ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 210
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
, яғни жұмыс орнына коробканы қайта жіберу мүмкіндігіне ие болады.

3-сурет. Ағында таспалы конвейерде жартылай фабрикатарды тасымалдау
Шынжырлы конвейерде жартылай фабрикатты тасымалдауда негізгі қозғау тетігі шынжыр болып табылады, сол қозғалыс арқылы технологиялық операция реттілігімен бөлшектерді тасымалдайды. Шынжырлы конвейерлер пластиналы, науалы, қалақты, жүкжетекті және аспалы болады. Шынжырлы тік тұйықталған конвейердің негізгі элементі екі топсалы шынжыр болып табылады. Оның бірнеше модификациясы бар:
Барлық конвейерлер ДОО тәртібінде жартылай фабрикатты тасымалдайды. Конвейерлі ағында еңбек өнімділігінің артуына бөлшектерді тасымалдау жұмысының қысқартылуы тікелей әсерін береді, жартылай фабрикаттарды даралап жіберудің нәтижесінде технологиялық үдерісте аяқталмаған өндіріс көлемі азаяды және шығарылатын өнімнің сапасы жоғарылайды.
Кейінгі кездерде аспалы конвейермен жартылай фабрикатты ілінген күйінде тасымалдау кеңінен қолданылады. Ілінген жартылай фабрикатты (4- сурет) әртүрлі қысқыштарда белгілі бір жартылай фабрикат санымен тасымалдайды. Тігін кәсіпорындарында Сандт фирмасының «Каллен» конвейерінде алынатын қыстырғышта бес-алты шалбардың алдыңғы бөлігін немесе жиырма ұсақ бөлшегі қыстырылады.

4-сурет. Аспалы конвейердегі ілгіш және қысқыш түрлері
Тігін цехтарында аспалы конвейерлі құрылғыда жартылай фабрикат тасымалдау үшін қыстырғыштарды бағыттауға автоматты басқару жүйесі технологиялық үдеріс желісінің барлығында ұйымдастырылады. Осы мақсатта аспалы конвейерлерді сигналды құрылғы микропроцессорлер жабдықталады. «Жиссе отамасьон» фирмасының конвейерлерінде (Франция) Жиссе процесс құрылғысы қолданады. Онда жұмысшының есептелген жеке уақытына сәйкес тасымалдайды. Осы фирманың «Жиссе пилот» құрылғысы аспалы конвейерде жартылай фабрикатты тасымалдауды автоматты түрде басқарады.
Аспалы конвейердің қолданатын басқа түрлеріне «Дюркопп» фирмасының «Дататрон жүйесі» (5-сурет) жартылай фабрикатты аспалы түрде тасымалдайды. Бір ілгішке бұйымның барлық бөлшегі қыстырылады.
5-сурет. Дататрон жүйесінде ағынды ұйымдастыру
Компьютер ілгішті белгілі жұмыс орындарына бағыттап отырады. Операция орындалғаннан соң осы жұмысшы орнынан ілгіш келесі жұмысшы орнына автоматты түрде қозғалады және тағы басқа, яғни бұйым дайындалғанша осы операция қайталанады. Конвейерлі ағындағы автоматтандырылған тасымалдау жүйесі, жартылай фабрикаттармен жинау секциясын қамтамасыз етеді. Мұнда технологиялық операция реттілігінде жұмыс орындары бөлек топталып орналастырады, әрқайсысын өз жұмысымен қамтамасыз ететін жұмысшы орнының саны әр топта 10-12 адам.
