ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 31.12.2021
Просмотров: 2353
Скачиваний: 4
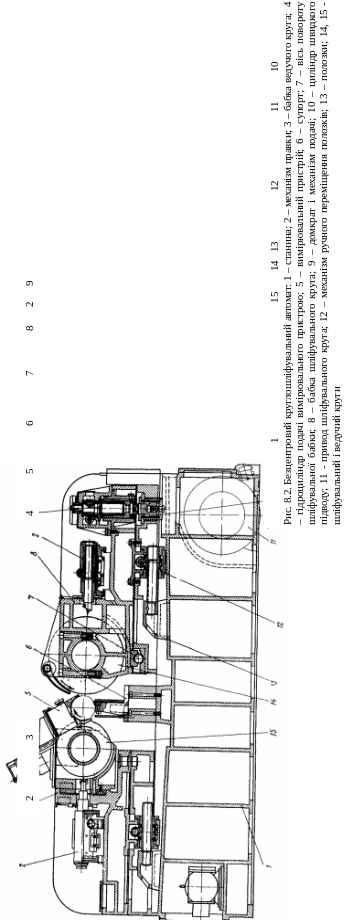
Слід пам’ятати, що в процесі механічної обробки на безцентровому круглошліфувальному автоматі, ведучий круг зношується і якщо у параметри налагодження верстата не вносити відповідні корективи (необхідно час від часу збільшувати кут ), зменшиться фактична подача s, а з нею і продуктивність обробки.
Налагодження супорта (опорного ножа) автомата
В число операцій налагодження супорта верстата входить установка по висоті опорного ножа – настроювання заданої оптимальної відстані h, а також забезпечення визначеного за табл. 8.1 значення кута . За цією ж таблицею, виходячи з виду обробки, установлюють потрібну величину кута .
Таблиця 8.1
Вибір потрібних кута налагодження та кута
скосу опорної поверхні ножа
|
Вид обробки |
, º |
, º |
|
Чорнова |
1 |
30 |
|
Напівчистова |
3 – 3,5 |
34 |
|
Чистова |
4,5 - 5 |
32,5 |
Оптимальна відстань h розраховується за формулою (рис. 8.3)
h = (Dш/2 + Dз/2) sin.

Для вивірення положення опорного ножа по висоті застосовується штангенвисотомір, лінійка якого установлюється на базову поверхню супорта (див. рис. 8.3), а поперечина – зверху на заготовку. Оптимальне значення відстані Н, що контролюється штангенвисотміром, визначається як
Н = h1
![]()
де h1 – відстань між базовою поверхнею супорта та лінією центрів кругів (вказується у паспорті кожного безцентрового круглошліфувального верстата). Знак між першим і другим членами в правій частині останньої формули залежить від того, вище, чи нижче лінії центрів кругів знаходиться вісь заготовки. Вище лінії центрів кругів установлюють жорсткі заготовки, нижче – менш жорсткі (довгі тонкі вали).
Опорна поверхня ножа повинна бути паралельною осі шліфувального круга. Товщина опорного ножа обирається на 1 – 2 мм меншою діаметра оброблюваної деталі, але не більшою 12 мм.
Остаточна перевірка правильності налагодження супорта проводиться за допомогою інструментального кутоміра [9] (рис. 8.4). Для цього основа 4 кутоміра установлюється одною гранню на опорну поверхню ножа супорта 10, а іншою – на периферію ведучого круга. Лінійка 5 вільно установлюється зверху на мірний фланець 1 ведучого круга, а лінійка 7 – на фланець 9 шліфувального круга. Далі за шкалою 2 вивіряється положення осі повороту лінійок 5 і 7, пов’язаних із повзуном 3, відносно лінії центрів кругів. Вказаному положенню відповідає задана оптимальна відстань h, для настроювання якої, при необхідності, повзун зміщується по напрямних основи 4. Після закріплення повзуна гвинтом, за шкалою 6 кутоміра визначається фактичне значення суми кутів налагодження і , а за шкалою 8 – величина кута . При невідповідності фактичних значень кутів, значенням, обраним за табл. 8.1, проводиться корегування положення опорного ножа.
8.1.3. Балансування та правка абразивних кругів
З
гідно
із розглянутою вище загальною послідовністю
налагодження безцентрового
круглошліфувального автомата, спочатку
здійснюється закріплення кругів на
шпинделі верстата або на оправці, потім
їх попередня правка, балансування і
остаточна правка за копіром.
Балансування абразивних кругів може бути статичним - проводиться поза верстатом і динамічним - здійснюється на верстаті, на якому круг буде використовуватись.
