Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7068
Скачиваний: 85

85
Номинальный припуск определяют как сумму минимального припуска и
допусков предшествующих операционных размеров, входящих в размерную
цепь, замкнутую этим припуском.
Максимальный припуск определяют как сумму номинального припуска и
допуска операционного размера текущей операции. При этом точность опера-
ционных размеров назначается в соответствии этапом обработки, см. табл. 7.
Операционные размеры каждой операции получают из уравнений межопе-
рационных размерных цепей, включающих операционные размеры и номи-
нальный припуск последующей операции.
Межоперационные размерные связи и соответствующие размерные цепи
представлены в табл. 20. Таблица строится в последовательности маршрутного
описания от последней операции к первой. Размеры нумеруются последова-
тельно в одном направлении. Принято: число размеров – N, номер размера – J,
число операций – S, номер операции – I. Для рассматриваемой детали: N=4,
S=4.
Индекс операционного размера и снимаемого на этой операции припуска
составляется из двух знаков - IJ, первый из которых показывает номер опера-
ции, а второй – номер размера. При необходимости к индексу добавляется знак
установа.
В соответствии с этапом обработки для каждого операционного размера
назначают минимальный припуск и рассчитывают его номинальное и макси-
мальное значение. На двусторонний размер S21 назначается двусторонний при-
пуск 2Z21. Размер готовой детали S41=S31=S21 получен на операции 2 (черно-
вой этап). В приведенном примере все операционные размеры, за исключением
S22, назначены от одной базы, которая задана на правом торце готовой детали
посредством автоматического позиционера или программным базированием.
Размерные цепи в этом случае состоят из трех звеньев, что позволяет выпол-
нять операционные размеры при минимальных межоперационных припусках.
Размер S22 задан от другой базы и замыкает размерную цепь из 4 звеньев, что
приводит к завышению припуска на последующую операцию за счет допуска
дополнительного размера S21 в межоперационной размерной связи.
В ходе технологического процесса меняются установочные поверхности
заготовки, что необходимо учитывать при разработке межоперационной тары,