Автоматтандырылған тасымалдау құралдары аспалы конвейер, тігін кәсіпорындарының көп саласында қолданады, бұлар көздеген бағытыңа қарай жартылай фабрикаттарды бағыттайды. Бағдарламаланған жүйе бойынша ағында технологиялық үдерісінде жүретін бұрылыстарды, жартылай фабрикаттарды жұмыс орнына түсірумен қатар ол жерден тиеп ала жүреді. Бұл жүйедегі датчиктер мен бағдарламалық құрылғыларға, жүру бағытын еске сақтайтын, тоқтау командасы, керекті бұрылыстарда бұрылатын немесе тасымалдау кезінде тоқтау сигналдары орнатылған. Әр топ бірбағытты желіде екі жақты жұмыс орны орналастырылады. Әр топқа арналған автоматтандырылған жұмыс бірнеше бағдарламалармен жабдықталған:
Конвейердегі автоматтандырылған бағдарлама жүйесінің артықшылықтары:
Алайда конвейерлі ағынның технологиялық үдерісінде бірқатар кемшіліктері кездеседі:
Конвейерлі еркін ырғақты ағында аспалы конвейерде жартылай фабрикаттарды тасымалдау, арнайы құрылғыда қыстырылған күйінде будамен орындалады. Бұл ағында операцияларды ұйымдастыруда жинау және тасымалдау жұмыстарының уақыттарын қысқартады. Конвейерлі еркін ырғақты ағын, жұмыс орнының мамандануына және жабдықты толық пайдалануға, еңбек өнімділігін арттыруға мүмкіндік береді. Бұл ағынның технологиялық үдерісінде көп үлгіні бірден дайындауға жағдай жасайды.
Қатаң ырғақты конвейерлі ағын қазіргі кезде ағын қуатының ұлғаюы мен дайындалған бұйым түржинақтарының кеңеюіне байланысты қатаң ырғақты конвейерлер шектеулі қолданылады. Негізінен үлкен көлемді сырт киімді дайындағанда жинау секциясында қолданылады. Жұмыс ырғағын қамтамасыз ету үшін технологиялық өңдеу реттілігін қатаң сақтайды және ағында негізгі келісімшарт талаптарымен қатар қосымша келісімшарт талаптарын сақтайды.Қатаң ырғақты конвейерлі ағында жартылай фабрикаттарды тасымалдаудың жылдамдығы ағынның тактісіне тәуелді болады, яғни конвейердің жылдамдық қозғалысы ағын жұмысының тактісін және ырғағын сақтауды қамтамасыз етеді.
Конвейерлі қатаң ырғақты ағынның артықшылығы – бұйым дайындау уақытын қысқартады, аяқталмаған өнім қоры аз болады, жұмыс ырғағы қатаң сақталады. Конвейерлі қатаң ырғақты ағынның кемшілігі – жұмысшы мен жұмыс орнын технологиялық операцияларға мамандандыру мүмкіншілігі аз, модель өзгергенде бұйымды өңдеудің ұйымдастырылған операция реттілігімен ағынды қайта жоспарлау орындалады, яғни модельді өндіріске жіберу уақытын ұзартады.
Қатаң ырғақты ұйымдастыру формасындағы ағындарда диспетчер-операция-операция тәртібінде, жартылай фабрикаттарды операция реттілігімен бір ұйымдастырылған технологиялық операциядан екіншісіне тасымалдауға конвейер қолданылады. Еркін ырғақты ағындарда диспетчер-операция-диспетчер тәртібінде жартылай фабрикаттарды тасымалдау, әртүрлі модельдерді шығаруды қамтамасыз етеді. Жартылай фабрикаттарды дичпечер коробкалы немесе жәшікті құрылғылы конвейермен жұмыс орнына жібереді, конвейерден автоматты тәртіпте бөлшектер жұмыс орнына түседі, технологиялық операцияда жұмыс орындалғаннан кейін диспетчерге өңделген бөлшектер қайтарылады.
Тігін кәсіпорын ағындарындааспалы конвейердіқолданғанда, жартылай фабрикаттар мен бұйымдар қыстырылған кареткамен, қыстырғышпен,аспалы ілгішпен тасымалданады. Сырт киімдерді, жеңіл киімдерді, шалбар және басқа бұйымдарды өңдеудің технологиялық үдерісінде бөлшектерді тасымалдауға және жинау, әрлеу секцияларында бұйымды даралап тасымалдауға қолданылады. Ағында жартылай фабрикатты тасымалдауға аспалы конвейер қолданғанда, бұйым өңдеудің технологиялық операциялардың реттілігін қатаң сақтау қажет.
