ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 207
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Автоматтандырылған технологиялық үдерістерде бұйымды жобалауда, жаңа үлгілерді өндіріске дайындау мерзімін қысқартуға, бұйымның құрастырылуын және дайындау технологиясын автоматтық тәртіпте орындауға, технологиялық үдерісін жетілдіруге, шығарылатын өнім түржинағын түрлендіруге ерекше үлес қосады. Соңғы жылдары ақпараттық технологиялардың қарқынды дамуы, тігін кәсіпорын салаларында автоматтандырылған жобалау жүйелерін қолдануды жетілдіре түсті. Автоматтандырылған жобалау жүйесі, ғылыми үдеріс деңгейіндегі техникалық саладағы зерттеулерді, технологиялық үдерісте инновациялық шешімдерді қолданумен тығыз байланысты. Автоматтандырылған жобалау жүйесін тігін саласында қолдану, қазіргі заманғы киім түржинақтарын өндірудің технологиялық үдерістерінде, яғни композициялық және конструкциялық жұмыстарының күрделілігін, бұйымдарды дайындау технологиясын жеңілдетіп, кәсіпорында ақпараттық көлемде автоматтық тәртіпте басқаруды ұйымдастырады және өндірістік шығындарды азайтады.
! Түйінді сөздер: өндірістік цикл, түржинақ, өндіріс көлемі, ағын, өндірістік бағдарлама, технологиялық үдеріс, аз сeриялы, агрегатты топталған, инновациялық шешім, конвейерлі, автоматтандырылған жобалау жүйесі, желі бағытының саны, ағын тактісі.
? Бақылау сұрақтары
1. Тігін өндірісінде кәсіпорынның құрылымын атап айтыңыз?
2. Тігін кәсіпорындарында цех ауданын қалай анықтайды?
3. Кәсіпорынның алдын ала есебі қандай тапсырмаларға негізделеді?
4. Тігін кәсіпорындарында технологиялық үдерісті ұйымдастыру қандай факторларға негізделеді?
5. Технологиялық үдерістерді өндірісте ұйымдастыру формасы қандай?
6. Ағын өндірісінде технологиялық үдерісті ұйымдастыру артықшылықтарын атап айтыңыз?
7. Тігін кәсіпорнында автоматтандырылған жобалау жүйесінің ерекшелігі неде?
Дәріс 3. Технологиялық ағындардағы жұмыс ырғағы және әртүрлі формадағы ағындардың сипаттамасы
Мақсаты: Технологиялық ағындардағы жұмыс ырғағын және әртүрлі формадағы ағындарды талдау.
Сұрақтар тізімі:1.Ағындағы жұмысты ұйымдастыру формасы
2. Ағынның тасымалдау әдісіне қарай сипаттамасы
3. Конвейерлі ағындардың технологиялық сипаттамасы
Қолданылған әдебиеттер:
-
Мокеева Н.С., Жилисбаева Р. О. Проектирование швейных предприятий - Алматы: LEM, 2019. - 304 с. -
Кучарбаева К.Ж. Тігін кәсіпорындарын жобалау негіздері. ҚР Жоғарғы оқу орындарының қауымдастығы - 2015. - Алматы -188 б. -
Воронкова, Т.Ю. Проектирование швейных предприятий. Технологические процессы пошива одежды на предприятиях сервиса. - M. : ФОРУМ:ИНФРА-М, 2019. - 128 с.
Ағын өндірісінің негізгі көрсеткіштерінің бірі жұмыс ырғағы. Ағын ырғағы немесе тактісі белгілі бір уақыт аралығында рет-ретімен немесе өнімнің белгілі санын шығарумен анықталады. Ағын тактісі оның қуатына байланысты.
Технологиялық ағын көптеген көрсеткіштермен сараланады:
-
қолданылатын техника деңгейімен; -
жұмыстың ұйымдастырылу формасымен; -
жартылай фабрикаттың тасымалдау әдісімен; -
ағын қуатымен; -
құрылымымен; -
бір уақытта дайындалатын үлгі санымен; -
үлгіні жіберу әдісімен; -
бөлшекті тарату әдісімен және тағы басқа.
