Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7063
Скачиваний: 85

95
Процесс переналадки может содержать в себе такие операции, как поиск,
погрузку и транспортирование необходимой оснастки в зону ГПМ.
Подсистемы и устройства ГПМ изменяются при переходе к изготовлению
другой детали (рис. 32).
Изменения заключаются в установке новых инструментов, патронной или
центровой оснастки, управляющих программ, захватов ПР, регулировке упоров
и установке диапазонов регулирования параметров.
Рост числа и времени переналадок означает снижение гибкости системы.
Известно множество показателей гибкости автоматизированных систем,
которые являются многопараметрическими функциями от периодов времени,
связанных с изменением состояния ГПМ. Мониторинг и расчет таких показа-
телей вызывает затруднения. В реальном производстве удобно использовать
показатель гибкости, определенный для i – ого изделия номенклатуры с учетом
(12) в виде:
i
i
i
i
NT
Ò
k
ø
ïç
ã
1
α
-
1
, (77)
Из (77) следует, что гибкость автоматизированной системы зависит от
конструктивно-технологических свойств детали и размеров партии. При доста-
точной величине последней, например: N > 100, k
гi
мало отличается от едини-
цы. Таким образом, сокращение подготовительно-заключительного времени
следует считать актуальной задачей автоматизации лишь в мелкосерийном и
единичном производстве.
В качестве интегрального показателя гибкости системы, следует использо-
вать лимитирующее значение k
гi:
)
(
ã
ã
i
k
MIN
k
(78)
С целью повышения универсальности и гибкости технологических систем
большинство современных элементов ГПМ имеют расширенные функциональ-
ные возможности.
Нестабильность (потери) организационных мероприятий, влияющая на за-
грузку оборудования, минимизируется путем составления расписания работы
участка с учетом маршрута и трудоемкости обработки заготовок. Следует от-
личать стационарные и нестационарные расписания работы системы.
Стационарным расписанием называют такую организацию работы систе-
мы, при которой работа отдельных ГПМ циклически повторяется за планируе-
мый период. Подобная организация работы осуществляется обычно в средне- и
крупносерийном производстве. Такой подход широко используют при анализе
производительности автоматических и поточных линий.
Нестационарным расписанием называют такую организацию работы си-
стемы, при которой за планируемый период работа отдельных ГПМ цикличе-
ски не повторяется. Анализ работы такого участка основан на теории невосста-
навливаемых систем.

96
7.5. Особенности загрузки ГПМ
Согласно статистическим данным [13] потери времени в ГПС составляют
до 40% общего фонда времени работы в одну или две смены. При этом размеры
партий менее 40 – 60 шт. существенно снижают производительность и рента-
бельность ГПМ. Оптимальное число деталей в партии может изменяться в ши-
роких пределах: для ГПМ – 50 – 500, для ГАУ – 500 – 2000, [13]. Наиболее эко-
номически оправданными являются партии, соответствующие верхним грани-
цам приведенных диапазонов. При нижних границах эффективность ГПС зна-
чительно уменьшается вследствие того, что увеличивается доля непроизводи-
тельного времени, затрачиваемого на переналадку оборудования, транспорти-
рование заготовок и другие организационные потери. Наиболее значительны
потери времени в мелкосерийном производстве, поскольку они соизмеримы со
временем загрузки оборудования. Кроме того, здесь уже не могут использо-
ваться такие методы устранения диспропорций в загрузке оборудования, как
создание межоперационных заделов, что широко применяется в крупносерий-
ном и массовом производстве.
8. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ СБОРКИ
8.1. Сущность и этапы автоматического сборочного процесса
Автоматизация сборочных работ заключается в создании и применении
средств автоматизации, обеспечивающих высокое качество сборки при сокра-
щении трудоемкости. Структура штучного времени, показатели нормирования,
загрузки и типов производства для автоматизированных операций и технологи-
ческих процессов сборки определяются согласно положениям раздела 3.
Технологический процесс автоматической сборки изделия включает сле-
дующие этапы: подготовку деталей и комплектующих изделий (промывка,
очистка, деконсервация, контроль комплектования и комплектующих); загрузку
сопрягаемых деталей в бункерные, магазинные, кассетные и другие загрузоч-
ные устройства, захват, отсекание и подачу сопрягаемых деталей в ориентиру-
ющие и базирующие устройства; ориентацию сопрягаемых деталей на сбороч-
ной позиции с точностью, обеспечивающей собираемость соединений; соеди-
нение и фиксацию сопряженных деталей с требуемой точностью; контроль
сборочных единиц (СЕ) на выходе, балансировка, маркировка, заправка сма-
зочными материалами, топливом, испытание, регулирование, упаковка, учет).