Закріплення абразивних кругів
Абразивні круги закріплюють на оправці або безпосередньо на шпинделі верстата між двома фланцями [1, 4]. Кріплення кругів повинно бути надійним і водночас усувати виникнення в них внутрішніх напруг. Для цього між кругом та фланцями установлюють кільцеві прокладки товщиною 0,5–3 мм зі шкіри, гуми, повстини або картону.
Попередня правка абразивних кругів
З метою зменшення часу на налагодження верстата попередню правку абразивних кругів часто виконують на пристроях, подібних тому, що зображений на рис. 8.5 [1]. Пристрій містить бабку 3 та шліфувальні головки, на шпинделях яких закріплюються круги для правки 1, 4, 5 - кожна з індивідуальним електроприводом, що здійснюється через пасову передачу. Круг 2, що правиться, установлюється на шпинделі бабки 3, привод якого також забезпечується від окремого електродвигуна. Круги 1, 4, 5 і 2 приводяться в обертання. Головки зміщуються в напрямках, вказаних стрілками, в результаті чого круг 2 правиться по периферії і двох торцях. При необхідності правки конічного круга головка з кругом 1 повертається на заданий кут, відповідний куту конуса.
Визначення дисбалансу абразивних кругів
Перед балансуванням кругів необхідно перевірити фактичну величину їх дисбалансу і порівняти її із допустимою (для кругів, що використовуються на безцентрових круглошліфувальних автоматах допустимий дисбаланс складає 3...5 мкм). Для перевірки застосовується мікрокатор 2 [9] (рис. 8.6), що установлюється на кронштейні 1. Якщо контролюється дисбаланс шліфувального круга (як показано на рис. 8.6), кронштейн закріплюється на бабці 4 ведучого круга; якщо перевіряється ведучий круг, кронштейн закріплюють на бабці 3 шліфувального круга. Вимірювальний штифт мікрокатора повинен дотикатись до корпуса бабки круга, що перевіряється, в одній з точок біля її шпиндельних опор (в даних точках амплітуда вібрацій корпуса під час роботи круга є максимальною). Далі круг приводиться в обертання і за шкалою мікрокатора визначається максимальна амплітуда коливань корпусу бабки 3, яка посередньо характеризує величину дисбалансу.

Статичне балансування абразивних кругів
С
татичне
балансування проводиться за допомогою
дискових [4] (рис.8.7) або
ножевих пристроїв. Для цього оправка
із закріпленим на ній між двома фланцями
кругом, установлюється зверху на
периферії диска пристрою. Циліндрична
поверхня оправки і периферії дисків
ретельно відшліфовані, так, що сила
тертя між ними мінімальна. Круг відпускають
і під дією сили тяжіння найважча його
ділянка буде опускатись у крайнє нижнє
положення, яке відповідає стійкій
рівновазі круга. Після завершення його
обертання, в пазу одного з фланців,
напроти визначеної найважчої ділянки
круга, установлюють та закріплюють
гвинтом вантаж 1, призначений для
компенсації дисбалансу. Круг знов
відпускають і визначають місце другої
за величиною створюваного дисбалансу
найважчої ділянки, напроти якої у фланці
закріплюють ще один вантаж. При
необхідності, згідно із описаною
методикою, установлюється третій вантаж,
після чого проводять балансування з
іншої сторони круга. Далі круг на оправці
установлюється на верстат і з використанням
мікрокатора (див. рис. 8.6) здійснюється
перевірка його дисбалансу. Якщо величина
останнього після установки всіх шести
вантажів все ж таки виходить за допустимі
межі, потрібно перевірити биття шківів
пасової передачі, за допомогою якої
приводиться в обертання шпиндель круга,
проконтролювати перекіс пасів, стан
підшипників шпинделя, натяжного барабана,
муфт привода.
Динамічне балансування абразивних кругів
Динамічне балансування абразивних кругів може проводитись методом чотирьох точок, за допомогою стробоскопічного тахометра або з використанням спеціального редуктора, закріпленого на фланці круга.