6-сурет. Ағындағы аспалы конвейерде бұйымды даралап тасымалдау
Тігін кәсіпорындарда аспалы конвейерде жартылай фабрикаттарды тасымалдау, технологиялық үдерістегі ағындарда модельдің көп санын дайындауға жағдай жасайды, бұйымды өңдеуде бөлшектерді жинау жүйесінде айырмашылығы үлкен болғанда қолданылады. Технологиялық үдеріске жартылай фабрикатарды жіберу қыстырылған күйінде будамен орындалады, әрбір жұмыс орны жартылай фабрикаттармен қамтамасыз етіледі. Бұл ағындарда технологиялық операцияны ұйымдастыруда жинау және тасымалдау жұмыстарында уақытын қысқартады. Конвейерлі ағындар жұмыс орындарын мамандандыруға және қолданылған жабдықтарды толық пайдалануға, технологиялық үдерісте жұмыстың еңбек өнімділігін арттыруға мүмкіндік береді.
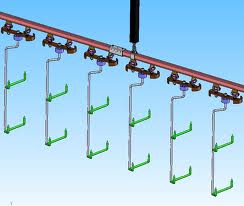
Жаңа ағын фирмасының жұмысын ұйымдастырудың бірі – тасымалдау роботтарын өндірісте қолдану жүйесі болып табылады. Тасымалдағыш робот (7-сурет) бір жұмысшы орнынан екіншісіне бункердегі өңделетін жартылай фабрикат будасын ала отырып қозғалады. Робот қозғалысы алдын ала берілген бағдармен қатаң орындалады, яғни әрбір жұмысшы орнынан, бункерден жартылай фабрикаттарды алу уақыты және жартылай фабрикаттарды бункерлерге тапсыру уақыты ескерілген. Бір робот 12-16 жұмысшы орындарына қызмет етеді. Аспалы және едендік өндірістік тасымалдау роботтары технологиялық үдерісте кеңінен (ПТР) қолданылады.
7-сурет. Жартылай фабрикатты робот қысқыштармен тасымалдау
Конвейерсіз ағындарда жартылай фабрикаттардың будасын жұмыс орындары мен секция аралығына тасымалдауға, пішімдер мен дайын бұйымдарды сақтау және жеткізіп тасымалдауға келесі қатынас құралдары қолданылады: қол арбалар, сөрелер, столаралықтар, ылдилар, каретка қысқыш, кронштейн арбалар кеңінен қолданылады. Бұйымның жартылай фабрикаттарын бір жұмыс орнынан екінші жұмыс орнына тасымалдау жетексіз тасымалдау құралдары қолданылады, жетексіз тасымалдау құралдары өте үнемді, өйткені олар арзан және ерекше күтімді қажет етпейді.
3-сурет. Ағында таспалы конвейерде жартылай фабрикатарды тасымалдау
Шынжырлы конвейерде жартылай фабрикатты тасымалдауда негізгі қозғау тетігі шынжыр болып табылады, сол қозғалыс арқылы технологиялық операция реттілігімен бөлшектерді тасымалдайды. Шынжырлы конвейерлер пластиналы, науалы, қалақты, жүкжетекті және аспалы болады. Шынжырлы тік тұйықталған конвейердің негізгі элементі екі топсалы шынжыр болып табылады. Оның бірнеше модификациясы бар:
-
КЗ – конвейердің екі жағына бұйымды өңдеудің реттілігімен жұмыс орны орналастырады. Жеткізуші элементі бекітілген екі шынжыр, ұсақ бөлшектерді жиыстыратын каретка және жартылай фабрикатты ілетін Кжонштейнмен жабдықталған конвейер. Тасымалдайтын жеткізуші элементінің қадамы 0,22-0,3 м., дайындау секциясындағы жартылай фабрикатты тасымалдауға арналған. -
КМ – бір бағытағы конвейердің екі жағында жұмыс орны орналасқан. Оның КЗ-дан айырмашылығы кареткада бекітілген бір ғана тізбегі бар. Өңделетін бұйым кареткаға толғанша жинақталады. Жеткізуші элеметттерінің қадамы бұйым түріне байланысты 0,15-0,23 м. құрайды, жинау секциясындағы жартылай фабрикатты және бұйымдарды тасымалдауға арналған. Бұл конвейерлерде белгіленген жылдамдықты сақтап тұратын вариатор бар. Технологиялық үдерісте таспалы ковейерлер 0,007-0,050 м/сек (0,4-3,0 м/мин), ал шынжырлы конвейерлер 0,002 м/сек (0,122 м/мин) жылдамдықта қозғалыс жасайды. -
ЦПК шынжырлы көлденең тұйықталған конвейер және жұмыс орны сол жақта бір қатарда орналасқан жартылай фабрикаттарды бірбағытқа тасымалдайды. Негізгі жеткізуші элементі бекітілген шынжыр болып табылады, шынжырға белгіленген қадаммен аспалы ілгіш бекітілген, оған өңделетін жартылай фабрикаттар мен бұйымдар ілінеді. Шынжырлы конвейердің жылжу жылдамдығы тұрақты 0,1 м/сек., жартылай фабрикатты тасымалдаудың қозғалыс траекториясы тұйықталған.
