Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7076
Скачиваний: 85
70
5.3. Промышленные роботы
Роботы – это машины с человекоподобным (антропоморфным) поведени-
ем, которые частично или полностью выполняют функции человека.
Промышленные роботы – это машины, способные заменить человека в
промышленности.
Известный писатель - фантаст Айзек Азимов впервые применил слово ро-
бототехника (robotic) для научно-технического направления, изучающего робо-
тов, а также сформулировал основные законы робототехники:
1. Робот не может причинить вред человеку или своим бездействием допустить,
чтобы человеку был причинён вред.
2. Робот должен подчиняться командам человека, если эти команды не проти-
воречат первому закону.
3. Робот должен заботиться о своей безопасности, пока это не противоречит
первому и второму закону.
а б
в г
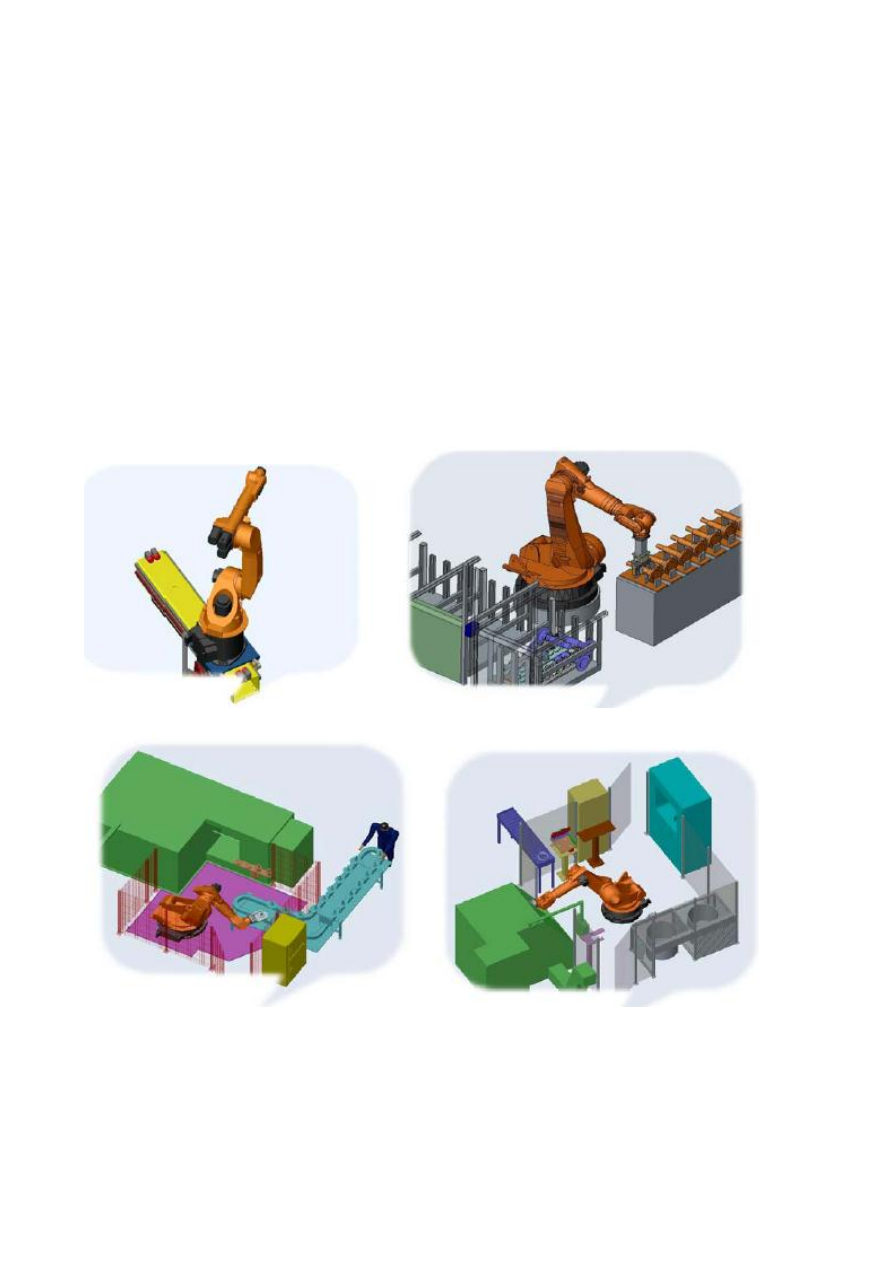
Рис. 23. Промышленные роботы в составе ГПМ:
a
–
мобильный робот; б
–
робот на загрузке/разгрузке паллет; в
–
робот, обслуживающий
станок и шаговый конвейер; г
–
«робот-многостаночник»

71
Внедрение в робототехнику, кибернетических, оптических, сенсорных си-
стем, лазерной техники и программного обеспечения делают роботов всё со-
вершеннее и самостоятельнее. На рис. 23 представлены примеры использова-
ния промышленных роботов в составе ГПМ.
