Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7066
Скачиваний: 85

90
нирования, установки и динамической настройки:
д
c
д
у
п
Δ
X
X
X
X
X
. (68)
Фактический размер детали отличается от размера статической настройки
на величину размера динамической настройки. Он может, как увеличивать, так
и уменьшать размер статической настройки. Размер статической настройки
назначается с учетом размера динамической настройки таким образом, чтобы
обеспечить обработку максимального числа заготовок в пределах допуска,
обеспечивая при обработке партии заготовок компенсацию износа инструмента
смещением фактического операционного размера между его предельными зна-
чениями.
Изменение размера динамической настройки достигается изменением ре-
жимов резания и схем установки заготовок. Однако расчет размера динамиче-
ской настройки на практике не производят. Его значение устанавливается ме-
тодом пробных проходов при переходе между последовательными операцион-
ными размерами. На опытных заготовках уточняются расчетные режимы реза-
ния и число проходов, обеспечивающие достижение необходимой точности.
Современные станки оснащают системами адаптивного управления, кото-
рые ведут динамометрический контроль сил резания, перемещений узлов и ба-
зовых поверхностей станка. По результатам контроля минимизируют погреш-
ности статической и динамической настройки, обеспечивая заданную точность
обработки. Простейшая схема подобной системы приведена в табл. 19, п.5, б).
7. ВРЕМЕННЫЕ СВЯЗИ
В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
7.1. Цель и задачи построения временных связей процесса
Автоматизированный производственный процесс – это поток множества
событий, связанных причинно-следственными связями, в котором предприятие
закупает и использует ресурсы, а производит изделия, предназначенные к про-
даже. Коммерческий и конкурентный характер современного производства
определяет время как наиболее важный и дорогой производственный ресурс,
учет которого является основой планирования и управления производством.
Учет времени ведется в показателях нормирования и загрузки, которые
рассмотрены выше в разделе 3. Чем короче цикл автоматизированного произ-
водственного процесса, чем выше коэффициенты загрузки, синхронизации, ис-
пользования оборудования и многостаночного обслуживания, тем эффективнее
используется ресурсы производственного времени.
Цель построения временных связей – обеспечение выпуска продукции не-
обходимого качества, в течение экономически целесообразного периода време-
ни при рациональной загрузке оборудования и персонала.
Задачи построения временных связей – выявление причинно-следственных
связей между событиями производственного процесса, установление вариантов
возможной последовательности и совмещения событий, минимизация затрат
91
производственного времени, планирование рациональной загрузки оборудова-
ния и персонала.
7.2. Циклограмма автоматизированного цикла
Для наглядного представления потока событий производственного процес-
са строятся циклограммы.
Циклограмма – геометрическое описание временных связей и длительно-
сти событий. За начало отсчета циклограммы принимается начало автоматизи-
рованного цикла, а звенья циклограммы представляют длительность событий.
Если события несовместимы по времени, то их общая длительность изобража-
ется на циклограмме не перекрывающимися вдоль оси времени звеньями. Пе-
риоды ожидания рассматриваются как отдельные события и представляются
соответствующими звеньями, а замыкающее звено общей длительности собы-
тий рассчитывается по формуле:
k
i
t
t
Т
k
i
i
i
....,
2
,
1
),
(
1
н
к
, (69)
где Т – общая длительность k последовательных событий с номерами i.
t
iн
– период между началом цикла и началом i – го события в цикле;
t
iк
– период между началом цикла и окончанием i – го события в цикле.
Если же события совместимы, то их общая длительность изображается на
циклограмме перекрывающимися вдоль оси времени звеньями, а замыкающее
звено рассчитывается по формуле:
k
i
t
t
Т
i
i
1,2....,
),
MIN(
)
MAX(
н
к
. (70)
Цикл и такт автоматизированного процесса являются звеньями цикло-
граммы автоматизированной системы более высокого уровня. Циклы и такты
ГПМ являются звеньями циклограммы ГАУ, циклы и такты ГАУ – звеньями
циклограммы ГАЦ, циклы и такты ГАЦ – звеньями циклограммы ГАЗ. Разра-
ботка циклограмм по организационным уровням, позволяет строить их с высо-
кой степенью детализации и выявлением резервов производственного времени.
Полный учет временных связей предполагает разработку циклограмм
вплоть до операционных переходов, где они описывают временные связи меж-
ду технологическими движениями. В этом смысле управляющая программа
ГПМ является перечнем связанных событий.
