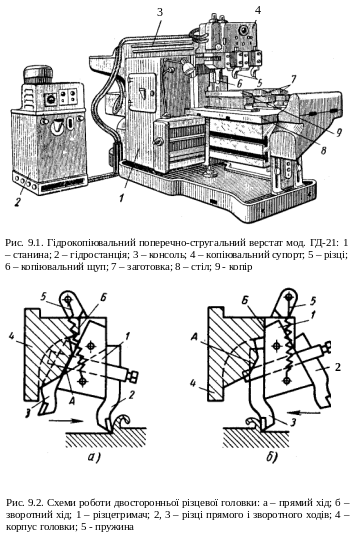
сприяє меншому прогину столу 8, внаслідок його притискання до напрямних станини і позитивно позначається на точності виконуваних операцій.
На поперечно-стругальних верстатах можна проводити також і накатування різьби плашками на болтах і гвинтах діаметром від 3 до 6 мм [4]. Для цього застосовується спеціальне пристосування (рис. 9.3), що установлюється на столі верстата. Повзун 2 пристосування, що з’єднаний із різцетримачем 3 верстата, здійснює зворотно-поступальні переміщення в корпусі 1. На повзуні закріплена рухома плашка 7; нерухома плашка 6 пов’язана із плашкотримачем 5 (положення плашки 6 в поперечному напрямку можна регулювати). Заготовки болтів вручну або механічно закладаються у магазин 4, який забезпечує їх подачу з частотою одна заготовка на один подвійний хід супорта. Заготовки по черзі затягуються в зазор між плашками і обертаючись навколо власної осі, накатуються.
Крім цього, поперечно-стругальні верстати використовуються для виконання протяжних операцій. При цьому протяжка закріплюється на супорті верстата або установлюється на його столі. В останньому випадку оброблювану заготовку закладають в пристосування, закріплене на передньому торці супорта.
9.1.2. Пристрої для закріплення заготовок та інструмента
на поперечно-стругальних верстатах
Оброблювані заготовки закріплюються на столах поперечно-стругальних верстатів за допомогою універсальних або спеціальних затискних пристосувань.
Спеціальні пристосування застосовують в технологічних процесах масового виробництва. Вони забезпечують швидке, точне і надійне закріплення на столі верстата одної або декількох заготовок.
Однак більш широко при експлуатації поперечно-стругальних верстатів застосовуються універсальні пристосування, до яких відносять: машинні лещата і патрони, упорні планки і колодки, кутники, притискні колодки, прихоплювачі, підставки і мірні підкладки, домкрати і призми, струбцини і розпірні гвинти, кріпильні болти і шпильки [4].
Для закріплення заготовок невеликих розмірів найчастіше використовують машинні лещата (прості, поворотні або універсальні). Обробку заготовок круглого поперечного перерізу звичайно проводять в три- або чотирикулачкових токарних патронах, які фіксуються на столі верстата за допомогою притискних планок.
Деякі із згаданих вище універсальних пристосувань показані на рис.9.4. Так, гвинтові домкрати (див. рис. 9.4, б) застосовують для вивірення на столі верстата заготовок типу „корпус”, що можуть мати необроблену встановлювальну поверхню. Клинові домкрати (див. рис. 9.4, в) звичайно використовують для вивірення заготовок перед чистовими операціями, оскільки при цьому досягається висока точність установки в межах 0,01 – 0,03 мм. Бокові притискачі (див. рис. 9.4, е – и) забезпечують задану точ-

ність базування заготовок в горизонтальній площині, паралельній ходу стола, а також запобігають їх зміщенням під впливом сил різання. Притискачі можна установлювати як в Т-подібних пазах, так і в круглих отворах столу. Якщо заготовка вже має оброблену бокову поверхню, яка може служити встановлювальною базою, її притискають до жорстких упорів, що закріплені в пазах столу (див. рис. 9.4, а). При обробці високих і нежорстких заготовок застосовують розпірні гвинти (див. рис. 9.4, д).
9.2. Хід роботи
1. Вивчити компонування поперечно-стругальних верстатів та пристрої, що розширюють їх технологічні можливості.
2. Теоретично та практично ознайомитись з універсальними пристосуваннями, що застосовуються для установки та закріплення заготовок на столах поперечно-стругальних верстатів.
3. Установити на гвинтових домкратах на столі горизонтального консольно-фрезерного верстата мод. 6Н81Г видану викладачем заготовку типу „корпус”, закріпити на її верхній оброблювальній поверхні контрольну лінійку. Установити на станині верстата магнітний стояк з індикатором годинникового типу. Відрегулювати їх положення таким чином, щоб вимірювальний штифт індикатора дотикався верхньої грані лінійки і був би перпендикулярним до неї. При переміщенні столу верстата вручну в повздовжньому та поперечному напрямках на всю довжину ходу, визначити максимальне відхилення стрілки індикатора – непаралельність оброблюваної поверхні до напрямку повздовжнього та поперечного переміщення столу. Порівняти отримані відхилення із допустимими для даного верстата (0,03/300 мм – у повздовжньому напрямку і 0,015/300 мм – у поперечному напрямку); при необхідності за допомогою домкратів відрегулювати положення заготовки для дотримання вимог точності установки. Зафіксувати вивірену заготовку на столі прихоплювачами і кріпильними болтами, з використанням підставок і мірних підкладок.
4. Установити в призмах на столі фрезерного широкоуніверсального верстата з ЧПК мод. 6А76ПФ2 заготовку типу „східчастий вал”. Установити в отворі горизонтального шпинделя верстата зразкову циліндричну оправку із закріпленою на неї поперечиною магнітного стояка з індикатором годинникового типу. Вимірювальний штифт індикатора повинен дотикатись циліндричної поверхні більшого за діаметром ступеня заготовки і бути перпендикулярним до неї. При переміщенні шпиндельної бабки вручну установити максимальне відхилення стрілки індикатора, яке буде відповідати фактичній непаралельності твірної циліндричної обробленої поверхні заготовки до напрямку переміщення бабки. Порівняти отримане відхилення із допустимим (8 мкм/250 мм). Закріпити заготовку в призмах за допомогою прихоплювачів і болтів.
9.3. Зміст звіту
Навести описи, схеми та результати проведених операцій та перевірок з установлення і закріплення заготовок на столах верстатів.
9.4. Контрольні запитання
1. З яких основних вузлів складається гідрокопіювальний поперечно-стругальний верстат?
2. Як виконати на поперечно-стругальному верстаті операції фрезерування та шліфування?
3. Як на гідрокопіювальному поперечно-стругальному верстаті провести обробку криволінійних поверхонь заготовок?
4. Як підвищити продуктивність роботи поперечно-стругального верстата? Яке для цього застосовується пристосування і як воно працює?
5. Як на поперечно-стругальних верстатах виконуються операції накатування різьби на болтах та протягування?
6. Які універсальні пристосування використовуються для закріплення на столах поперечно-стругальних верстатах заготовок? В яких випадках вони застосовуються?