Барлық конвейерлер ДОО тәртібінде жартылай фабрикатты тасымалдайды. Конвейерлі ағында еңбек өнімділігінің артуына бөлшектерді тасымалдау жұмысының қысқартылуы тікелей әсерін береді, жартылай фабрикаттарды даралап жіберудің нәтижесінде технологиялық үдерісте аяқталмаған өндіріс көлемі азаяды және шығарылатын өнімнің сапасы жоғарылайды.
Кейінгі кездерде аспалы конвейермен жартылай фабрикатты ілінген күйінде тасымалдау кеңінен қолданылады. Ілінген жартылай фабрикатты (4- сурет) әртүрлі қысқыштарда белгілі бір жартылай фабрикат санымен тасымалдайды. Тігін кәсіпорындарында Сандт фирмасының «Каллен» конвейерінде алынатын қыстырғышта бес-алты шалбардың алдыңғы бөлігін немесе жиырма ұсақ бөлшегі қыстырылады.
4-сурет. Аспалы конвейердегі ілгіш және қысқыш түрлері
Тігін цехтарында аспалы конвейерлі құрылғыда жартылай фабрикат тасымалдау үшін қыстырғыштарды бағыттауға автоматты басқару жүйесі технологиялық үдеріс желісінің барлығында ұйымдастырылады. Осы мақсатта аспалы конвейерлерді сигналды құрылғы микропроцессорлер жабдықталады. «Жиссе отамасьон» фирмасының конвейерлерінде (Франция) Жиссе процесс құрылғысы қолданады. Онда жұмысшының есептелген жеке уақытына сәйкес тасымалдайды. Осы фирманың «Жиссе пилот» құрылғысы аспалы конвейерде жартылай фабрикатты тасымалдауды автоматты түрде басқарады.
Аспалы конвейердің қолданатын басқа түрлеріне «Дюркопп» фирмасының «Дататрон жүйесі» (5-сурет) жартылай фабрикатты аспалы түрде тасымалдайды. Бір ілгішке бұйымның барлық бөлшегі қыстырылады.
5-сурет. Дататрон жүйесінде ағынды ұйымдастыру
Компьютер ілгішті белгілі жұмыс орындарына бағыттап отырады. Операция орындалғаннан соң осы жұмысшы орнынан ілгіш келесі жұмысшы орнына автоматты түрде қозғалады және тағы басқа, яғни бұйым дайындалғанша осы операция қайталанады. Конвейерлі ағындағы автоматтандырылған тасымалдау жүйесі, жартылай фабрикаттармен жинау секциясын қамтамасыз етеді. Мұнда технологиялық операция реттілігінде жұмыс орындары бөлек топталып орналастырады, әрқайсысын өз жұмысымен қамтамасыз ететін жұмысшы орнының саны әр топта 10-12 адам.
