Файл: Методические указания к практическим занятия по дисциплине Процессы и операции формообразования для студентов направления 151900. 62 Конструкторскотехнологическое обеспечение машиностроительных производств.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 222
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Таблица 2.20
Значение коэффициента Cv и показателей степени в формуле
скорости резания при фрезеровании
| Фрезы | Материал режущей части | Операция | Коэффициент и показатели степени в формуле скорости резания | ||||||||||
| Сv | q | x | y | u | p | m | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
| Обработка конструкционной углеродистой стали σв = 750 Мпа | |||||||||||||
| Торцовые | Т15К6 | Фрезерова-ние плоскости | 332 | 0,2 | 0,1 | 0,4 | 0,2 | 0 | 0,2 | ||||
| Р6М5 Sz<0,1 Sz>0,1 | 64,7 41 | 0,25 | 0,1 | 0,2 0,4 | 0,15 | 0 | 0,2 | ||||||
| Концевые с коронками | Т15К6 | Фрезерова-ние плоскостейуступов, пазов | 145 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | ||||
| Концевые с напаянными пластинами | 234 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | ||||||
| Концевые цельные | Р6М5 | 48,7 | 0,45 | 0,5 | 0,5 | 0,1 | 0,1 | 0,33 | |||||
| Шпоночные двухперые | Фрезерова-ние шпоночных пазов | 12 | 0,3 | 0,3 | 0,25 | 0 | 0 | 0,26 | |||||
Окончание таблицы 2.20
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Обработка серого чугуна 190НВ | |||||||||
| Концевые | Р6М5 | Фрезерова-ние плоскостей и уступов | 72 | 0,7 | 0,5 | 0,2 | 0,3 | 0,3 | 0,25 |
| Прорезные и отрезные | Прорезание пазов и отрезание | 30 | 0,2 | 0,5 | 0,4 | 0,2 | 0,1 | 0,15 | |
| Обработка ковкого чугуна 150НВ | |||||||||
| Концевые | Р6М5 | Фрезерова-ние плоскостей и уступов | 68,5 | 0,45 | 0,3 | 0,2 | 0,1 | 0,1 | 0,33 |
| Прорезные и отрезные | Прорезание пазов и отрезание | 74 | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |
Таблица 2.21
Основные параметры червячных модульных фрез
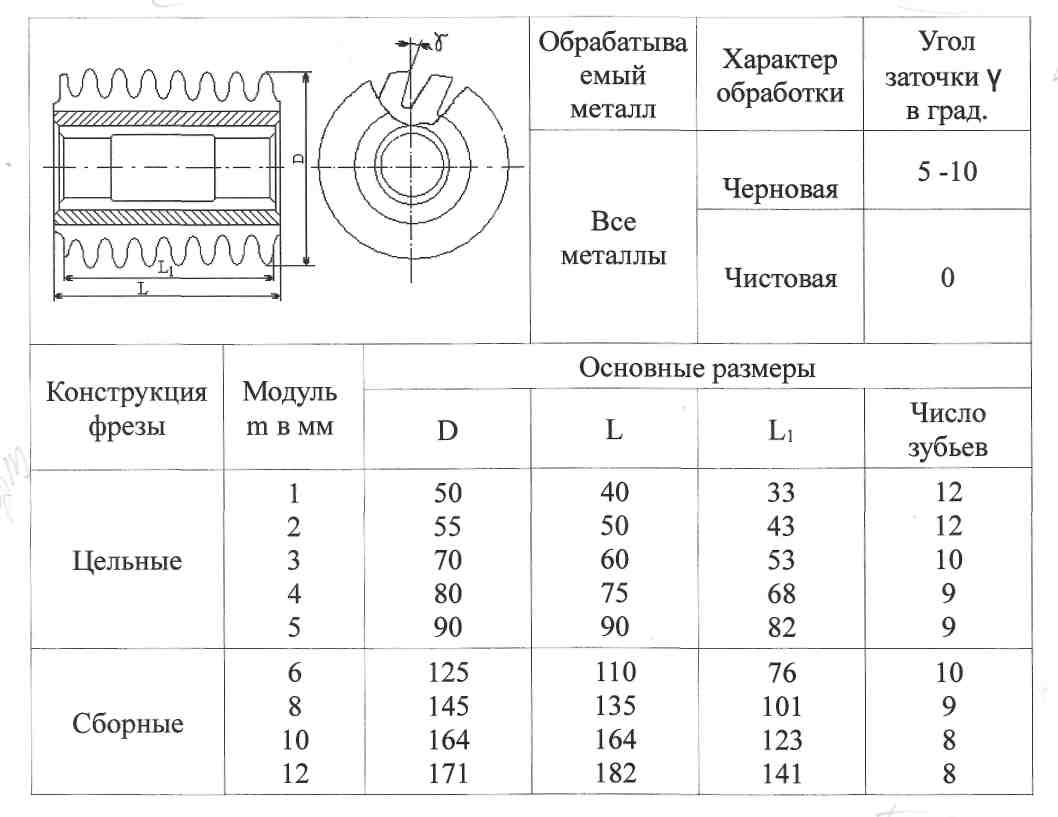 | Обрабатываемый металл | Характер обработки | Угол заточки γ в град. | ||
| Все металлы | Черновая | 5-10 | |||
| Чистовая | 0 | ||||
| Конструкция фрезы | Модуль m в мм | Основные размеры | |||
| D | L | L1 | Число зубьев | ||
| Цельные | 1 2 3 4 5 | 50 55 70 80 90 | 40 50 60 75 90 | 33 43 53 68 82 | 12 12 10 9 9 |
| Сборные | 6 8 10 12 | 125 145 164 171 | 110 135 164 182 | 76 101 123 141 | 10 9 8 8 |
Таблица 2.22
Классификация зуборезных станков по группам
| Завод изготовитель и модель станка | Мощность электродвигателя в кВт | Группа станков |
| «Комсомолец» 5310, 5Д32, 5324, 532, 5320, 5П310 (выпуска до 1945 г.) Пфаутер R1, R31, R0, RS0, Берингер RE, RF Рейнекер RF2, Барбер-Кольман №3 | 1,5…2,8 | 1 |
| «Комсомолец» 5Д32П, 5Б32, 532 (выпуск после 1945 г.) Пфаутер R2, RS2, Рейнекер VRF2, Берингер RG, Барбер-Кольман № 12 | 3…4 | 11 |