устройств базирования, крепления, а также захватов промышленных роботов.
86
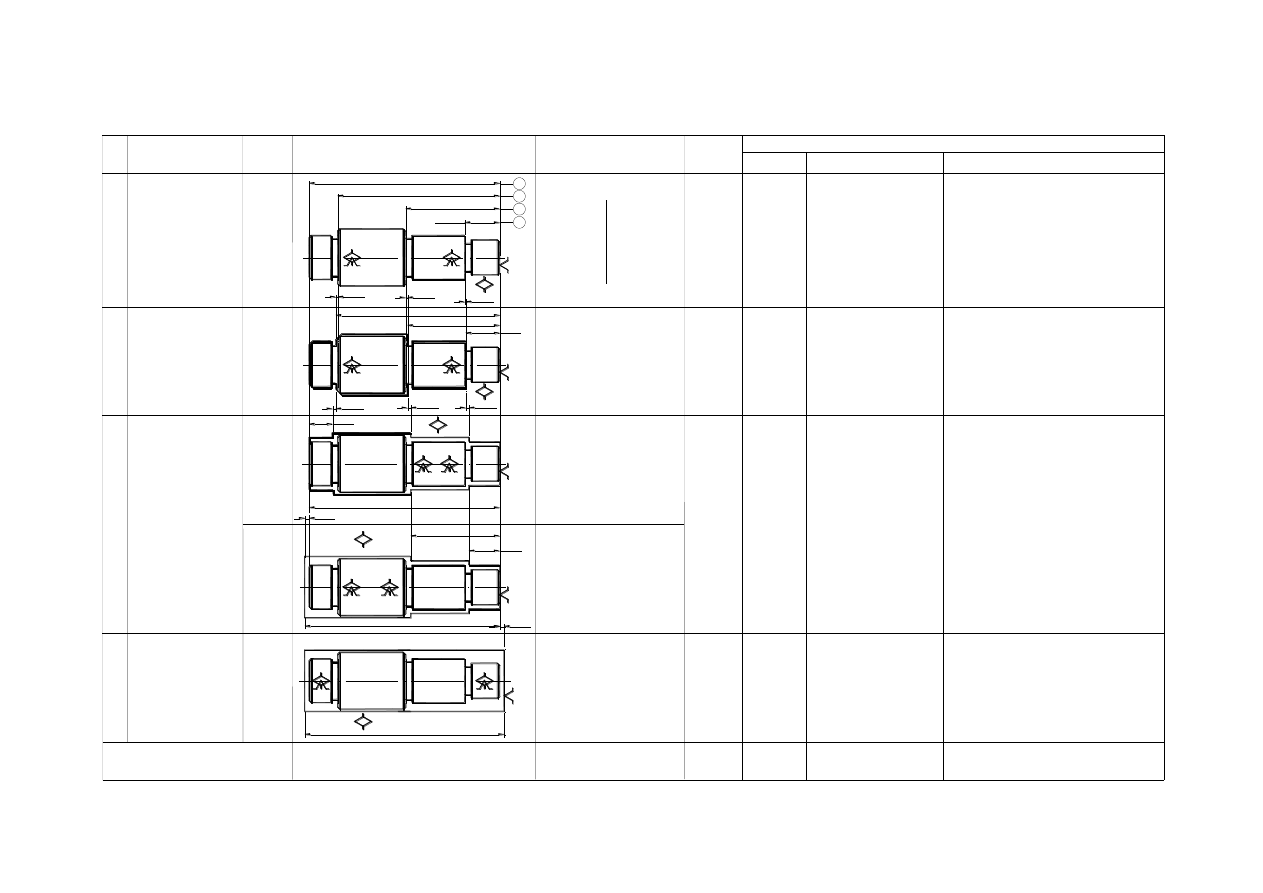
Таблица 20
Межоперационные размерные связи и соответствующие размерные цепи
S21
П р и п у с к и
ZIJ =ZIJmin+IT(S(I-1)J
Напуск
Напуск
Напуск
Z32min+IT 12(S22)
+IT 12(S21)
Z33min+IT 12(S23)
Z34min+IT 12(S24)
Z21min+IT 14(S11)
Z42min+IT 10(S32)
Z43min+IT 10(S32)
Z44min+IT 10(S33)
ZIJ
Z21min
Отрезная
Токарная
(
Этап
черновой)
Токарная
(Этапы
получистовой,
чистовой)
Б
А
S41
Z44
Z21
Z43
S24
S34
S33
A
S44
S43
S42
S23
Z21
Z42
Z32
Z33
Z34
S11=S21+2Z21
S21A
4
3
Шлифовальная
(Этап
повышенной
точности)
S11
S24=S34-Z34
S23=S33-Z33
S21=S31
S32=S42+Z42
S33=S43-Z43
S34=S44-Z44
S22
S22=S21-S32-Z32
S32
A
А
№
Операции, I
из множества S
Установ
Эскиз и размеры детали, J
из множества N
Операционные
размеры, IJ
Точность
см.табл.7
I
Т14
I
Т12
I
Т10
I
Т8
Припуск min
см. [18]
Z32min
Z33min
Z34min
Z21min
Z42min
Z43min
Z44min
Z44min+IT 10(S33)+IT 8(S44)
Z43min+IT 10(S32)+IT 8(S43)
Z42min+IT 10(S32)+IT 8(S42)
Z21min+IT 14(S11)+IT 12(S21)
Z34min+IT 12(S24)+IT 10(S34)
Z33min+IT 12(S23)+IT 10(S33)
Z32min+IT 12(S22)+IT 10(S32)
+IT (S21)
ZIJmax =ZIJ + IT ((SI-1)J)
Размеры SIJ и припуски ZIJ
SIJ=S(I+1)J+Z(I+1)J
ZIJmin
ZIJ max=ZIJmin+IT(S(I-1)J)+IT(SIJ)
I
Т
S31=S41=S21
S41
S42
S43
S44
S14=0
S13=0
S12=0
Размеры
детали
при
I=S
Напуск
Напуск
Напуск
Алгоритмы
1
2
3
4
86
87
6.6. Изготовление деталей на спутниках
Спутник – универсальная платформа для
межоперационного перемещения, базиро-
вания и крепления заготовок в гибком ав-
томатизированном производстве (рис. 30).
Установка заготовок на спутник про-
изводится вне станков на специально вы-
деленном участке. Спутник оснащают
простейшими устройствами крепления за-
готовки (обычно нормально-замкнутого
или самотормозящего типа). Применение
спутников позволяет сократить время за-
крепления заготовки, совместить его с
машинным временем и использовать на
станках стандартные устройства обмена и
закрепления спутников.
При обработке деталей на спутниках
выявляют и анализируют установочные,
операционные и межоперационные раз-
мерные связи.
Достижение точности обработки на
спутниках ведется методами полной взаи-
мозаменяемости и регулирования.