Автоматтандырылған тасымалдау құралдары аспалы конвейер, тігін кәсіпорындарының көп саласында қолданады, бұлар көздеген бағытыңа қарай жартылай фабрикаттарды бағыттайды. Бағдарламаланған жүйе бойынша ағында технологиялық үдерісінде жүретін бұрылыстарды, жартылай фабрикаттарды жұмыс орнына түсірумен қатар ол жерден тиеп ала жүреді. Бұл жүйедегі датчиктер мен бағдарламалық құрылғыларға, жүру бағытын еске сақтайтын, тоқтау командасы, керекті бұрылыстарда бұрылатын немесе тасымалдау кезінде тоқтау сигналдары орнатылған. Әр топ бірбағытты желіде екі жақты жұмыс орны орналастырылады. Әр топқа арналған автоматтандырылған жұмыс бірнеше бағдарламалармен жабдықталған:
-
бірінші бағдарламадағы бірінші операция жұмысшы тобына жартылай фабрикаттар түскенде қосылады. -
екінші операция екі жұмысшыға ортақ операцияны орындау кезінде қолданылады. -
үшінші соңғы бұйымды өңдеу операциясы кезінде қосылады. -
төртінші операция дайындалған бұйымнан ақау шыққан жағдайда, жартылай фабрикатты қайта өңдеу барысында шақырылады.
Конвейердегі автоматтандырылған бағдарлама жүйесінің артықшылықтары:
-
бірнеше технологиялық операцияларға қызмет ете алуы және алдындағы жұмыс орнына жартылай фабрикатты қайта тасымалдауы. -
автоматты тәртіпте әрбір жұмысшыны жартылай фабрикаттармен қамтамасыз етуі. -
жартылай фабрикатты технологиялық үдерісте жұмыс орнына буда күйінде тасымалдау мүмкіндігі.
Алайда конвейерлі ағынның технологиялық үдерісінде бірқатар кемшіліктері кездеседі:
-
технологиялық операцияда қабылдауларды орындау, яғни «бөлшекті конвейердің ұяшығынан алу» және «конвейерге жартылай фабрикаттарды салу» жұмыстары, бұйымды ағынға даралап жіберуде, орындалған операция нәтижесінде қосымша жұмысқа уақытты көп жұмсайды. -
конвейер орналасуы ағында өзгеріссіз қалуға тиіс, жобалау арнайы есептелген жұмыс орны санына негізделген. -
конвейерлі ағын жұмысының үздіксіздігі, тек қана барлық жұмыс орнындағы жұмысшы күші толық қамтамасыз ету нәтижесінде орындалады. -
бұйымды өңдеуде қысқа технологиялық операциялардың болуы, жұмыс орнына адрестелген жартылай фабрикатты тасымалдау үдерісін қиындатады.
Конвейерлі еркін ырғақты ағында аспалы конвейерде жартылай фабрикаттарды тасымалдау, арнайы құрылғыда қыстырылған күйінде будамен орындалады. Бұл ағында операцияларды ұйымдастыруда жинау және тасымалдау жұмыстарының уақыттарын қысқартады. Конвейерлі еркін ырғақты ағын, жұмыс орнының мамандануына және жабдықты толық пайдалануға, еңбек өнімділігін арттыруға мүмкіндік береді. Бұл ағынның технологиялық үдерісінде көп үлгіні бірден дайындауға жағдай жасайды.
Қатаң ырғақты конвейерлі ағын қазіргі кезде ағын қуатының ұлғаюы мен дайындалған бұйым түржинақтарының кеңеюіне байланысты қатаң ырғақты конвейерлер шектеулі қолданылады. Негізінен үлкен көлемді сырт киімді дайындағанда жинау секциясында қолданылады. Жұмыс ырғағын қамтамасыз ету үшін технологиялық өңдеу реттілігін қатаң сақтайды және ағында негізгі келісімшарт талаптарымен қатар қосымша келісімшарт талаптарын сақтайды.Қатаң ырғақты конвейерлі ағында жартылай фабрикаттарды тасымалдаудың жылдамдығы ағынның тактісіне тәуелді болады, яғни конвейердің жылдамдық қозғалысы ағын жұмысының тактісін және ырғағын сақтауды қамтамасыз етеді.
Конвейерлі қатаң ырғақты ағынның артықшылығы – бұйым дайындау уақытын қысқартады, аяқталмаған өнім қоры аз болады, жұмыс ырғағы қатаң сақталады. Конвейерлі қатаң ырғақты ағынның кемшілігі – жұмысшы мен жұмыс орнын технологиялық операцияларға мамандандыру мүмкіншілігі аз, модель өзгергенде бұйымды өңдеудің ұйымдастырылған операция реттілігімен ағынды қайта жоспарлау орындалады, яғни модельді өндіріске жіберу уақытын ұзартады.
