Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7073
Скачиваний: 85
75
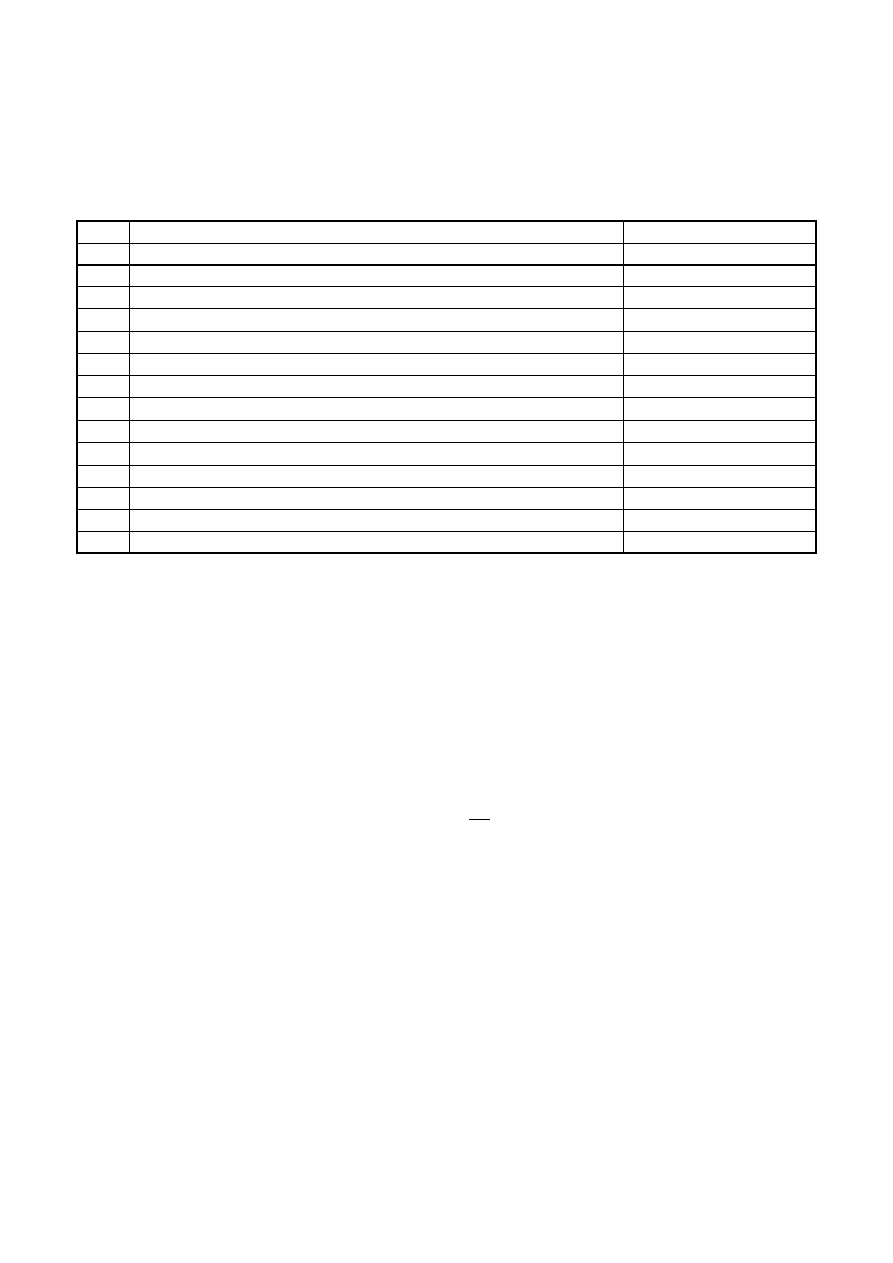
грузоподъемности от 3 до 500 кг. Технические характеристики роботов пред-
ставлены в табл. 17.
Таблица 17
Технические характеристики роботов ряда IRB
5.8. Производительность и надежность автоматизированных СТО
Производительность автоматизированных средств – это количество дета-
лей, изготовленных в единицу времени.
Так как средства автоматизации не могут работать без плановых остановок
и непредвиденных простоев, различают следующие виды производительности:
цикловую, потенциальную, фактическую (реальную).
Цикловая производительность определяется по следующей формуле:
Ц
Ц
1
T
Q
. (54)
Понятие цикловой производительности предполагает, что инструменты
работают «бесконечно», а оборудование не ремонтируется.