Для балансування методом чотирьох точок, на фіксуючому фланці круга, уздовж кола діаметром близьким за величиною діаметру паза, наносять крейдою чотири мітки, при цьому кути між будь-якими двома сусідніми мітками повинні складати 90º (рис. 8.8). Мітки позначають цифрами 1, 2, 3, 4, після чого вмикають обертання круга. За розмахом коливань корпуса бабки круга - контролюється мікрокатором, закріпленим на кронштейні (див. рис. 8.6) – установлюють його фактичний дисбаланс (в прикладі балансування круга, представленого на схемах рис. 8.8, попередній дисбаланс дорівнює 0,2 мм). Далі круг зупиняється і на його фланці біля мітки 1 закріплюється перший вантаж. Знов перевіряється дисбаланс круга, величина якого у розглядуваному прикладі складає 0,12 мм. Після зупинки круга вантаж переустановлюється в положення біля мітки 2 і дисбаланс вимірюється повторно (отримане значення дисбалансу 0,18 мм). В такій же самій послідовності перевірку проводять при закріпленні вантажу в точках 3 і 4 – значення дисбалансу дорівнюють відповідно 0,16 і 0,08 мм. Отже, оптимальне положення першого вантажу, при установленні в якому дисбаланс круга мінімальний, знаходиться між мітками 1 і 4, ближче до мітки 4. В даному положенні вантаж і закріплюють остаточно. Далі на фланці біля позначки 1 закріплюється другий вантаж і перевіряється дисбаланс круга. Експеримент повторюється при почерговій установці вантажу біля інших трьох міток, після чого за результатами перевірок визначають оптимальне положення другого вантажу, а потім і третього. Якщо ж при закріпленні першого, другого або третього вантажів біля кожної з чотирьох міток, дисбаланс круга тільки збільшується у порівнянні із дисбалансом при відсутності вантажу, на фланці круга, на тому ж колі, що і мітки 1 – 4, наносять ще чотири мітки 1’, 2’, 3’, 4’, зміщені відносно міток першої групи на 45º (див. рис. 8.8, б). Вантаж почергово закріплюється біля позначок 1’, 2’, 3’, 4’ і після кожної такої установки контролюється дисбаланс круга. Визначається оптимальне положення вантажу. За описаною методикою, балансування круга здійснюється і з протилежної його сторони [9].
Д
о
комплекту стробоскопічного тахометра
[1] (рис. 8.9), за допомогою якого також може
проводитись динамічне балансування,
входять: датчик 4, що сприймає коливання
і перетворює їх у електричні сигнали,
відповідні за інтенсивністю амплітуді
коливань; електронний блок 6, в якому
дані сигнали фільтруються та підсилюються;
індикатор 1, що показує фактичну величину
максимальної амплітуди коливань і
стробоскопічна лампа 2, яка вмикається
і вимикається в моменти збільшення
амплітуди коливань до максимуму. Для
перевірки дисбалансу круга 7, його
установлюють на шпинделі бабки верстата,
на корпусі якої, в одній з точок, де
амплітуда коливань максимальна (дані
точки знаходяться біля шпиндельних
опор бабки), - закріплюється датчик 4. На
фланці 5 круга крейдою, через рівні кути,
наносять не менше 16 міток, які нумерують
цифрами 1, 2, ... Елементи стробоскопічного
тахометра з’єднуються між собою та з
електромережею електричними дротами,
лампа 2 установлюється таким чином, щоб
при її вмиканні освітлювалась та ділянка
кола фланця 5 з позначками, яка є найближчою
до датчика. Очевидно, що при обертанні
круга, амплітуда коливань точки корпуса
бабки, в якій установлений датчик 4, буде
максимальною в ті моменти часу, коли
напроти неї проходить найважча ділянка.
В ці ж самі моменти датчик 4 подає
електричні сигнали і вмикається лампа
2, яка, таким чином, освітлює позначку,
що зроблена крейдою біля найбільш важкої
ділянки круга. Під час роботи круга і
періодичних вмикань лампи виникає
стробоскопічний ефект, при якому людині,
що проводить балансування і спостерігає
за освітлюваною лампою ділянкою круга,
останній буде здаватись нерухомим. При
цьому людина в моменти вмикання лампи
2 бачитиме одну і теж саму позначку, біля
ділянки, що створює дисбаланс. Індикатор
1 показуватиме його фактичну величину.
Після цього, круг 7 зупиняється і на
його фланці напроти визначеної при
проведенні перевірки найважчої ділянки,
установлюється вантаж 3. Далі знов
вмикають обертання круга, вимірюють
його дисбаланс і при необхідності
визначають місце для установки другого
вантажу. Розглянута послідовність
експериментів повторюється до приведення
дисбалансу круга у допустимі межі.
Д
еякі
з шліфувальних і заточувальних верстатів
оснащуються спеціальними редукторами
для здійснення динамічного балансування
абразивних кругів [4]. На
рис. 8.10 наведена спрощена конструктивна
схема такого редуктора, що закріплюється
на фланці круга 6. Редуктор містить
дисбаланси 4, 5 (диски, що установлені з
протилежними ексцентриситетами на
вихідному валу редуктора), зубчасті
колеса і проміжні вали, а також рукоятки
1, 2, при поворотах яких зубчасті колеса
і диски 4, 5 приводяться в обертання. Якщо
згідно із показаннями мікрокатора,
установленого, як показано на рис. 8.6,
фактичний дисбаланс круга 6 (див. рис.
8.10) виходить за