Ағындағы жұмысты ұйымдастыру формасы жұмыс ырғағына байланысты анықталады. Бұл көрсеткіші бойынша тігін цехтарында ағындарды үш түрге топтастырады:
-
қатаң ырғақты ағын; -
еркін ырғақты ағын; -
аралас ырғақты ағын.
Қатаң ырғақты ағында жұмыс ырғағын ұйымдастыру әрбір жұмысшы орнына белгілі бір уақыт интервалында белгілі жартылай фабрикат санының жіберілуімен анықталады. Қатаң ырғақты ағында жартылай фабрикаттарды тасымалдау құрылғысына конвейер қолданылады. Конвейердің жылжу жылдамдығы ағын тактісіне сәйкес есептелінеді, яғни жартылай фабрикаттарды бір жұмысшы орнынан екінші жұмысшы орнына тасымалдау уақыты технологиялық үдеріс тактісіне сәйкес болуы қажет. Конвейер бұл жағдайда, технологиялық операциядағы жартылай фабрикаттарды жұмыс орнына тасымалдауды механикаландырумен қатар, ағында қатаң ырғақпен жұмыс орындалуын қалыптастырады және еңбек өнімділігін жоғарылатады. Тігін бұйымдарының тұрақты түржинағын дайындауда қатаң ырғақты ағын қолданылады. Әртүрлі түржинақтағы бұйым шығаратын және үлгілері тез өзгеретін ағындарда қатаң ырғақты жұмысты ұйымдастыру тәртібі қиындыққа әкеледі. Сонымен қатар, қатаң ырғақты ағындағы жұмысшылар технологиялық операцияларды орындау барысында, еңбек өнімділігін жоғарылату мақсатында, қосымша уақыттарды қысқартуда жеке тәсілдерді қолдану мүмкіндіктері шектеулі болады.
Конвейерлі қатаң ырғақты ағындар сырт киімдерді дайындаудың жинау секциясына кеңінен қолданылады. Ағын қуаты азайғанда такт жоғарылайды, қатаң ырғақты конвейердің жылжу жылдамдығы ағындағы бірқалыпты жұмысты ұйымдастыруды қалыптастырады. Жұмыс орнын ағында жоспарлау технологиялық үдерістегі операция реттілігімен орындалады.
Еркін ырғақты ағында жұмыс ырғағын ұйымдастыруда белгілі тәртіптегі реттегіш болмайды. Мұндай ағындарда жұмыс орындарына жартылай фабрикат будамен жіберіледі және технологиялық үдеріс аралығында тасымалдайтын құралдармен немесе белгілі жылдамдықтағы әртүрлі конструкциялық конвейерлер қолданылады. Конвейер бұл жағдайда тек қана тасымалдау құрылғысының функциясын атқарады.
Еркін ырғақты ағындарды қатаң ырғақты ағындарға салыстырғанда артықшылықтары бар. Мұнда бір уақытта әртүрлі бұйым үлгілерін шығару үйлесімділігімен ерекшеленеді, бөлшектерді өңдеуде түйіндік және топтық технологиялық жүйелерін қолданылады. Ағында жаңа үлгілер немесе түржинақ алмастырылғанда, барлық технологиялық операция бойынша үдеріс қайта ұйымдастырылмайды, тек қана кейбір топтар бойынша өзгерту енгізіледі. Бұл ағындарда орындаушылар жұмыс уақыттарын тиімді пайдаланады, жинау-тасымалдау тәсілдеріндегі қосымша уақыттарды азайтады. Еркін ырғақты ағындарда жеке жұмысшылардың будамен жұмыс істеу жүйесі, бөлшекті өңдеудің тиімді тәсілдерін қолдану мүмкіндіктерін жоғарылатады. Ағында жұмыс орындарын оңтайлы орналастыру және жартылай фабрикаттарды тасымалдау ыңғайлылығын қамтамасыз етеді, технологиялық үдерісте еңбек өнімділігін жоғарылатады. Жұмыс орындарын ағында топтастырып жоспарлау арқылы өндіріс ауданын тиімді пайдаланады, технологиялық операция реттілігінде бөлшектерді өңдеудегі құрал-жабдықтар тиімді қолданылады.
