ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.07.2024
Просмотров: 335
Скачиваний: 0
СОДЕРЖАНИЕ
Глава I особенности ремонта электрооборудования и автоматики
§ 1. Организация ремонта электрооборудования
§ 2. Виды ремонта и общая схема технологического процесса
Глава II технология ремонта систем электрооборудования и автоматики
§ 1. Дефекты систем и их классификация
§ 2. Характеристика систем электрооборудования и автоматики как объектов ремонта
§ 3. Методика обнаружения неисправных агрегатов и узлов
§ 4. Замена агрегатов электрооборудования и автоматики
§ 5. Ремонт электромонтажных комплектов и проводов бортовой сети
§ 1. Начальные этапы технологического процесса ремонта аккумуляторных батарей
§ 2. Дефектация, ремонт и изготовление деталей и узлов
§ 3. Сборка и испытание аккумуляторных батарей
Глава IV технология ремонта электрических машин
§ 1. Начальные этапы технологического процесса ремонта электрических машин
§ 2. Дефектация, ремонт, изготовление деталей и узлов
§ 3. Сборка и испытание электрических машин
Глава V технология ремонта аппаратов регулирования и управления
§ 1. Начальные этапы технологического процесса ремонта аппаратов регулирования и управления
§ 2. Дефектация и ремонт узлов
§ 3. Сборка и предварительная регулировка аппаратов
§ 4. Замена агрегатов электрооборудования и автоматики
Технологический процесс замены агрегатов электрооборудования и автоматики бронетанковой техники состоит из четырех этапов: подготовительного, снятия неисправного агрегата, установки исправного или отремонтированного агрегата и заключительного этапа.
Подготовительный этап включает операции, связанные с подготовкой объекта и рабочего места, а также с отсоединением заменяемого агрегата от электромонтажного или гидромонтажного комплекта. В зависимости от конструкции объекта, от размещения заменяемого агрегата, от удобств доступа к нему подготовительный этап имеет различную трудоемкость. Время на выполнение подготовительного этапа составляет 25—30% всего времени, необходимого на замену агрегата.
При замене, например, гироблока подготовительный этап состоит лишь в придании пушке максимального угла снижения и в отсоединении от гироблока двух штепсельных разъемов электромонтажного комплекта.
Значительно сложнее подготовительный этап при замене на ряде объектов генератора, распределительной коробки или электромашинного усилителя стабилизатора, а также некоторых аппаратов других систем. Так, например, для замены генератора на некоторых модификациях средних танков необходимо слить топливо из средней группы баков, снять перегородку между боевым и моторно-трансмиссионным отделением, отсоединить и вынуть средние топливные баки.
Значительный объем работ на подготовительном этапе обусловлен весьма плотной компоновкой агрегатов в современных броне-объектах. Невыполнение какой-либо из операций подготовительного этапа резко усложняет и увеличивает время на выполнение основных операций.
Необходимо обращать внимание на сохранность крепежных деталей и на аккуратное отворачивание накидных гаек штепсельных разъемов.
Этапы снятия неисправного агрегата и установки отремонтированного выполняются, как правило, с использованием стандартного инструмента. Большинство агрегатов электрооборудования и автоматики крепится к корпусу бронеобъекта в двух-трех точках. В кронштейнах генераторов и некоторых других электрических машин имеются установочные штифты, а в корпусах — специальные отверстия.
Целый ряд агрегатов крепится к корпусу через резиновые амортизаторы. В этих случаях контакт корпусов агрегатов с корпусом бронеобъекта осуществляется специальной перемычкой. При снятии агрегатов необходимо следить за сохранностью, а при установке— за правильностью сборки и установки деталей амортизаторов и массовых перемычек. Болты крепления агрегатов должны быть затянуты до отказа. Особенно важно выполнять это требование при креплении гироскопических приборов. Слабая затяжка болтов крепления может привести к их самопроизвольному отворачиванию. В результате нарушается жесткая связь между корпусом объекта и основанием гироскопического прибора, что немедленно вызовет потерю точности его работы.
Заключительный этап замены агрегатов электрооборудования и автоматики состоит в подсоединении отремонтированного или нового агрегата к кабелям и проводам сети и в установке предварительно снятых узлов и агрегатов. На этом этапе следует обращать внимание на аккуратное подсоединение плюсовых проводов к экранированным разъемам электрических машин.
§ 5. Ремонт электромонтажных комплектов и проводов бортовой сети
При войсковом (текущем и среднем) ремонте бронетанковой техники ремонт электромонтажных кабелей и проводов бортовок сети осуществляют, как правило, без снятия дефектных проводое с объекта.
При капитальном ремонте вся электропроводка снимается с корпуса и башни. На специализированных участках производится дефектация и ремонт отдельных проводов и электромонтажных комплектов. В мирных условиях многие провода бортовой сети заменяются новыми.