5.4. Управление промышленными роботами
Управление современными ПР осуществляется посредством программ.
Фирмы, производители робототехники, разрабатывают собственные языки про-
граммирования и средства вспомогательного программного обеспечения. Фир-
мы, занимающиеся внедрением робототехники, делают основной упор на адап-
тационное программное обеспечение для условий конкретного производства.
Программы пишут в обычных текстовых редакторах, хотя некоторые компании
вводят для своих роботов собственные редакторы. Программные языки роботов
не унифицированы (т. е. не подходят к роботам других производителей).
Программирование роботов подразделяется на три вида:
On-line программирование (обучение на месте установки). Захват робота, с
инструментом или заготовкой подводится к точкам требуемой траектории и
происходит запоминание этого места в системе координат робота. Для точек
этой траектории движения можно задать скорость, ускорение и торможение,
последовательность обхода, количество повторений, тип движения, точность и
т.п. К недостаткам такого программирования относится невозможность выпол-
нения технологических операций в период обучения.
Offline програмирование. Текстовое программирование – текстовое описа-
ние траекторий, их последовательности, опроса периферийных устройств, вза-
имодействия с обслуживающим персоналом и обеспечения безопасности. Со-
ставленная таким образом программа загружается тем или иным способом
(диск или сетевое соединение) в компьютер робота, проходит тест на ошибки,
программа корректируется, выполняются контрольные циклы, ПР приступает к
работе.
Графическое 3D программирование (например, программирование моде-
лей Автокада). Разработаны программы, позволяющие накладывать траектории
движения робота на графические модели деталей и затем перерабатывать их в
язык программирования роботов. Они также позволяют создавать модели уста-
новок роботов с технологическим оборудованием и наглядно отображать тех-
нологический процесс. Эти программы экономят время и практически не оста-
навливают производство.
Многие программные комплексы содержат в своей структуре элементы
всех видов программирования, а расстановка приоритетов делегирована опера-
торам и наладчикам.
5.5. Классификация промышленных роботов
Промышленные роботы классифицируются по следующим признакам:
72
по характеру операций: основные, вспомогательные, универсальные;
по виду производственных процессов: литейные, сварочные, станочные, сбо-
рочные, окрасочные, транспортно-складские;
по системе координат руки манипулятора: прямоугольная, цилиндрическая,
сферическая, сферическая угловая, другие;
по числу подвижностей манипулятора;
по грузоподъемности: сверхлегкие (до 10 Н), легкие (до 100 Н), средние (до
2000 Н), тяжелые (до 10000 Н), сверхтяжелые (свыше 10000 Н);
по типу силового привода: электромеханический, пневматический, гидравличе-
ский, комбинированный;
по подвижности основания: мобильные, стационарные;
по виду программы: с жесткой программой, перепрограммируемые, адаптив-
ные, с элементами искусственного интеллекта;
по характеру программирования: позиционное, контурное, комбинированное.
5.6. Структурная схема промышленного робота
Манипулятор промышленного робота должен обеспечивать движение вы-
ходного звена и, закрепленного в нем объекта манипулирования, по заданной
траектории и с заданной ориентацией. Для полного выполнения этого требова-
ния механизм манипулятора должен иметь не менее шести подвижностей (ше-
сти степеней свободы), причем движение по каждой из них должно быть
управляемым.