В действительности необходимо учитывать так называемые «внецикло-
вые» простои. В расчетах используют их удельные, т. е. отнесенные к одному
изделию, значения:
t
И
–
простои во время замены, регулировки и подналадки инструментов в плано-
вый период (например, в месяц);
t
ОБ
–
простои во время ремонта, регулировки и отладки различных механизмов в
плановый период;
t
ОРГ
–
простои
по организационным причинам из-за отсутствия заготовок, элек-
троэнергии, персонала и т.д.
1
Грузоподьемность, кг.
5, 10 и 16
2
Вид привода
Электрический
3
Число подвижностей
6
4
Максимальная скорость перемещения, м /с.
2
5
Точность позиционирования, мм
0.05 – 0.50
6
Радиус действия, м
1.8, 1.5, 1.5
7
Язык программирования
Rapid
8
Максимальная высота, мм
1731, 1564, 1564
9
Размеры основания, мм
мм
723
600
10
Масса, кг
380
11
Температура воздуха,
С
5 … 45
12
Максимальный уровень шума, дБ (А)
70
13
Напряжение питающей сети, В, Гц
200 – 600, 50/60
14
Потребляемая мощность манипулятора, кВА
4
15
Потребляемая мощность полная, кВА
7.8
76
С учетом этих показателей определяют потенциальную производитель-
ность:
ОБ
И
Ц
П
1
t
t
T
Q
, (55)
и фактическую
ОРГ
ОБ
И
Ц
Ф
1
t
t
t
T
Q
. (56)
Коэффициент технического использования
показывает, какую часть отчет-
ного периода автоматизированные средства и их системы находятся в рабочем
состоянии и характеризует качество оборудования и уровень работы ремонтно-
эксплуатационных служб.
Ц
П
ТИ
η
Q
Q
. (57)
Коэффициент общего использования
показывает, какую часть отчетного пе-
риода автоматизированные средства и их системы заняты в производстве и ха-
рактеризует уровень организации производственного процесса:
Ц
Ф
η
Q
Q
. (58)
Отметим, что последние коэффициенты эквивалентны рассмотренным
выше коэффициентам использования и загрузки.
Коэффициент технического использования
ТИ
существенно влияет на про-
изводительность и зависит от количества узлов, сложности компоновки,
надежности каждого узла и инструмента, т.е. от надежности системы автома-
тизированных средств в целом.
Надежность – это свойство выполнять функции, сохраняя во времени
значения эксплуатационных показателей в пределах, соответствующих задан-
ным режимам и условиям использования, технического обслуживания и ремон-
та.
Надежность автоматизированных средств характеризуется долговечно-
стью, безотказностью и ремонтопригодностью оборудования.
Долговечность – свойство сохранять работоспособность при определенных
режимах работы и условиях эксплуатации с перерывами на ремонт и техниче-
ское обслуживание. Количественно она оценивается средним сроком службы
между ремонтами.
Безотказность – свойство непрерывно сохранять работоспособность в те-
чение некоторого времени. Количественно она оценивается: вероятностью без-
отказной работы; интенсивностью отказов и наработкой на отказ. В частности,
наработка на отказ – это среднее значение времени работы между двумя после-
довательно возникающими отказами.
Ремонтопригодность – приспособленность узлов и механизмов линии к
предупреждению и обнаружению причин возникновения отказов, повреждений
и устранению их последствий путем ремонтов и технического обслуживания.
Количественно она оценивается средним временем восстановления работоспо-
собности.

77
6. РАЗМЕРНЫЕ СВЯЗИ В АВТОМАТИЗИРОВАННЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ
6.1. Виды размерных связей
Каждый получаемый в автоматизированном технологическом процессе
размер замыкает размерную связь, которая определяет взаимное положение его
крайних точек. Технологические размерные связи подразделяют на три группы:
установочные, операционные, межоперационные.
Установочные размерные связи проявляются в процессе установки загото-
вок в приспособления, кассеты, станки, измерительные машины и т.д.
Установочные размерные связи определяют возможность автоматического
транспортирования заготовок, загрузки и разгрузки технологического оборудо-
вания. Замыкающими размерами установочных размерных связей являются до-
пустимые отклонения расположения технологических баз заготовки и устано-
вочных поверхностей технологического оборудования, при которых возможно
осуществить автоматическую установку. Составляющими размерами устано-
вочных размерных связей являются размеры заготовки, станка, приспособле-
ния, транспортирующего устройства, а также монтажные размеры, определяю-
щие взаимное положение оборудования.