Построение технологического процесса сборки зависит от габаритных
размеров изделия, числа входящих в изделие деталей и сборочных единиц, ха-
рактера и сложности соединений. Особенности собираемого изделия и про-
грамма выпуска определяют структурную схему технологического процесса ав-
томатической сборки, последовательность выполнения его операций, их повто-
ряемость, параметры автоматического оборудования и условия его настройки.
Нерациональный технологический процесс сопровождается потерями вре-
мени при эксплуатации сборочного оборудования. Поэтому при проектирова-
97
нии технологического процесса автоматической сборки нужно учитывать тех-
нологичность конструкции изделия и составляющих его элементов, которая
должна обеспечить качество собираемого изделия; распределение переходов по
сборочным позициям во времени и пространстве, точность относительной ори-
ентации сопрягаемых деталей, надежность соединений; контроль качества со-
бираемого изделия.
8.2. Технологичность конструкций для автоматической сборки
Основной признак технологичности изделия для автоматизированной
сборки – наличие отдельных сборочных единиц, содержащих минимальное чис-
ло деталей
Сокращение числа деталей достигается путем объединения в одной детали
функций нескольких. Это уменьшает объем сборочных операций, а иногда и
полностью исключает необходимость их выполнения.
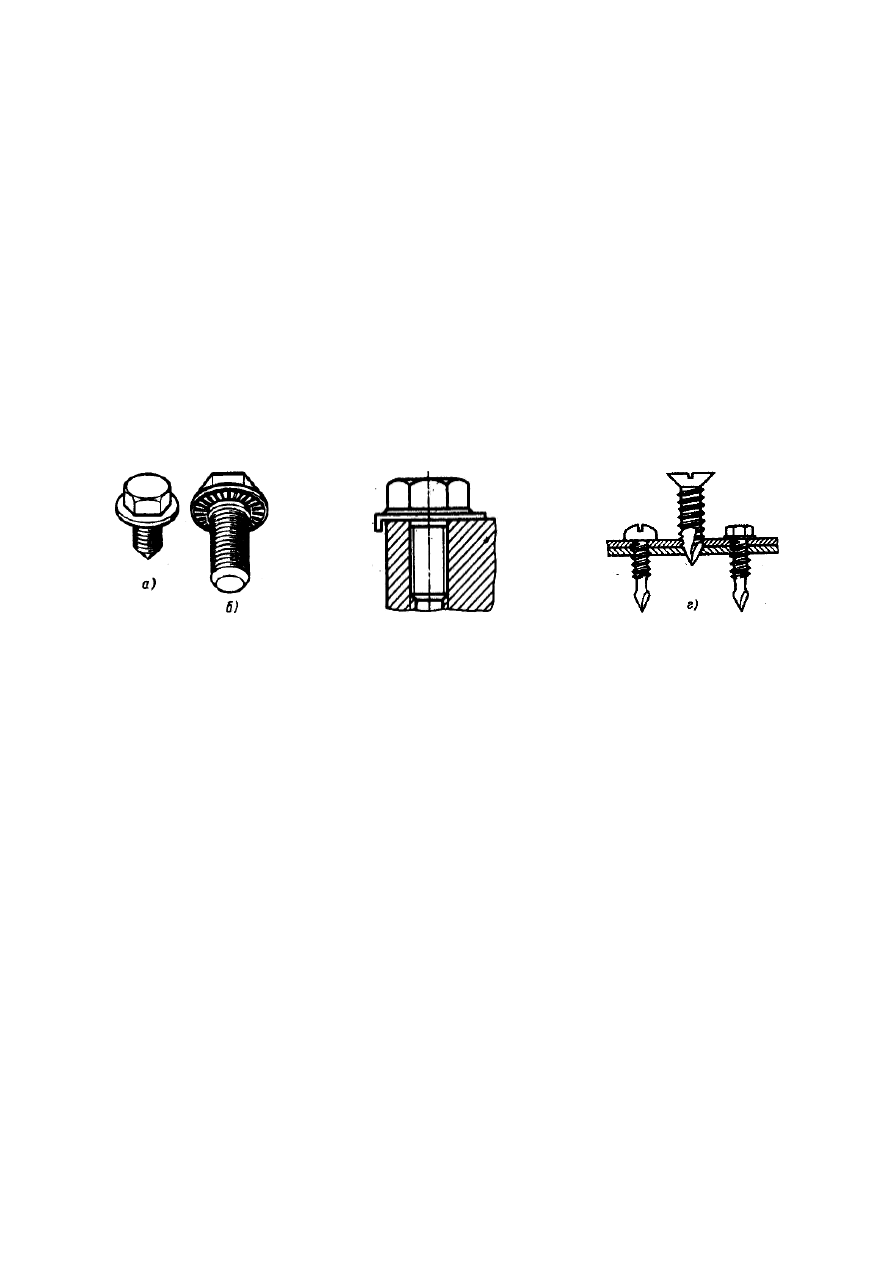
в)
Рис. 32. Многофункциональные винты [16]
Например, винт с буртом (рис. 32, а) выполняет функции винта и шайбы.