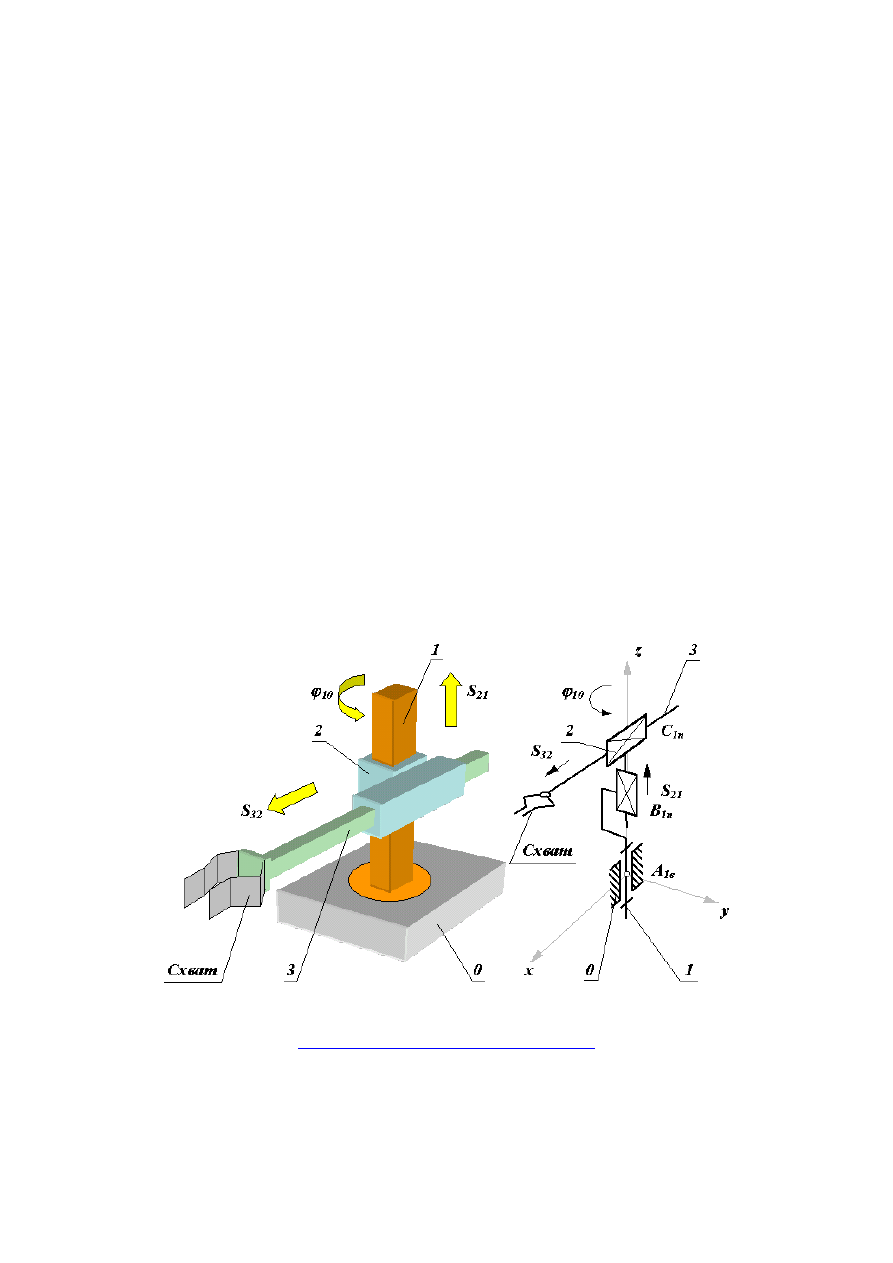
Рис. 24. Структурная схема трехподвижного манипулятора
http://wwwcdl.bmstu.ru/rk2/index_2.htm
Основной механизм руки манипулятора состоит из неподвижного звена 0 и
трех подвижных звеньев 1, 2 и 3. Механизм этого манипулятора соответствует
цилиндрической системе координат. В этой системе звено 1 может вращаться
относительно звена 0 (относительное угловое перемещение
10
), звено 2 пере-
73
мещается по вертикали относительно звена 1 (относительное линейное пере-
мещение S
21
) и звено 3 перемещается в горизонтальной плоскости относительно
звена 2 (относительное линейное перемещение S
32
). На конце звена 3 укреплено
захватное устройство – схват, предназначенный для захвата и удержания объ-
екта манипулирования.
Звенья основного рычажного механизма манипулятора образуют между
собой три одноподвижные кинематические пары (одну вращательную А и две
поступательные В и С) и могут обеспечить перемещение объекта в простран-
стве без управления его ориентацией.