При построении циклограммы ведется более детальный, чем при нормиро-
вании, учет составляющих штучного времени, так как необходимо определить
не только общие затраты времени, но и их место в последовательности собы-
тий, чтобы установить расписание обслуживания множества ГПМ и маршруты
движения операторов.
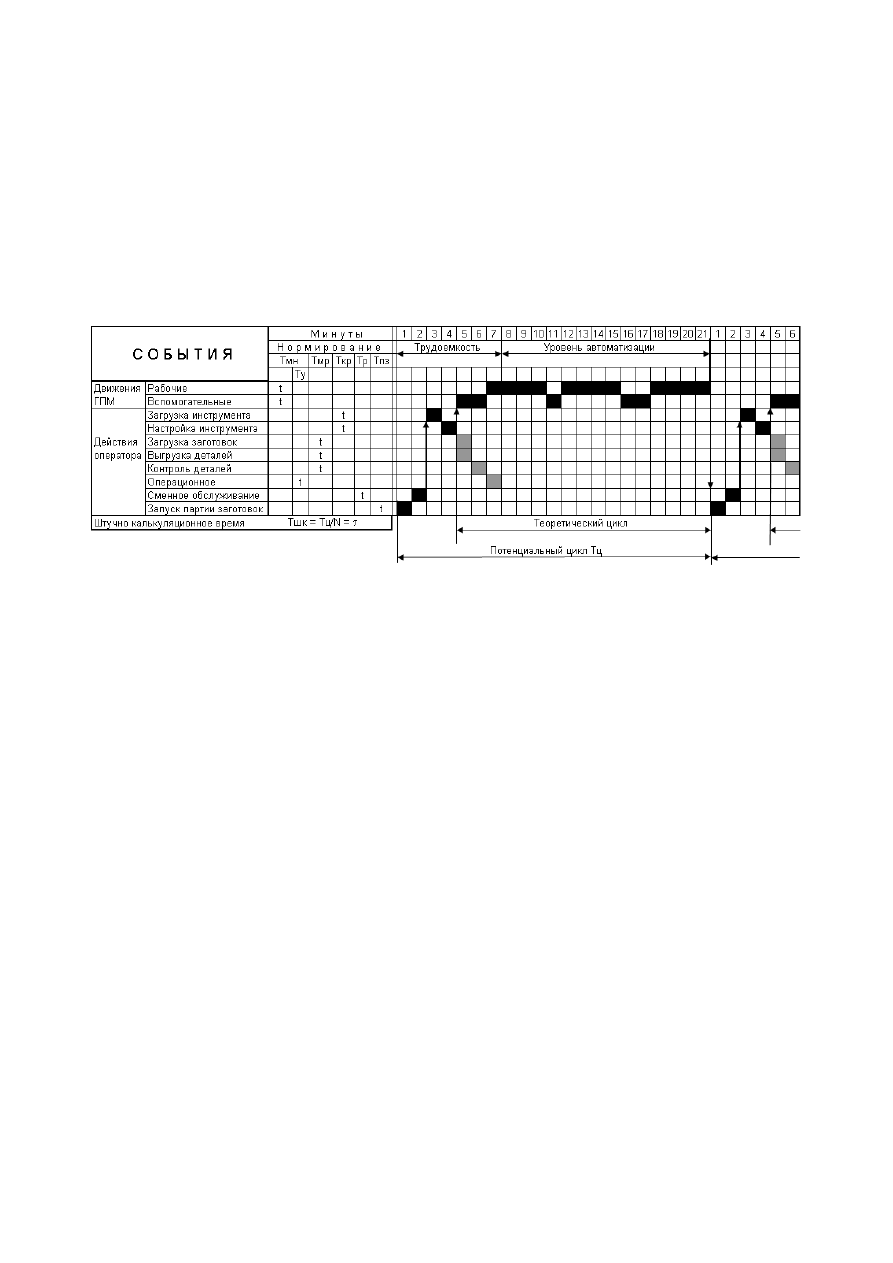
В табл. 21 приведена циклограмма отдельного ГПМ. События, представля-
емые циклограммой, включают действия оборудования и оператора. Действия
ГПМ и оператора расписаны по минутам. События, выделенные черным цве-
том, являются несовместимыми и происходят последовательно в строго опре-
деленные периоды цикла. События, выделенные серым цветом по отношению к
92
последовательным событиям, являются совместимыми и могут смещаться в
пределах одного или более циклов по усмотрению оператора. Эти события яв-
ляются компенсирующим звеном графика работы оператора при многостаноч-
ном обслуживании. Наличие таких периодов позволяет оператору работать без
значительного напряжения и самостоятельно выбирать удобный режим обслу-
живания. Опоздания оператора предотвращаются автоматической фиксацией
его действий, а также автоматическими устройствами сигнализации и блокиро-
вания ГПМ по завершению контрольного числа циклов.