Выполнение на торце бурта зубьев (рис. 32, б) или отгибание края бурта (рис.
32, в) уменьшает возможность отвинчивания. Изготовление винтов «саморезов»
(рис. 32, а), обеспечивает сверление и нарезание резьбы (рис. 32, г) в сопряжен-
ной детали, облегчает процесс механизации и автоматизации соединения и за-
крепления деталей.
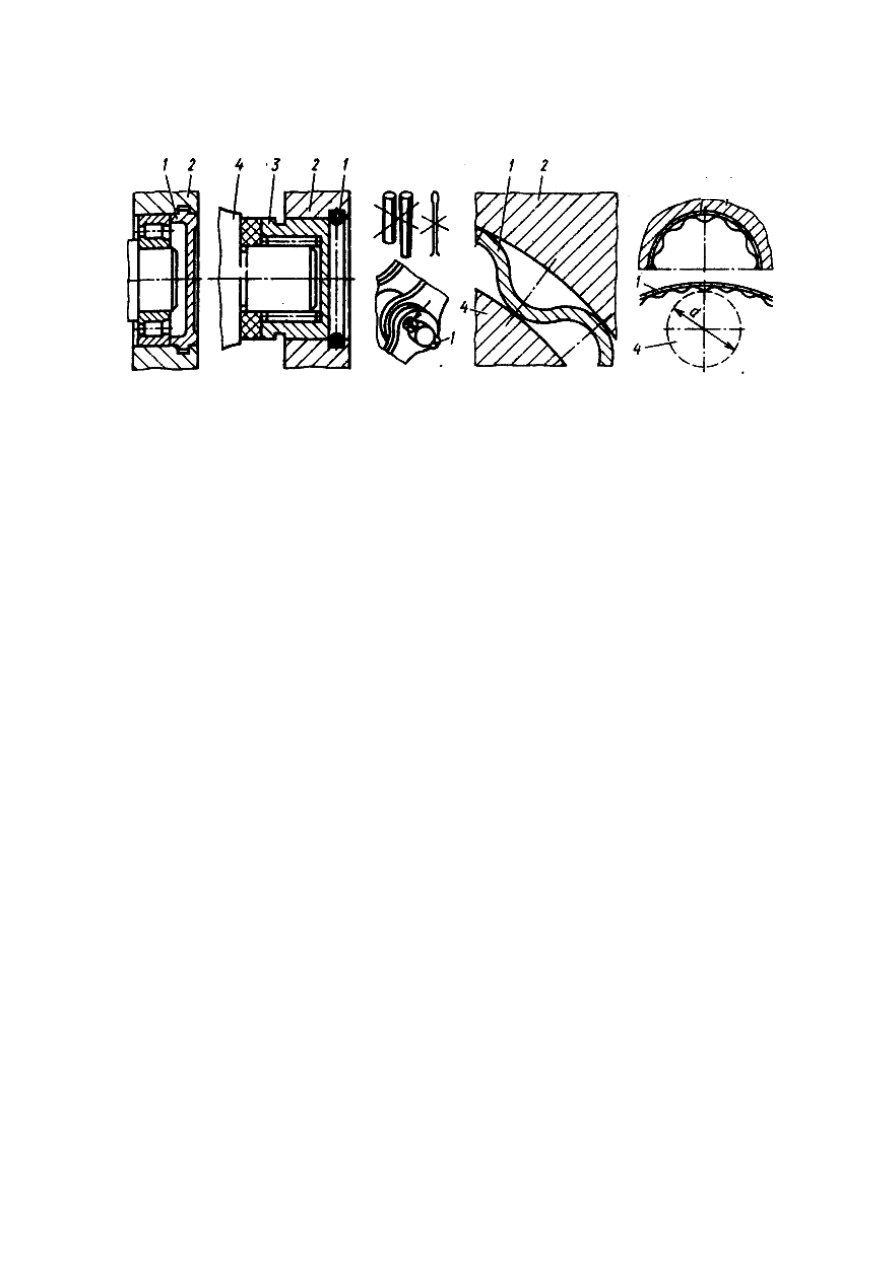
Значительное сокращение крепежных изделий дают соединения с натягом
и посредством упругих деталей (рис.33): крышек, втулок, упорных колец и
пальцев, которые устанавливать проще, чем резьбовой крепеж. Перед сборкой
размеры таких деталей увеличиваются за счет растяжения или уменьшаются
путем сжатия для увеличения зазора в процессе сборки соединения.