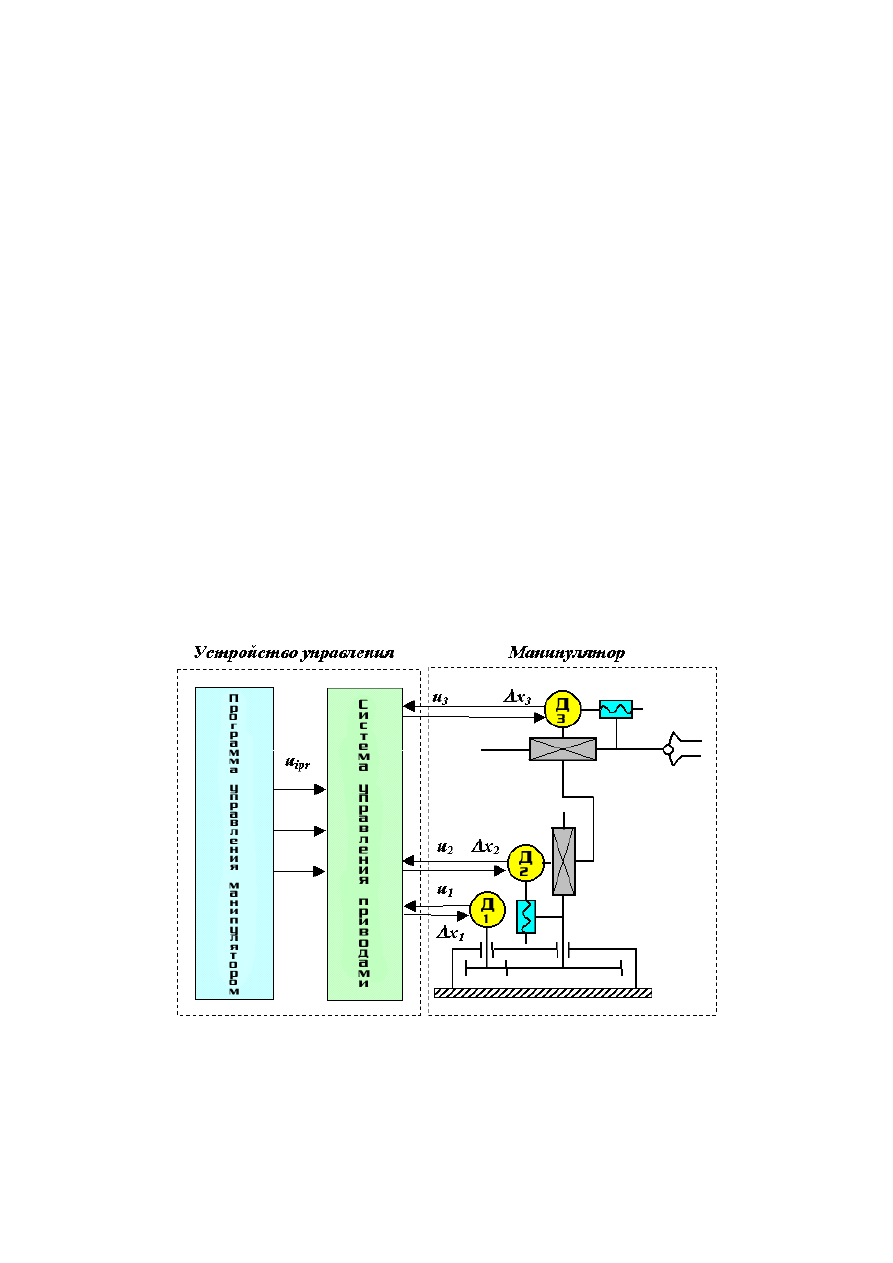
Для выполнения каждого из трех относительных движений манипулятор
должен быть оснащен приводами, которые включают двигатели, передачи и си-
стемы датчиков обратной связи, функциональная схема представлена на рис.
25.
Для реализации заданного закона движения система оснащена программо-
носителем – устройством, сохраняющим и задающим программу движения.
Преобразование заданной программы движения в сигналы управления
двигателями осуществляется системой управления. Эта система включает
ЭВМ, с соответствующим программным обеспечением, цифроаналоговые пре-
образователи и усилители. Система управления в соответствии с заданной про-
граммой формирует и выдает на исполнительные устройства приводов (двига-
тели) управляющие воздействия u
i
. При необходимости она корректирует эти
воздействия по сигналам
x
i
, которые поступают в нее от датчиков обратной
связи.
Рис. 25. Функциональная схема промышленного робота
5.7. Технические характеристики промышленных роботов
Рабочее пространство робота – часть пространства, ограниченная оги-
бающими поверхностями, к множеству возможных положений его звеньев.
74
Зона обслуживания робота – часть пространства, соответствующая мно-
жеству возможных положений центра схвата манипулятора.
Быстродействие робота определяют максимальной скоростью линейных
перемещений центра схвата манипулятора. Различают роботы с малым (V
M
<0.5
м/с), средним (0.5 < V
M
< 1.0 м/с) и высоким (V
M
>1.0м/с) быстродействием. Со-
временные ПР имеют в основном среднее быстродействие и только около 20% -
высокое.
Точность манипулятора характеризуется абсолютной линейной погреш-
ностью позиционирования центра схвата. Промышленные роботы делятся на
группы с малой (
r
M
< 1 мм), средней (0.1 мм <
r
M
< 1 мм) и высокой (
r
M
< 0.1
мм) точностью позиционирования.