При замене дефектного провода сечение, длина и марка нового провода должны_соответствовать заменяемому. При отсутствии провода требуемого сечения допускается установка провода сечением на одну ступень выше требуемого по ТУ. Провода марок ПР, ПРП, ЛПРГС, БПВЛ, БПВЛЭ могут быть заменены проводом марки ЛПРГСЭ.
Для проводов бортовой сети и проводов электромонтажных комплектов характерны следующие дефекты:
1) обрывы жил или нарушения пайки провода с наконечником или штырем (гнездом) штепсельного разъема электромонтажного кабеля;
2)повреждения металлической оплетки (экранировки) проводов;
3) повреждения изоляции проводов. К ним относятся размягчение или пересыхание изоляции, ведущее к уменьшению ее сопротивления или пробою, а также сквозное перетирание изоляции;
4)обгорание, окисление, загрязнение штырей (гнезд) штепсельных разъемов или наконечников проводов;
5) изгиб или излом штырей штепсельных разъемов или наконечников проводов;
6) повреждения штепсельных разъемов. К ним относятся срывы резьб накидных гаек; трещины корпусов, накидных гаек и внутренних изоляционных втулок, а также сколы или стирание направляющих выступов.
Обрывы жил чаще всего являются следствием механических воздействий: ударов инструментом при демонтажно-монтажных работах, попадания плохо закрепленных проводов между взаимно перемещающимися деталями, а также боевых повреждений.
Обрывы жил устраняют путем их сращивания. Для этого разделывают концы оборванного провода так, как показано на рис. 262, и сращивают их. Перед сращиванием концы проводов тщательно зачищают, после чего скручивают их плоскогубцами и загибают в противоположные стороны. Скрутки пропаивают припоем ПОС-40 и обвертывают изоляционной лентой. Лента должна перекрывать на 10—15 мм хлорвиниловую (резиновую) изоляцию жилы. Затем на изоляционную ленту накладывают бандаж из прочных хлопчатобумажных ниток. Бандаж должен перекрывать хлопчатобумажную оплетку на 10—15 мм. Нитяной бандаж пропитывают шеллачным или бакелитовым лаком. Поверх нитяного бандажа накладывают вплотную (виток к витку) проволочный бандаж из мягкой медной проволоки диаметром 0.3—0,5 мм, который пропаивают припоем ПОС-40.
Сращиванию поддаются провода сечением до 40 мм2. Провода большего сечения обычно заменяются. Допускается не более одного сращивания на 1 м длины провода.
Обрывы в местах пайки жил к наконечникам или штырям (гнездам) штепсельных разъемов являются следствием или некачественной пайки, или неправильного закрепления наконечника на проводе.
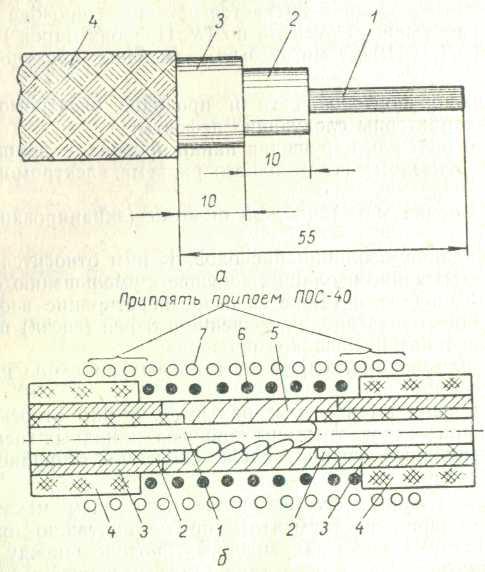
Рис. 262. Схема сращивания оборванных проводов:
а — разделка концов проводов; б —сращивание и бандажирование; 1 — жила провода; 2 — виниловая (резиновая) изоляция; 3 — хлопчатобумажная оплетка; 4 — металлическая оплетка; 5 — изоляционная лента; 6 — нитяной бандаж; 7 — проволочный бандаж
Технологический процесс разделки концов проводов, закрепления и заделки наконечников представлен на рис. 263. Технические условия на войсковой ремонт электрооборудования бронетанковой техники допускают два способа заделки наконечников:
— с применением полихлорвиниловой ленты ПХЛ-020 с последующим одеванием полихлорвиниловой трубки марки Б-230 на шеллаке или бакелитовом лаке;
— с применением электроизоляционной прорезиненной ленты с последующим наложением бандажа из хлопчатобумажных ниток и пропиткой его шеллачным или бакелитовым лаком
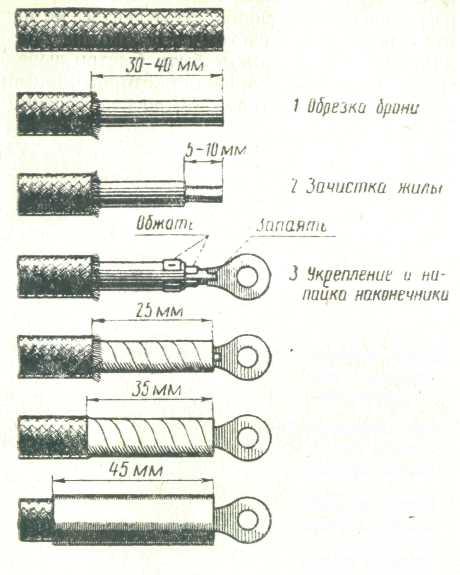
Рис. 263. Последовательность заделки наконечников проводов
Обрывы проводов в местах пайки к штырям или гнездам штепсельных разъемов электромонтажных комплектов устраняются после разборки штепсельного разъема. Разборка штепсельного разъема (рис. 264) для пайки провода к штырю выполняется в такой последовательности: отворачивают стяжной болт, разгибают и сдвигают на жгут хомут 3, отворачивают накидную гайку 2, вывертывают два стяжных винта корпуса и снимают две половины корпуса 1.