По методу полной взаимозаменяемости
заготовка устанавливается в настроенное
приспособление, а размерные связи с необходимой точностью определяют
положение заготовки в системе координат станка.
Размерные связи включают установочные размеры, связывающие систему
координат станка с базовыми поверхностями спутника; базовые поверхности
спутника с базовыми поверхностями устройства крепления заготовки на спут-
нике; базовые поверхности устройства крепления заготовки на спутнике с базо-
выми поверхностями заготовки. Необходимая точность установки достигается
повышением точности всех установочных размеров, что резко повышает стои-
мость оснастки, но часто оказывается недостаточным. Поэтому совместно с ме-
тодом полной взаимозаменяемости применяют регулирование.
По методу регулирования производят установку заготовки на спутнике
и/или спутника на станке с регулированием установочных размеров с целью
последующего определения положение заготовки в системе координат станка.
Применяют следующие способы регулирования установки.
1. Установка заготовки в спутнике по разметке или технологическим базам
относительно базовых поверхностей спутника, для чего используют регулиро-
вочные звенья спутника и/или устройства крепления заготовки. Это наиболее
доступный, но наименее точный способ регулирования.
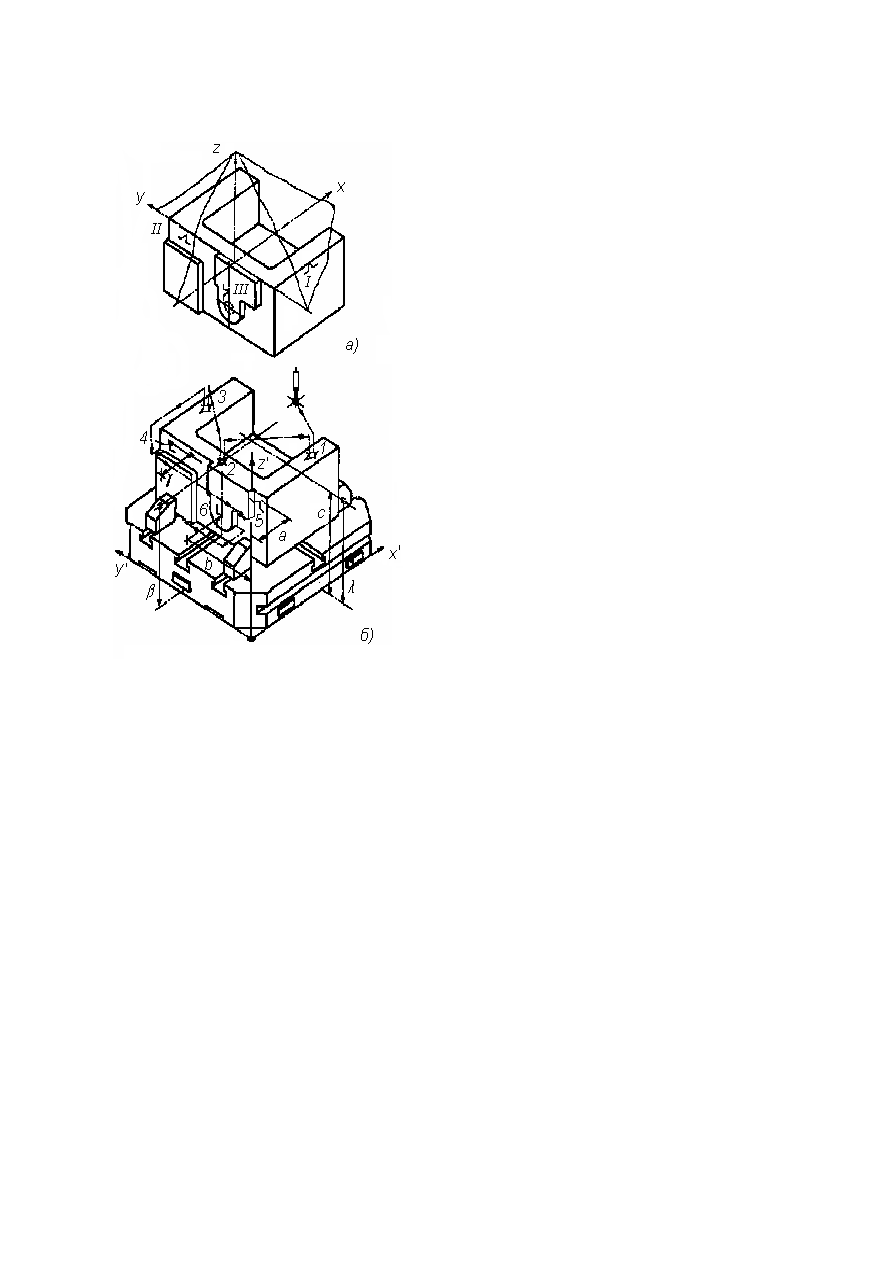
2. Выверка (измерение координат) положения заготовки на спутнике с по-
Рис. 30. Установка и выверка
заготовки на спутнике
[16]

88
следующей выверкой положения спутника на станке. Этот способ требует при-
менения в технологическом процессе измерительной машины, что увеличивает
трудоемкость и станкоемкость процесса, но не исключает погрешностей уста-
новки спутника на станке.