| «Комсомолец» 5П326, 5А326, 5П327, 5325, 5В31, 5В31Б, 5326 Пфаутер R4, RS4, Гульд-Эбергард 24Н | 5…9 | 111 |
| «Комсомолец» 5312, 5П325, К3ТС, 3356, Пфаутер R5, R6, Рейнекер URFS1, URF4, URF5, Найльс RF6, Вольман FD 25 | 16 и выше | 1V |
| «Комсомолец» 5310, 5Д32, 5324, 532, 5320, 5П310 (выпуска до 1945 г.) Пфаутер R1, R31, R0, RS0, Берингер RE, RF Рейнекер RF2, Барбер-Кольман №3 | 1,5…2,8 | 1 |
Таблица 2.23
Подачи. Фрезы червячные модульные однозаходные
| Характер обработки | Обрабатывае-мый материал | Модуль в мм | Группы станков | |||
| I | II | III | IV | |||
| Подача на один оборот детали в мм/об | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Черновая обработка | Сталь 45 170-207НВ | 1,5 2,5 4 6 8 12 | 0,8-1,2 1,2-1,6 1,6-2,0 1,2-1,4 - - | 1,4-1,8 2,4-2,8 2,6-3,0 2,2-2.,6 2,0-2,2 - | 1,6-1,8 2,4-2,8 2,8-3,2 2,4-2,8 2,2-2,6 2,0-2,4 | - 2,4-2,8 2,8-3,2 2,6-3,0 2,4-2,8 2,2-2,6 |
| Чугун серый | 1,5 2,5 4 6 8 12 | 0,9-1,3 1,3-1,8 1,8-2,2 1,3-1,6 - - | 1,6-2,2 2,6-3,0 2,8-3,2 2,4-3,0 2,2-2,4 - | 1,8-2,2 2,6-3,0 3,0-3,5 2,6-3,0 2,5-2,8 2,2-2,8 | - 2,6-3,2 3,0-3,5 2,8-3,3 2,6-3,0 2,4-2,8 | |
Окончание таблицы 2.23
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| Чистовая обработка | По сплошному металлу | Rz 40-20 | Сталь 45 170-207НВ | 1,5-2,0 3,0 | 1,0-1,2 1,2-1,8 0,5-0,8 0,8-1,0 | |||
| Ra 2,5 | 1,5-2,0 3,0 | |||||||
| Rz 40-20 | Чугун серый | 1,5-2,0 3,0 | 1,2-1,4 1,4-1,8 0,5-0,8 0,8-1,0 | |||||
| Ra 2,5 | 1,5-2,0 3,0 | |||||||
| По предвари-тельно проре-занному зубу | Rz 40-20 | Сталь и серый чугун | - | 2,0-2,5 | ||||
| Ra 2,5 | - | 0,7-0,8 | ||||||
Таблица 2.24
Поправочные коэффициенты на подачу для измененных
условий работы при зубонарезании
| От механической характеристики стали | Конструкционные углеродистые стали | Конструкционные легированные стали | ||||||||
| Марка стали | 35 | 45 | 50 | 35Х 40Х | 20Х 12ХН3 18ХГТ 20ХНМ12ХН4 | 30ХГТ | 18ХНВА 38ХМЮА 5ХНМ 6ХНМ 0ХН3М | |||
| Твердость по Бриннелю, НВ | 156-187 | 170-207 | до 241 | 170-229 | 156- 207 | 156-229 | 156- 307 | 156-229 | 229-285 | |
| KMS | 1,0 | 0,9 | 1,0 | 0,9 | 0,8 | 0,7 | ||||
| | Угол наклона зуба β в градусах | 0 | 15 | 30 | 45 | 60 | ||||
| От угла наклона зуба | Кβs | Одноименный наклон | 1,0 | 0,90 | 0,80 | 0,65 | ||||
| Разноименный наклон | 1,0 | 0,75 | 0,65 | 0,50 | ||||||
Таблица 2.25
Средние значения периода стойкости зубонарезных инструментов,
изготовленных из стали Р18
| Типы инструментов | Период стойкости, мин | |||||
| Характер обработки | Материал | Нарезаемый модуль, мм | ||||
| 4 | 6 | 8 | 12 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Фрезы червячные модульные | черновая | сталь чугун | 240 480 | 360 720 | 480 960 | 720 1440 |
| чистовая | сталь чугун | 240 480 | 360 720 | |||