Таблица 21*
Циклограмма ГПМ
*В таблице используются обозначения, введенные в разделе 3.
На циклограмме показан теоретический цикл, определенный для идеаль-
ных условий работы оборудования, не требующего обслуживания, и потенци-
альный цикл, который учитывает периоды планового (запуск партии заготовок)
и сменного обслуживания ГПМ.
Потенциальный цикл, как правило, искажается простоями, связанными с
ремонтом и неплановым обслуживанием оборудования, а также несвоевремен-
ной поставкой ресурсов.
Приведенная циклограмма содержит показатели нормирования технологи-
ческих операций. При этом показатели штучного времени приводятся к одному
изделию делением времени потенциального цикла на число N
ц
обрабатываемых
в нем изделий.
Выполненная в виде электронной таблицы, циклограмма позволяет рас-
считывать структурные составляющие штучного времени непосредственно по
звеньям циклограммы, а также вести мониторинг и формировать текущие отче-
ты с привязкой затрат времени к конкретным периодам автоматизированного
цикла.
7.3. Понятие о действительных фондах и затратах времени
как о случайных величинах
Производственные процессы планируются на отчетные календарные пери-
оды, в которых ведется учет использованных ресурсов, произведенной продук-
ции, полученных доходов и прибыли. Отчетные периоды определены налого-

93
вым и трудовым законодательством и включают фиксированный фонд времени,
в течение которого решаются производственные задачи.
Планируемый поток производственных событий организуется в рамках ка-
лендарного фонда времени и в силу множества случайных событий, сопут-
ствующих реальному производству, испытывает отклонения, которые приводят
к изменению моментов начала и длительности событий. По этой причине дли-
тельность производственных событий представляется случайными числами.
Основными характеристиками случайного числа являются математическое
ожидание (номинал) и дисперсия (среднеквадратичное отклонение от номина-
ла).
Если временная связь реализуется в виде последовательности несовмести-
мых событий, то числовые характеристики объединенного события можно
определить на основе известных теорем теории вероятностей.
Теорема 1. Математическое ожидание суммы независимых случайных чи-
сел равно сумме математических ожиданий слагаемых случайных чисел.
Теорема 2. Дисперсия суммы независимых случайных чисел равна сумме
дисперсий слагаемых случайных чисел.
С учетом этих теорем общая длительность несовместимых событий ранее
представленная формулой (64) будет определяться как математическое ожида-
ние в виде:
k
i
t
M
t
M
T
M
k
i
i
i
1,2....,
)],
(
)
(
[
)
(
1
н
к
, (71)
а дисперсия этой случайной величины будет определяться формулой:
k
i
t
D
t
D
T
D
k
i
i
i
1,2....,
)],
(
)
(
[
)
(
1
н
к
. (72)
Для совместимых событий математическое ожидание общей длительности
буде иметь вид:
k
i
t
M
t
M
T
M
i
i
1,2....,
)],
(
MIN[
)]
(
MAX[
)
(
н
к
, (73)
а дисперсия
k
1,2....,
)],
[MIN(
)]
[MAX(
)
(
н
к
i
t
D
t
D
T
D
i
i
. (74)
Обратим внимание на то обстоятельство, что отклонения (дисперсии) от
номинала для длительности объединенного события складываются, а это озна-
чает, что при разработке технологических процессов и планировании производ-
ства следует стремиться к сокращению последовательности несовместимых со-
бытий и отдавать предпочтение совместимым событиям. На циклограмме (табл.
21) действия оператора, выделенные серым цветом, являются совместимыми по
отношению к движениям модуля событиями, что повышает гибкость системы.
7.4. Структура подготовительно-заключительного времени ГПМ
Нестабильность моментов начала и длительности составляющих событий
обусловлена следующими факторами: нестабильностью поставок всех видов
94
ресурсов, отказами оборудования, нестабильностью организационных меро-
приятий, а также нарушениями трудовой и технологической дисциплины.
Наиболее чувствительным звеном, подверженным влиянию организацион-
ных мер и дисциплинарных факторов, является подготовительно-
заключительное время. Нестабильность моментов начала и длительности этого
периода обусловлена разнообразным спектром работ, выполняемых множе-
ством специалистов и служб.