3. Выверка положения заготовки на станке. Этот способ позволяет исклю-
чить погрешности установки заготовки, так как координаты заготовки опреде-
ляются на самом станке, работающем в режиме измерительной машины. При-
менение способа сдерживается еще высокой стоимостью таких станков.
6.7. Выверка положения заготовки на спутнике и станке
Схема установки и выверки заготовки на спутнике представлена на рис.30.
На поверхности заготовки назначаются установочная база I – плоскость XOY
(три точки измерения 1,2,3); направляющая база II – плоскость YOZ (две точки
измерения 4, 5); опорная база III – плоскость XOZ (одна точка измерения 6 –
ось симметрии прилива под главное отверстие обрабатываемого корпуса). Ли-
нии пересечения плоскостей образуют прямоугольную систему координат заго-
товки – OXYZ.
Измерения производят посредством измерительной машины (траектория
щупа показана на рисунке) в прямоугольной системе координат спутника –
O’X’Y’Z’, которая совпадает с его базовыми поверхностями. Установка заготов-
ки на спутнике рассматривается как совмещение системы координат OXYZ за-
готовки с системой O’X’Y’Z’ спутника. Наличие погрешности установки озна-
чает смещение и поворот системы координат заготовки в системе координат
спутника, что определяется следующими составляющими:
a
у
, b
у
, с
у
– параметры смещения по осям соответственно O’X’, O’Y’, O’Z’;
у
,
у
,
у
– параметры поворота вокруг осей соответственно O’X’, O’Y’, O’Z’.
Положение детали на установочной базе I определяется путем измерения
вертикального отклонения в назначенных точках 1, 2, 3:
z
1
,
z
2
,
z
3
. Эти от-
клонения не должны превышать верхнего и нижнего отклонений, рассчитанных
по формулам:
в
у
в
у
в
у
в
у
β
λ
Δ
x
y
c
z
I
; (61)
н
у
н
у
н
у
н
у
β
λ
Δ
x
y
c
z
I
, (62)
верхние индексы означают соответственно “в” – верхнее отклонение, и “н” –
нижнее отклонение; x, y – координаты крайних точек поверхности установоч-
ной базы.
Положение детали на направляющей базе II определяется путем измере-
ния горизонтального отклонения по оси O’X’ в назначенных точках 4, 5:
x
4
,
x
5
. Эти отклонения не должны превышать верхнего и нижнего отклонений,
рассчитанных по формулам:
в
у
4
в
у
в
уII
γ
Δ
y
a
x
; (63)
89
н
у
4
н
у
н
уII
γ
Δ
y
a
x
. (64)
Положение детали на опорной базе определяется путем измерения гори-
зонтального отклонения по оси O’Y’ в назначенной точке 6:
y
6
. Это отклоне-
ние измеряется по отклонению двух симметричных точек на противоположных
сторонах прилива:
)
Δ
0.5(
Δ
прав
6
лев
6
6
y
y
y
; (65)
и не должно превышать допускаемого:
в
уIII
6
н
уIII
Δ
Δ
y
y
y
. (66)
Выверка положения заготовки на станке производится аналогично, с той
лишь разницей, что положение системы координат заготовки определяется в
системе координат станка.
6.8. Этапы достижения точности обработки в ГПС
Процесс достижения точности в ГПС включает три этапа: установка,
статическая настройка и динамическая настройка.