Қатаң ырғақты ұйымдастыру формасындағы ағындарда диспетчер-операция-операция тәртібінде, жартылай фабрикаттарды операция реттілігімен бір ұйымдастырылған технологиялық операциядан екіншісіне тасымалдауға конвейер қолданылады. Еркін ырғақты ағындарда диспетчер-операция-диспетчер тәртібінде жартылай фабрикаттарды тасымалдау, әртүрлі модельдерді шығаруды қамтамасыз етеді. Жартылай фабрикаттарды дичпечер коробкалы немесе жәшікті құрылғылы конвейермен жұмыс орнына жібереді, конвейерден автоматты тәртіпте бөлшектер жұмыс орнына түседі, технологиялық операцияда жұмыс орындалғаннан кейін диспетчерге өңделген бөлшектер қайтарылады.
Тігін кәсіпорын ағындарындааспалы конвейердіқолданғанда, жартылай фабрикаттар мен бұйымдар қыстырылған кареткамен, қыстырғышпен,аспалы ілгішпен тасымалданады. Сырт киімдерді, жеңіл киімдерді, шалбар және басқа бұйымдарды өңдеудің технологиялық үдерісінде бөлшектерді тасымалдауға және жинау, әрлеу секцияларында бұйымды даралап тасымалдауға қолданылады. Ағында жартылай фабрикатты тасымалдауға аспалы конвейер қолданғанда, бұйым өңдеудің технологиялық операциялардың реттілігін қатаң сақтау қажет.
6-сурет. Ағындағы аспалы конвейерде бұйымды даралап тасымалдау
Тігін кәсіпорындарда аспалы конвейерде жартылай фабрикаттарды тасымалдау, технологиялық үдерістегі ағындарда модельдің көп санын дайындауға жағдай жасайды, бұйымды өңдеуде бөлшектерді жинау жүйесінде айырмашылығы үлкен болғанда қолданылады. Технологиялық үдеріске жартылай фабрикатарды жіберу қыстырылған күйінде будамен орындалады, әрбір жұмыс орны жартылай фабрикаттармен қамтамасыз етіледі. Бұл ағындарда технологиялық операцияны ұйымдастыруда жинау және тасымалдау жұмыстарында уақытын қысқартады. Конвейерлі ағындар жұмыс орындарын мамандандыруға және қолданылған жабдықтарды толық пайдалануға, технологиялық үдерісте жұмыстың еңбек өнімділігін арттыруға мүмкіндік береді.
Жаңа ағын фирмасының жұмысын ұйымдастырудың бірі – тасымалдау роботтарын өндірісте қолдану жүйесі болып табылады. Тасымалдағыш робот (7-сурет) бір жұмысшы орнынан екіншісіне бункердегі өңделетін жартылай фабрикат будасын ала отырып қозғалады. Робот қозғалысы алдын ала берілген бағдармен қатаң орындалады, яғни әрбір жұмысшы орнынан, бункерден жартылай фабрикаттарды алу уақыты және жартылай фабрикаттарды бункерлерге тапсыру уақыты ескерілген. Бір робот 12-16 жұмысшы орындарына қызмет етеді. Аспалы және едендік өндірістік тасымалдау роботтары технологиялық үдерісте кеңінен (ПТР) қолданылады.
7-сурет. Жартылай фабрикатты робот қысқыштармен тасымалдау
Конвейерсіз ағындарда жартылай фабрикаттардың будасын жұмыс орындары мен секция аралығына тасымалдауға, пішімдер мен дайын бұйымдарды сақтау және жеткізіп тасымалдауға келесі қатынас құралдары қолданылады: қол арбалар, сөрелер, столаралықтар, ылдилар, каретка қысқыш, кронштейн арбалар кеңінен қолданылады. Бұйымның жартылай фабрикаттарын бір жұмыс орнынан екінші жұмыс орнына тасымалдау жетексіз тасымалдау құралдары қолданылады, жетексіз тасымалдау құралдары өте үнемді, өйткені олар арзан және ерекше күтімді қажет етпейді.