Файл: Тематический план по выполнению лабораторных работ и практических занятий по междисциплинарному курсу мдк 01. 04. Контроль качества сварных соединений.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 197
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Исправление прочих разновидностей
Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна! Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай». Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов. Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. При устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Замечание по исправленным дефектам
Места с исправленными - повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
II.Практическая часть.
1.Технологическая задача: По фотоматериалам определить вид дефектов сварных швов, установить причины возникновения дефектов и предложить способы устранения их( заполнить технологическую карту).
| № п/п | Фотография сварного шва | Название дефекта шва | Причины возникновения дефекта шва | Методы устранения дефекта шва |
| 1. |  | | | |
| 2 |  | | | |
| 3. |  | | | |
| |  | | | |
-
Контрольные вопросы
1.Какие дефекты сварных соединений являются внешними и внутренними?
2.Что называют непроваром, наплывом, подрезом, шлаковым включением, пористо-стью, трещиной?
3. Каковы причины образования разных видов дефектов?
4. Какие дефекты в сварных соединениях допустимы с ограничениями, а какие — нет?
Вывод:______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Практическое занятие №5
ВЫЯВЛЕНИЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ В СВАРНЫХ ИЗДЕЛИЯХ.
Цель: Изучить причины возникновения напряжений и деформаций в сварных соединениях для их минимизации и снижения влияния на качество сварных конструкций – на изменение геометрической формы сварного шва.
Оснащение:
-
справочные таблицы; -
набор сварочных конструкций; -
карточки- задания; -
бланки отчетов
Ход работы.
I.Теоретическая часть.
При сварке металлической конструкции в ней возникают внутренние напряжения и деформации. Под термином «сварочные деформации» понимаются перемещения различных точек свариваемого изделия, такие как укорочение, изгиб, поворот сечений, потеря устойчивости листовых элементов и др. (рис. 1). Таким образом, во время изготовления сварных конструкций искажаются проектные формы и размеры изделий, которые требуют для восстановления нежелательного внешнего силового воздействия (правки). В условиях эксплуатации остаточные напряжения и пластические деформации металла могут способствовать хрупкому и усталостному разрушению, уменьшению коррозионной стойкости, изменению жесткости или точности сварной конструкции. Между тем, правильное построение технологического процесса сборки и сварки, а также выбор рациональных режимов сварки, как правило, позволяют уменьшить уровень остаточных напряжений и деформаций.
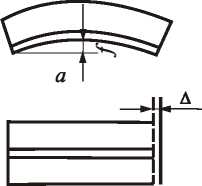
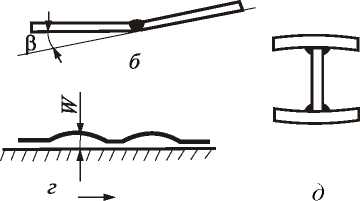
Рис. 1. Виды перемещений при деформации сварных конструкций: а - прогиб; б - угол поворота; в - укорочение; г - выход из плоскости равновесия; д - грибовидность полок
Причины возникновения напряжений и деформаций при сварке
Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами.
К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс сварки может происходить. К таким причинам при сварке относят неправильные решения конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. д.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. д..
Основные причины возникновения внутренних напряжений и остаточных деформаций в сварных соединениях и конструкциях следующие:
1.Неравномерное нагревание металла. Все металлы при нагревании расширяются, а при охлаждении сжимаются. Процессы сварки плавлением характеризуются местным нагревом металла и последующим охлаждением с образованием неравномерного температурного поля в сварном соединении. Следовательно, в свариваемой детали возникают сжимающие и (или) растягивающие термические внутренние напряжения. Их величина зависит от физических свойств металла, размеров нагретой зоны и градиента температуры. При сварке конструкции возможность её свободного перемещения в процессе нагрева и охлаждения ограничена, что увеличивает уровень термических напряжений, величина которых может значительно превышать уровень напряжений, возникающих при нагревании свободно изменяющей размеры конструкции Если величина внутренних напряжений превысит предел текучести металла от, в конструкции произойдет изменение формы, то есть появятся остаточные деформации.
Аналогичным образом возникают внутренние напряжения и деформации при наплавке, например, валика на кромку металлической пластины (рис. 2, а). Наплавленный валик и нагретая часть пластины будут расширяться и растягивать холодную часть, вызывая в ней деформацию растяжения с изгибом. Сам же валик и нагретая часть пластины будут сжаты, поскольку их тепловому расширению препятствует ее холодная часть. Характер распределения напряжений показан на рис. 2, б. Растягивающие напряжения принято обозначать знаком «+», а сжимающие - знаком «-».
Нагретая зона и валик а Графики напряжений
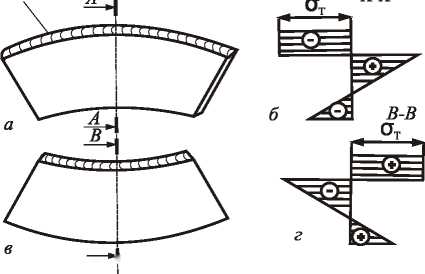
Рис.2. Напряжения и деформации при сварке
В процессе остывания наплавленный валик и нагретая часть полосы, претерпев пластическую деформацию, будут укорачиваться. Этому укорочению вновь будут препятствовать слои холодной части металла пластины. Теперь уже наплавленный металл и нагревшаяся часть пластины будут стягивать участки холодного металла. Они сожмутся, и пластина прогнется выпуклостью вниз (рис. 2, в), а остаточные напряжения в ней распределятся, как показано на рис. 2, г.
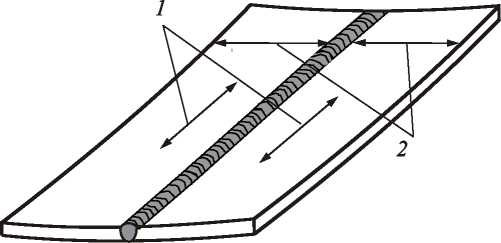
2.Литейная усадка наплавленного металла. При охлаждении и затвердевании жидкого металла сварочной ванны происходит его усадка, вследствие чего в основном металле, противодействующем этой усадке, возникают продольные и поперечные внутренние напряжения, вызывающие соответствующие деформации сварного соединения (рис. 3). За счет продольной усадки возникает деформация соединения в продольном направлении относительно оси шва (рис. 1, а и в), а поперечная, как правило, вызывает угловые деформации (рис. 1, б).
3.Напряжения от структурных превращений в металле. При сварке изделий из углеродистых и легированных сталей напряжения возникают при нагреве до критических температур, при которых происходят фазовые превращения с изменением типа кристаллической решётки и образованием фазы, обладающей большим удельным объёмом и другим коэффициентом линейного расширения. Поэтому сварочные напряжения в закаливающихся сталях более опасны. Для сварки таких материалов необходимо разрабатывать более сложный технологический процесс, регулируя условия предварительного нагрева и охлаждения после сварки.