Операционные размерные связи возникают в процессе обработки детали в
технологической системе: станок – приспособление – инструмент – заготовка
(деталь).
Замыкающими звеньями операционных размерных связей являются опера-
ционные размеры, которые должны быть выполнены с точностью, соответ-
ствующей этапу обработки. Составляющими размерами операционных размер-
ных связей являются размеры технологической системы: станок – приспособ-
ление – инструмент – заготовка.
Межоперационные размерные связи объединяют в единое целое весь тех-
нологический процесс изготовления детали, связывая операционные размеры с
размерами заготовки и припусками на обработку.
Замыкающими размерами межоперационных размерных связей являются
припуски на обработку и размеры, которые непосредственно не получаются как
операционные размеры ни на одной из операций технологического процесса.
Составляющими размерами межоперационных размерных связей являются
размеры детали, межоперационные припуски, операционные размеры и разме-
ры заготовки.
Геометрическим описанием размерных связей являются размерные цепи.
6.2. Анализ размерных связей и достижение точности
замыкающих звеньев
Для достижения необходимой точности обработки и ритмичной работы
автоматизированных технологических средств производится анализ размерных
связей, который включает три этапа: 1) построение размерной цепи; 2) выбор
78
метода достижения точности замыкающих звеньев размерной цепи; 3) опре-
деление параметров звеньев.
Построение размерной цепи начинают в исходной точке на одной из по-
верхностей или осей, ограничивающих замыкающее звено. Затем последова-
тельно выявляют и проставляют размеры, определяющие положение конечной
точки на другой поверхности или оси, ограничивающей замыкающее звено.
Выбор метода достижения точности замыкающих звеньев
Различают пять методов достижения точности (МДТ) замыкающих звеньев
размерных цепей: полная взаимозаменяемость (ПВ), неполная взаимозаменяе-
мость (НВ), групповая взаимозаменяемость (ГВ), регулирование (Р) и пригонка
(П). Кроме того, могут быть использованы различные комбинации этих мето-
дов.
Метод полной взаимозаменяемости заключается в достижении гарантиро-
ванной точности замыкающего звена размерной цепи за счет высокой точности
составляющих звеньев.
Метод неполной взаимозаменяемости заключается в 100% контроле со-
ставляющих звеньев, отсортировке звеньев с неудовлетворительной точностью
и подборе сочетаний составляющих звеньев, обеспечивающих достижение точ-
ности замыкающего звена.
Метод групповой взаимозаменяемости заключается в 100% контроле со-
ставляющих звеньев, отсортировке звеньев с неудовлетворительной точностью
и формировании нескольких размерных групп, обеспечивающих достижение
точности замыкающего звена.
Метод регулирования заключается в достижении точности замыкающего
звена за счет регулирования одного или нескольких составляющих звеньев.
Метод пригонки заключается в достижении точности замыкающего звена
за счет дополнительной обработкой одного из составляющих звеньев.