Подготовительно–заключительное время для станков с ЧПУ и ГПМ опре-
деляют по формуле:
i
i
i
i
T
T
T
T
по
орг
п
пз
; (75)
где Т
пi
– время переналадки станка и технологической оснастки;
i
i
i
i
i
i
T
S
T
N
T
T
Р
Р
ин
ин
к
п
; (76)
T
оргi
– время получения и сдачи технологической оснастки, ознакомление с чер-
тежом, описанием технологического процесса, другой документацией; T
поi
–
время пробной обработки первой заготовки; T
кi
– время переналадки крепежной
оснастки; T
инi
– время замены одного инструментального блока; T
рi
– время рас-
точки кулачков; N
инi
– число заменяемых инструментальных блоков; S
рi
– число
расточек кулачков.
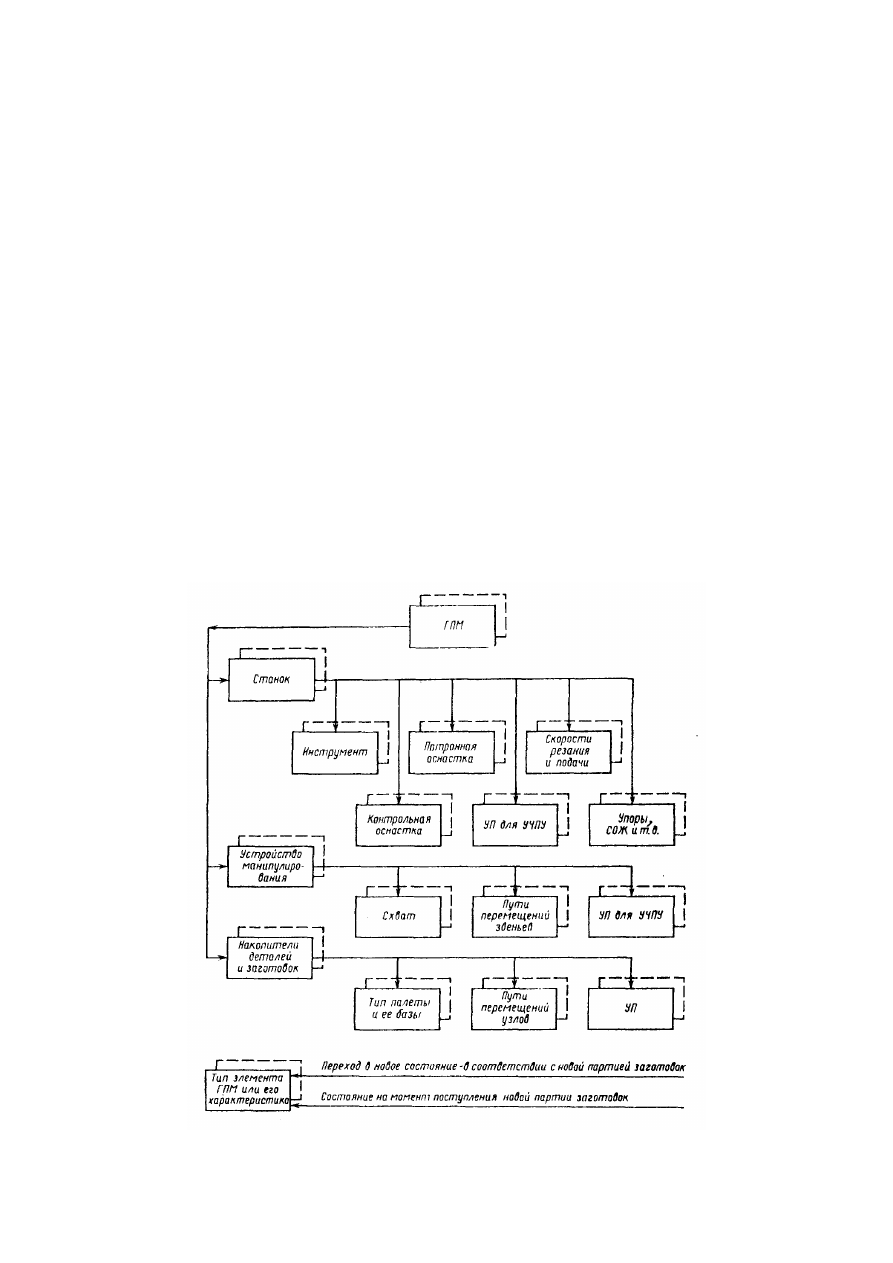
Рис. 32. Схема изменения состояния ГПМ при переналадке
[13]