Ағынның бір бөлімінде қатаң ырғақты ұйымдастыру формасы, келесі бөлімінде еркін ырғақты ұйымдастыру қолданылғанда аралас ырғақты ағын деп аталады.
Технологиялық ағында жартылай фабрикаттарды тасымалдау тәсілдеріне байланысты екі түрі қолданылады:
-
конвейерлі ағын; -
конвейерсіз ағын.
Конвейер – бұл жартылай фабрикаттарды бір ұйымдастырылған операциялардан екіншісіне тасымалдаудың жылдамдығы ағынның тактісімен үйлестірілген жетекті тасымалдау құрылғысы. Тігін ағындарының технологиялық үдерісінде конвейерлер екі тәртіппен жұмыс істейді:
-
диспетчер-операция-операция (ДОО); -
диспетчер-операция-диспетчер (ДОД).
Конвейер – үздіксіз жұмыс істейтінтасымалдаушы қондырғы. Конвейер ағылшынша сonveyer; convey – тасымалдау дегенді білдіреді, ерте кезеңдердеҮндістанмен Қытайдаүздіксіз су көтеретін шынжырлы сорғылар, ал Месопотамия мен Мысырда көп шөмішті және винтті су көтергіштер түрінде пайдаланылған. 16-ғасырдан бастап сусымалы (мысалы, ұн өндірісінде), кесек немесе дара жүктерді тасымалдауға арналған, жақын қашықтыққа жеткізетін конвейерлер кеңінен қолданылды. Техниканың дамуына байланысты 19-ғасырдан бастап әртүрлі конвейерлер шығарыла бастады және бұларды жасау үшін, өндірісте машина жасаудың бөлек бір саласы пайда болды.
Қозғаужәнежүк тасымалдау тетіктері бойынша конвейерлер бірнеше түрге топтастырылады. Қозғау тетігі бойынша конвейер таспалы, шынжырлы, канатты (арқанды) болып бөлінеді.
Қозғау тетігі жоқ гравитациялық конвейер, инерциялық конвейер,винттік конвейер түрлеріне бөлінеді. Жүк тасымалдау тәсіліне сәйкес қозғау тетігі бар конвейерлер: таспалы, пластинкалы,күреуішті,шөмішті және басқаларға ажыратылады. Конвейер тасымалданатын жүк түріне (сусымалы не кесек) сәйкес және жұмыс орнында орнықтыру ерекшелігіне қарай едендік және аспалы конвейерлерге бөлінеді. Өндірісте қолданылатын едендік конвейерлер орнықты бекітілген және жылжымалы (сүйретілмелі) түрлерге жіктеледі.
Тігін кәсіпорындарының технологиялық үдерістерінде жартылай фабрикаттарды тасымалдауда таспалы, тіке тұйықталған шынжырлы, аспалы шынжырлы конвейер және тасымалдау қабаттары кеңінен қолданылады. Конвейердің таспалары қалқалармен бөлінеді, пайда болған ұяшықтар бұйым түріне байланысты, бөлшектердің көлемі мен массасына байланысты және дайындау бөліміне қарай 0,3-0,7 м аралығында ауытқып тұрады. Бұл көлем жартылай фабрикаттарды тасымалдау уақытына, ағын тактісіне тең уақытты білдіретін l қашықтықты анықтайды. Конвейерлерді тігін өндірісінде қолдану салалары ағын бөлімдерінің мамандануы мен дайындалатын бұйым түрлеріне байланысты шектелмеген.
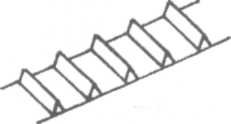
1-сурет. Бөлшектерді тасымалдайтын таспалы конвейер түрлері
Ағында қолданылатын едендік конвейерлер коробкалы, кареткалы, пластинкалы, бөлшектенген түрлерге жіктеледі 1- сурет, жартылай фабрикаттарды жұмыс орындарына тасымалдауда конвейер таспасы қолданылады.