На этапе установки закрепляют заготовку в приспособлении, выверяют ее
положение в системе координат станка, устанавливают инструмент и закреп-
ляют его в суппорте или другом рабочем органе станка. Положение инструмен-
та относительно технологической базы заготовки определяется положением
суппорта – размер X
п
и положением инструмента в суппорте – размер X
у
. На
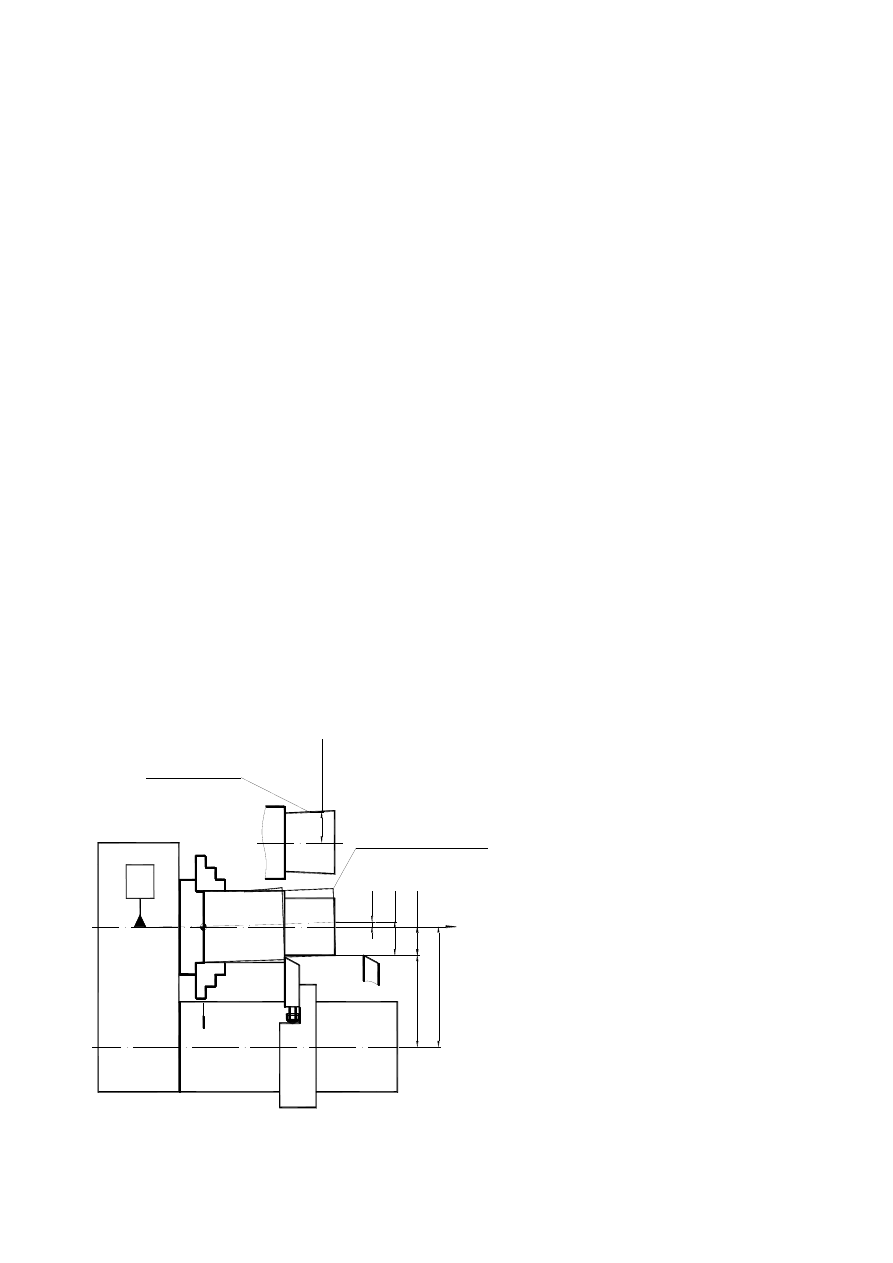
рис. 31 представлены размерные цепи статической и динамических настроек.
На этапе статической настройки инструмент выводят на размер статической
настройки X
с
относительно технологической базы заготовки. В результате ста-
тической настройки формируются операционные размерные связи.
Размер
статической
настройки – замыкающее звено
операционной размерной цепи,
определяющее
формируемый
размер детали при отсутствии сил
резания:
у
п
c
X
X
X
. (67)
Размер
динамической
настройки X
д
– результат дефор-
мации системы: станок, приспо-
собление, инструмент, заготовка
под действием динамических и
тепловых явлений резания.
Фактический операционный
размер детали получается как за-
мыкающее звено размерной цепи,
включающей размеры: позицио-
Обработанная
поверхность
Деформированная
заготовка
X
р
= f(Z
)
X
р
X
с
X
д
X
у
X
Z
X
с
X
п
T
Б
Рис. 31. Размерные цепи статической и дина-
мической настройки