Задача сокращения числа деталей и сборочных операций при изготовлении
приспособлений и многих других изделий машиностроения может быть до-
стигнута посредством укладки соединяемых деталей в форму и последующей
их заливкой эпоксидной смолой или легкоплавким сплавом, образующим при
охлаждении корпусную деталь.
Задача сокращения числа деталей и сборочных операций при изготовлении
приспособлений и многих других изделий машиностроения может быть до-
стигнута посредством укладки соединяемых деталей в форму и последующей
98
их заливкой эпоксидной смолой или легкоплавким сплавом, образующим при
охлаждении корпусную деталь.
а) б) в) г) д)
Рис.33. Соединения изделий с использованием упругих деталей [16]
а) – упругая крышка 1 с буртом в корпусе 2; б) – упругое кольцо 1 в корпусе 2 удержи-
вает в осевом направлении детали 3 и 4; в) – применение упругих трубчатых штифтов 1; г, д)
– применение упругих гофрированных колец 1 для взаимной фиксации деталей 2 и 4
Технологичность изделия под сборку предполагает наличие базовой дета-
ли, как правило, наибольших размеров, в которой ведется установка узлов и
сборочных единиц изделия.
Базовая
деталь
не
должна
деформироваться
под
действием
технологических нагрузок, ее положение должно быть устойчивым и неизмен-
ным. Это обеспечивается низким расположением центра тяжести и наличием
плоских поверхностей, используемых в качестве установочной базы, или ци-
линдрических поверхностей, используемых в качестве направляющей или
двойной направляющей баз.
Желательно, чтобы базовая деталь обеспечила монтаж присоединяемых
сборочных единиц и деталей за одну установку.
Сборочные единицы должны свободно устанавливаться на базовую деталь
в одном направлении несложным, желательно прямолинейным движением ра-
бочего инструмента, для чего в корпусной детали нужно предусмотреть доста-
точное пространство.
Для удобства монтажа всех деталей базовая деталь должна иметь техноло-
гические базы, обеспечивающие высокую точность ее установки (базирования
и закрепления).
Технологичность изделия под автоматизированную сборку предполагает
минимально-возможное число переворотов, регулировок и переборок в техно-
логическом процессе.
Для этого стремятся к тому, чтобы направления установки деталей распо-
лагались в одной или двух плоскостях: вертикальная, горизонтальная или вер-
тикально-горизонтальная сборка.
При сборке подшипниковых узлов переборка исключается применением
упругих элементов: втулок, плоских, цилиндрических и тарельчатых пружин,
99
которые применяют вместо жестких регулировочных распорных колец, размер
которых определяется посредством предварительной сборки.
Технологичность изделия под сборку предполагает наличие конструктив-
ных элементов, облегчающую их ориентацию, базирование, транспортирова-
ние и соединение.
Сопрягаемые поверхности должны иметь, возможно, большие по размерам
заходные фаски с малыми углами. Фаски должны быть предусмотрены и на ба-
зовой детали, так как ее используют для установки многих деталей изделия.