В современных автоматических системах используются жгуты из 30 и более проводов, подпаянных к штырям (гнездам) одного штепсельного разъема. Если место пайки находится в центральной части такого разъема, то нередко приходится отпаять несколько проводов, предварительно пронумеровав их по номерам штырей, и лишь после этого удается разделать отпаявшийся провод и впаять его в отверстие штыря (гнезда) разъема. Разделка конца провода и изоляция места пайки осуществляются аналогично остальным проводам жгута. Для изоляции места пайки применяют или бакелитовый лак, или полихлорвиниловую трубку Б-230.
Повреждения металлической оплетки являются наиболее распространенным дефектом проводов. Этот дефект не приводит к немедленным отказам цепи или системы. Однако лишенный надежной защиты изоляционный слой может быть быстро выведен из строя, что вызовет отказ системы, устранение которого, как правило, требует гораздо больше трудозатрат, чем восстановление экранирующей металлической оплетки.
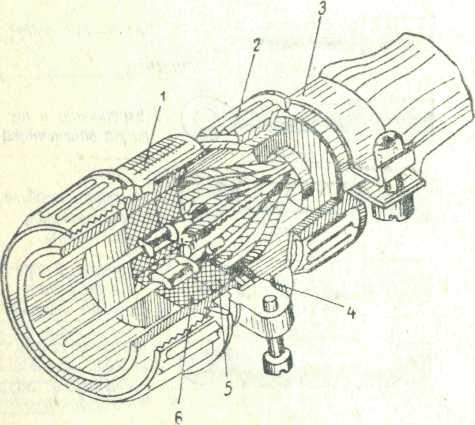
Рис. 264. Устройство штепсельного разъема электромонтажного комплекта:
I — корпус; 2 — гайка накидная; 3 — хомут стяжной; 4 — кольцо стопорное; 5, 6 — втулки изоляционные
При капитальном ремонте провода с повреждениями оплеткк заменяются. Техническими условиями на войсковой ремонт допускается постановка металлического проволочного бандажа на длине до 50 мм. На 1 ж длины провода можно установить не более одного бандажа. Технология бандажирования такая же, как при устранении обрыва жилы провода.
Повреждение изоляции является одним из наиболее серьезных дефектов проводов бортовой сети и электромонтажных комплектов. Уменьшение сопротивления и пробой изоляции ведут к выходу из строя узлов и агрегатов систем, а при несвоевременном обнаружении и устранении могут привести к возгоранию электропроводов и объекта. Техническими условиями задается определенная величина сопротивления изоляции для электрических цепей и систем в различных объектах. Так, например, сопротивление изоляции между токоведущими частями и металлической оплеткой электромонтажных комплектов стабилизаторов при температуре окружающего воздуха 20 ± 5°С должно быть не менее 20 МОм.
При местном повреждении изоляции (пробое или перетирании) возможно восстановление провода таким же образом, как при обрыве жилы. Если же изоляция провода имеет малое сопротивление, то необходимо заменить весь провод. Замена проводов бортовой сети и жгутов электромонтажных комплектов в бронеобъекте при войсковом ремонте — операция чрезвычайно сложная, а зачастую и невыполнимая. Это обусловлено тем, что при сборке объекта в процессе изготовления или капитального ремонта провода и электромонтажные комплекты в корпусе и башне укладываются первыми. Затем устанавливаются все остальные агрегаты. Поэтому при текущем и среднем ремонте при неисправностях, требующих замены провода, отсоединяют оба конца неисправного провода, изолируют их, оставляя сам провод на месте. Новый провод протягивают и прикрепляют к корпусу так, чтобы он не мешал экипажу, не мог быть легко поврежден и не находился бы в зоне взаимно перемещающихся деталей.