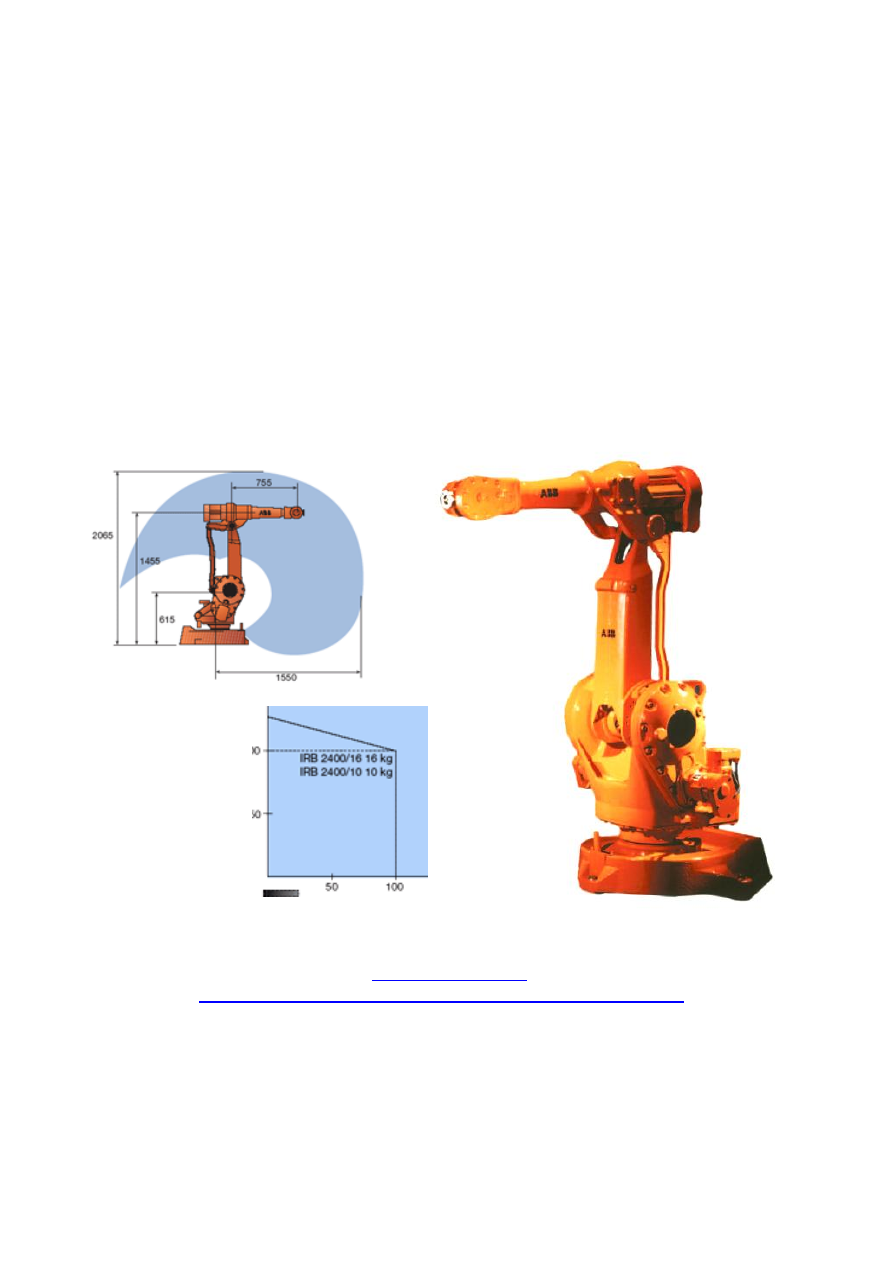
На рис. 26 представлена популярная модель промышленного робота IRB
2400, разработанная группой компаний ABB. По данным производителя выпу-
щено свыше 14 тысяч роботов этой модели, которые используются для сборки,
загрузки, точечной и дуговой сварки, упаковки, окраски и т.д.
Зона обслуживания
Рис. 26. Промышленный робот модели IRB 2400
http://new.abb.com/products/robotics/industrial-robots/irb-2400
Программирование роботов IRB ведется на языке Rapid. Это удобный и
развитый язык программирования, содержащий корректор синтаксиса и логики,
позволяющий организовать диалог с обслуживающим персоналом.
В зависимости от вида работ роботы могут быть установлены на полу, по-
толке или стене, а полный размерный ряд роботов IRB охватывает диапазон