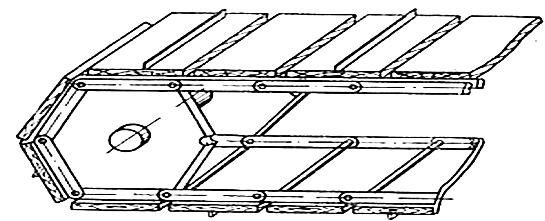
Технологиялық үдерістегі таспалы конвейер жұмысының ерекшелігі оның белгілі жылдамдықтағы толассыз қозғалысы болып табылады. Конвейер ағынды өндірістің негізгі жүйесі, ағында конвейер таспасының қозғалыс бағытына қарай2- сурет, бұйымды өңдеудің технологиялық операция реттілігімен жұмыс орындарын желі бойымен орналастырады, яғни жұмысшының сол жағынан жартылай фабрикаттарды тасымалдайды. Тігін кәсіпорындарында қолданылатын таспалы ковейерлер:
-
КТОЛ-1 бір таспалы бір бағытта ғана қозғалатын конвейер сол бағыттағы жұмысшыларға арналған; -
КТОП-1 бір таспалы оң бағыттағы жұмысшылар тобына арналған; -
КТОД-1 бір таспалы конвейер екі бағыттағы жұмысшыларға арналған; -
КТДД-1 екі таспалы оң және сол жақ қатардағы жұмысшыларға арналған.
Таспалы конвейерлердің артықшылығына оның құрылымының қарапайымдылығы, қызмет көрсету ыңғайлығы, технологиялық операция аралығында жартылай фабрикаттарды конвейерге жүктеудің мүмкіншілігі.

2-сурет. Кәсіпорындағы едендік конвейер түрлері
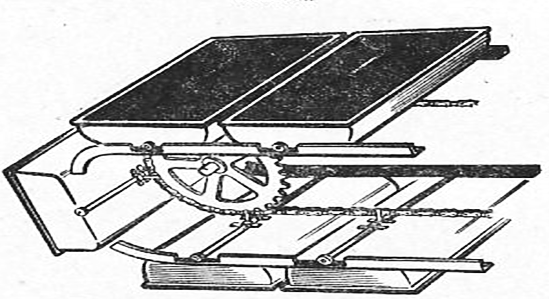
Топтық конвейерлі ағындарда бір-бірінен желі бағытының саны және жұмыс орнындағы ағынының санымен ерекшеленеді. Желі бағытының саны жұмыс орны санына тең болса, екі топты екі қатарлы ағынды қолданамыз. Конвейерлі еркін ырғақты ағында автоматты адрестелген коробкада жартылай фабрикаттарды тұйықталған конвейерде жіберіледі, бұл айналмалы ағын деп аталады. Жұмыс орнына бөлшектерді адрестелген коробкада будамен жіберумен ерекшеленеді, яғни конвейер таспасының қозғалысы көлденең не тік тұйықталған болады. Айналмалы ағында (3- сурет) жартылай фабрикаттарды коробкада ұйымдастырған операция нөмірі көрсетілген карточкамен және технологиялық үдерісте есептелген тәртіппен жіберіледі.
Конвейердің қозғалысы белгілі ырғақ интервалына тең, мұнда ағын тактісіне және коробкадағы бұйым санына көбейтілген өңдеу уақыт мөлшерінің шамалық көрсеткіші алынады. Әр жұмысшы орнына үш коробка жобаланады, әрбір технологиялық операция аралығында қор жиналады. Айналмалы аз қуатты ағындарда модель аралығындағы өңдеу уақыты айырмашашылығы аз болғанда және аз сериялы бұйымдарды дайындауда ұсынылады. Айналмалы ағында жартылай фабрикаттарды конвейерде тасымалдау арқылы, яғни бөлшектерді технологиялық операция аралығында тасымалдау уақытын қысқарту арқылы, жұмысшылардың еңбек өнімділігін арттыруға үлкен үлес қосады. Ағында дайындалатын модель алмастырғанда, технологиялық үдерісте өңделетін операция реттілігінде жұмыс орнын қайта жайластыру талап етілмейді. Жаңа модельді ағынға жіберуде, бұйымды өндіріске жіберу уақыты және жұмыс орнын қайта жоспарлау жұмыстары қысқарады. Адрестелген коробка көмегімен жұмыс орнын мамандандыру