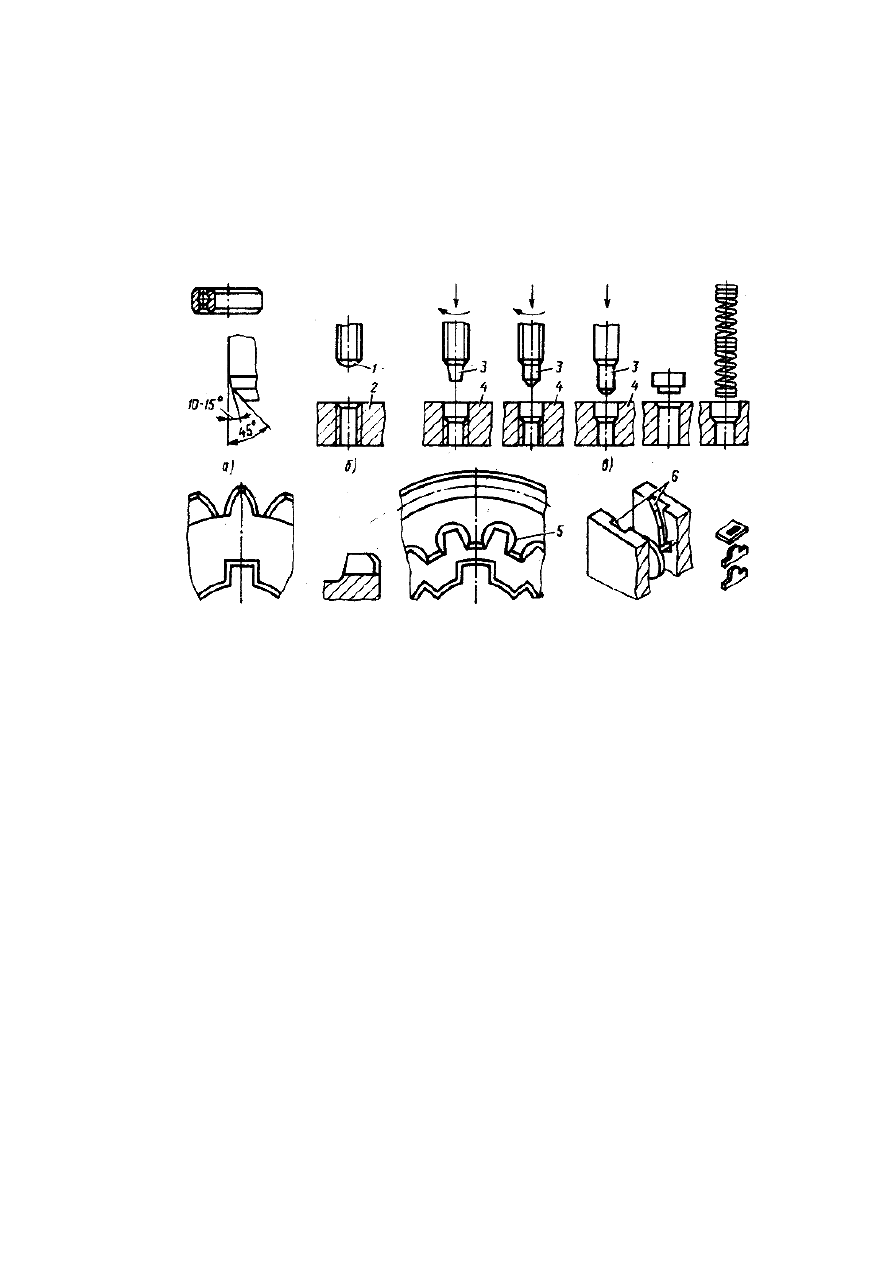
г) д) е) ж) з)
Рис.34. Технологичные конструкции заходных поверхностей соединяемых деталей [16]
Не вызывает затруднений получение фасок на деталях, изготовляемых на
металлорежущих станках, поэтому на таких деталях их делают в первую оче-
редь. Угол заходной фаски на охватываемых деталях должен быть 10—15°, ес-
ли ее устанавливают в металлическую деталь, и около 8°, если ее запрессовы-
вают в деталь из пластмассы.
На подшипниках, тонкостенных втулках и кольцах и на сопрягаемых с ни-
ми поверхностях рекомендуется выполнять ступенчатые фаски (рис. 34, а).
Вначале делается угол 30
–
45° для облегчения установки, а затем угол 10—15°
для уменьшения силы запрессовки и деформаций кольца или втулки.
Сложность соединения резьбовых деталей связана с тем, что они часто не
могут быть завинчены из-за возможных дефектов и смятия заходной части
резьбы. Количество брака можно снизить, если торцы винтов выполнять в виде
полусферы (рис. 34, б), а в сопряженных деталях предусмотреть заходные фас-
ки 2. При этом осевая нагрузка в процессе сборки будет распределяться равно-
мерно по вершинам резьбы в отверстии сопряженной детали, и вероятность
смятия захода витка резьбы уменьшится.
При установке пружин, деталей с резьбовыми и цилиндрическими поверх-
ностями можно повысить производительность, если предусмотреть конические