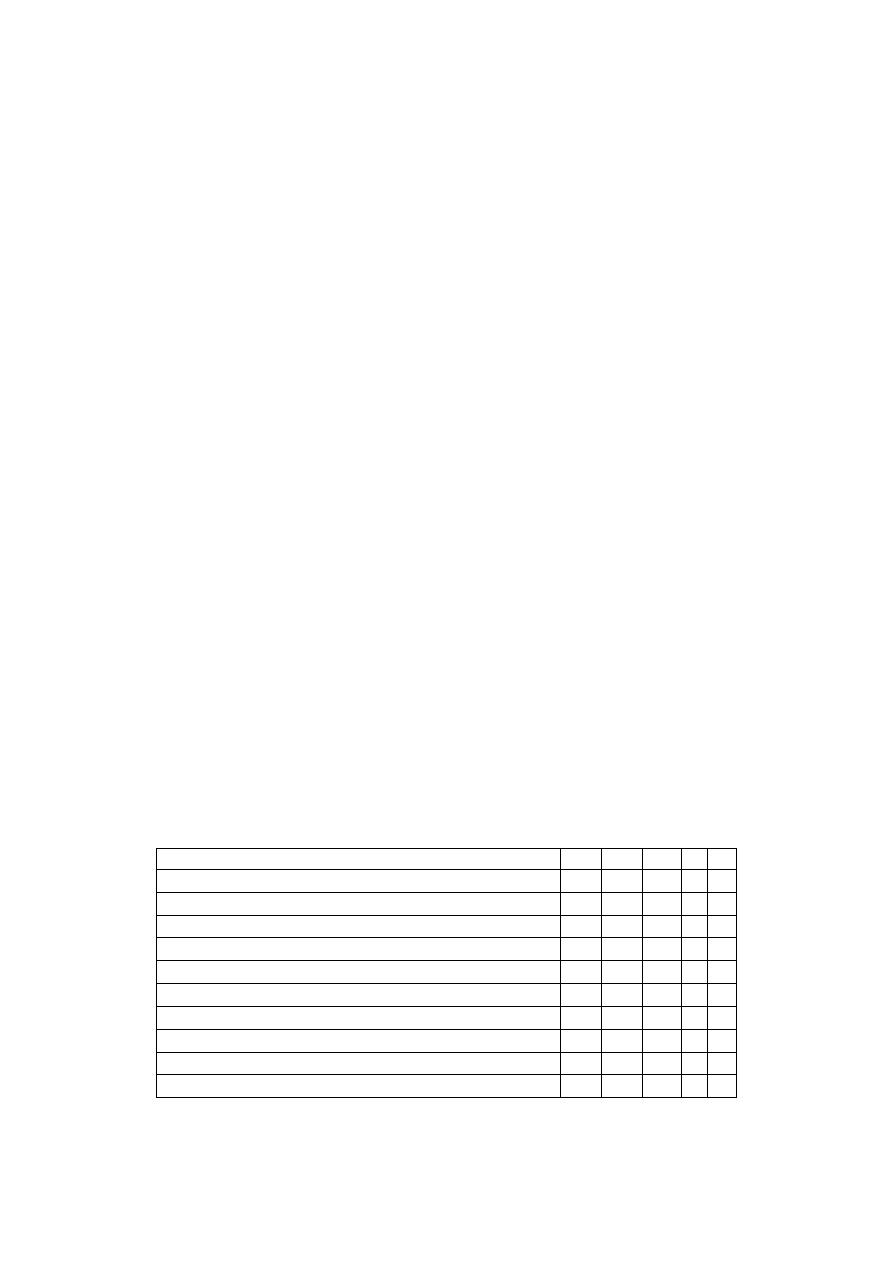
Сравнение методов достижения точности представлено в табл. 18.
Таблица 18
Сравнение методов достижения точности
Особенности
ПВ НВ ГВ Р П
Высокая точность оборудования
+
Нормальная точность оборудования
+
+
+ +
Текущий контроль точности оборудования
+
Периодический контроль точности оборудования
+
+
+ +
100% контроль составляющих звеньев
+
+
Формирование размерных технологических групп
+
Отсортировка неточных изделий
+
+
Регулирующие устройства
+
Операции пригонки
+
Наличие систем управления с обратной связью
+
79
6.3. Пример установочной размерной цепи
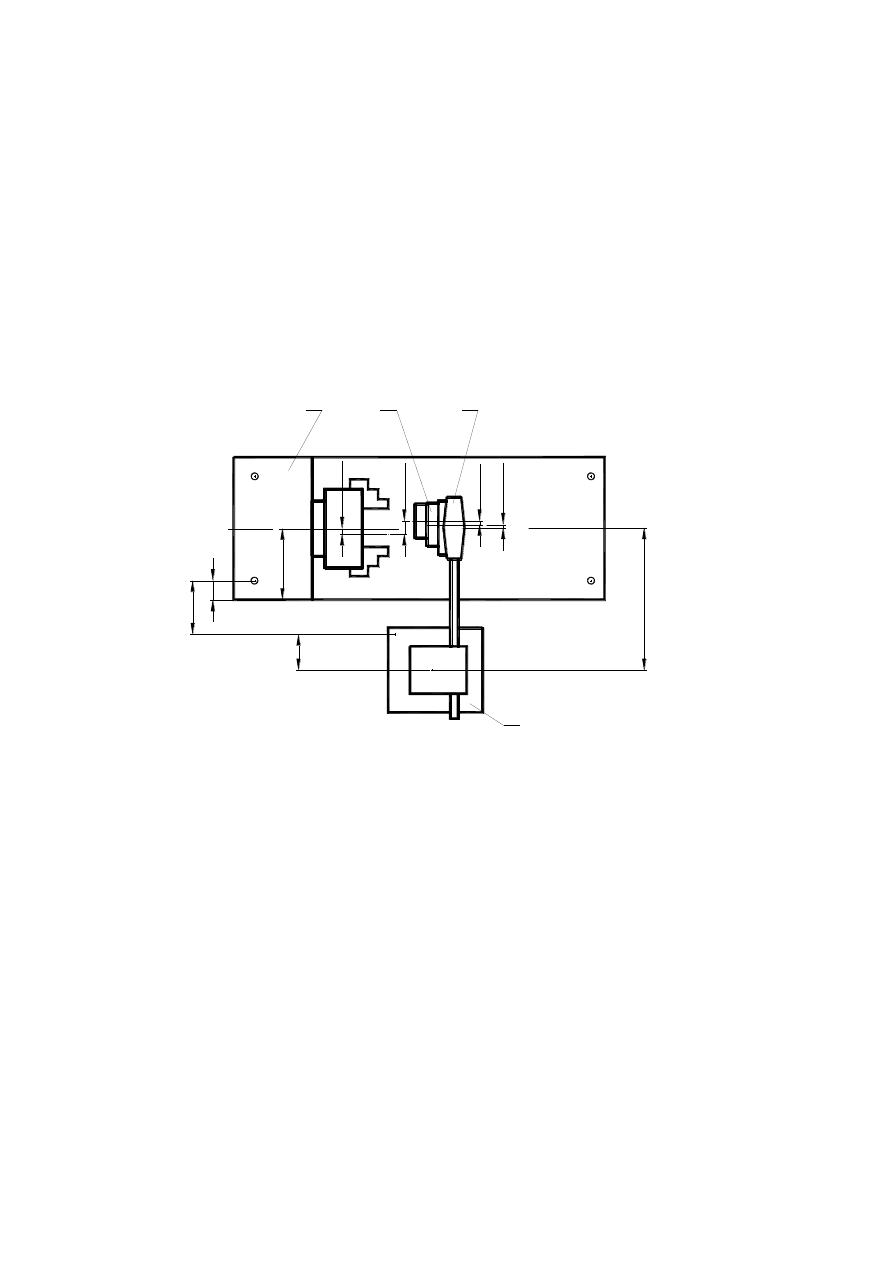
Рассмотрим установочные размерные связи, возникающие при загрузке
роботом токарного станка (рис. 27).
Робот 1 вносит заготовку 2, удерживаемую схватом 3, в рабочую зону
станка 4 так, чтобы ось заготовки совпадала с осью раскрытых кулачков патро-
на, и затем задвигает заготовку в патрон. После чего подается команда на за-
жим заготовки.
Установочным размером, влияющим на точность установки, является от-
клонение от соосности
сопрягаемых поверхностей кулачков и заготовки, т.е.
величина отклонения осей центрирования кулачков и базовой поверхности за-
готовки.
1
3
2
X
3
X
1
X
2
X
7
X
5
X
4
X
6
X
8
4
Рис.27. Размерная цепь при установке детали в патрон токарного станка
Этот размер замыкает размерную цепь, включающую следующие состав-
ляющие звенья: X
1
– отклонение от соосности базовых поверхностей заготовки
для патрона станка и захвата робота; X
2
– отклонение от соосности базовых по-
верхностей захвата под заготовку и манипулятор робота; X
3
– расстояние между
осью базовой поверхности захвата и осью вращения робота; X
4
– монтажный
размер робота; X
5
– монтажный размер РТК – расстояние между осями фунда-
ментных болтов робота и станка; X
6,7
– монтажные размеры станка; X
8
– несо-
осность рабочей поверхности кулачков патрона и оси вращения шпинделя.
Расчет
позволяет определить необходимую точность позиционирования
робота. При этом надо учитывать, что с увеличением точности позиционирова-
ния увеличивается стоимость робота. Анализ размерных связей позволяет вы-
брать метод достижения точности и назначить мероприятия для сокращения
.
X
1
– минимизируется за счет обработки базовых поверхностей.
X
2
– минимизируется настройкой захвата.
X
3
– настраивается по первой детали за счет регулирования манипулятора;